Вам также может понравиться
- Modelo CanvasДокумент1 страницаModelo CanvasLizbeth Gonzalez Hernandez100% (4)
- Puntos Extra 5 AutocalificableДокумент2 страницыPuntos Extra 5 AutocalificableRazel Olivera Mendoza80% (15)
- Tipos de ValvulasДокумент8 страницTipos de ValvulasAura RodriguezОценок пока нет
- Diagrama de Equilibrio Liquido - Vapor para El Sistema N-Pentano y N-Hexano - Lizbeth Gonzalez HernandezДокумент4 страницыDiagrama de Equilibrio Liquido - Vapor para El Sistema N-Pentano y N-Hexano - Lizbeth Gonzalez HernandezLizbeth Gonzalez HernandezОценок пока нет
- Analítica (Reporte) PDFДокумент5 страницAnalítica (Reporte) PDFLizbeth Gonzalez HernandezОценок пока нет
- Caso de Estudio (Estadistica)Документ5 страницCaso de Estudio (Estadistica)Lizbeth Gonzalez HernandezОценок пока нет
- Analítica (Reporte) PDFДокумент5 страницAnalítica (Reporte) PDFLizbeth Gonzalez HernandezОценок пока нет
- Analítica (Reporte) PDFДокумент5 страницAnalítica (Reporte) PDFLizbeth Gonzalez HernandezОценок пока нет
- AnalisisДокумент4 страницыAnalisisLizbeth Gonzalez HernandezОценок пока нет
- Definición de La Transformada de LaplaceДокумент1 страницаDefinición de La Transformada de LaplaceLizbeth Gonzalez HernandezОценок пока нет
- AnalisisДокумент4 страницыAnalisisLizbeth Gonzalez HernandezОценок пока нет
- Hipótesis Julio de 2012Документ13 страницHipótesis Julio de 2012Lizbeth Gonzalez HernandezОценок пока нет
- Fundamentos Teóricos 2012 PDFДокумент10 страницFundamentos Teóricos 2012 PDFLizbeth Gonzalez HernandezОценок пока нет
- Dti Acido AceticoДокумент6 страницDti Acido AceticoLizbeth Gonzalez HernandezОценок пока нет
- Investigacion 3 Y4Документ18 страницInvestigacion 3 Y4Lizbeth Gonzalez HernandezОценок пока нет
- Planteamiento Del Problema Julio de 2012Документ7 страницPlanteamiento Del Problema Julio de 2012Lizbeth Gonzalez HernandezОценок пока нет
- Elección Del Tema Julio de 2012Документ4 страницыElección Del Tema Julio de 2012Lizbeth Gonzalez HernandezОценок пока нет
- Aceite TermicoДокумент1 страницаAceite TermicoQuintana QuintanaОценок пока нет
- InvestigacionДокумент20 страницInvestigacionLizbeth Gonzalez HernandezОценок пока нет
- Practica 3Документ7 страницPractica 3Lizbeth Gonzalez HernandezОценок пока нет
- Objetivos Julio de 2012Документ15 страницObjetivos Julio de 2012Lizbeth Gonzalez HernandezОценок пока нет
- EjerciciosДокумент4 страницыEjerciciosLizbeth Gonzalez HernandezОценок пока нет
- Practica CristalizacionДокумент8 страницPractica CristalizacionLizbeth Gonzalez HernandezОценок пока нет
- RubricaДокумент6 страницRubricaLizbeth Gonzalez HernandezОценок пока нет
- Lista de CotejoДокумент2 страницыLista de CotejoLizbeth Gonzalez HernandezОценок пока нет
- SAMAДокумент22 страницыSAMALizbeth Gonzalez HernandezОценок пока нет
- InvestigacionДокумент20 страницInvestigacionLizbeth Gonzalez HernandezОценок пока нет
- Guia de ObservacionДокумент1 страницаGuia de ObservacionLizbeth Gonzalez HernandezОценок пока нет
- PORTADAДокумент1 страницаPORTADALizbeth Gonzalez HernandezОценок пока нет
- Modelo CanvasДокумент1 страницаModelo CanvasLizbeth Gonzalez Hernandez100% (1)
- Programas de Capacitación - Primer Trimestre 2021 TEC DE MONTERREYДокумент4 страницыProgramas de Capacitación - Primer Trimestre 2021 TEC DE MONTERREYHervaz AlmiwxОценок пока нет
- Raymond Chang - Quimica General - 7ma EdicionДокумент4 страницыRaymond Chang - Quimica General - 7ma EdicionIVANAGUDELOОценок пока нет
- Semana 1 Que Es El Trade Marketing 2022Документ47 страницSemana 1 Que Es El Trade Marketing 2022Allison Macedo ChirioОценок пока нет
- Costos 3Документ24 страницыCostos 3aura arasmeОценок пока нет
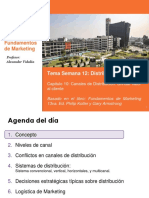
- Semana 12 - Distribución (Capítulo 10)Документ46 страницSemana 12 - Distribución (Capítulo 10)Diana Lucia Pelaes ArmasОценок пока нет
- Glosario de Gerencia de MercadotecniaДокумент5 страницGlosario de Gerencia de MercadotecniaestefanyОценок пока нет
- EVALUACIÓN AA1 ISO 9001 - Evaluacion y Mejora de Un Sistema de Gestion de La CalidadДокумент4 страницыEVALUACIÓN AA1 ISO 9001 - Evaluacion y Mejora de Un Sistema de Gestion de La CalidadLuisa Fernanda100% (2)
- Taller Io 2Документ7 страницTaller Io 2carlos montes100% (1)
- Comercio ElectrónicoДокумент3 страницыComercio ElectrónicoSalva MaestreОценок пока нет
- Analisis y Leccionde Ideas de Negocios SenatiДокумент27 страницAnalisis y Leccionde Ideas de Negocios SenatiMaribel Panca LaquiseОценок пока нет
- Taller Cedi 2023 1Документ2 страницыTaller Cedi 2023 1Luisa Fernanda AlzateОценок пока нет
- 00 Prática Calificada N°01Документ3 страницы00 Prática Calificada N°01Anthu BlueОценок пока нет
- Actividad 2 para Que Quiero Una Marca PersonalДокумент1 страницаActividad 2 para Que Quiero Una Marca PersonalJohana RomeroОценок пока нет
- Estrategia de Calidad 2023Документ1 страницаEstrategia de Calidad 2023David SuarezОценок пока нет
- Planificador de Cocinas de IKEAДокумент30 страницPlanificador de Cocinas de IKEA595profemanuОценок пока нет
- Factura de Venta - Fe175893 - 900205217Документ1 страницаFactura de Venta - Fe175893 - 900205217Gustavo CarvajalОценок пока нет
- Acciones 2024Документ27 страницAcciones 2024Joaquin CarmonaОценок пока нет
- Tarea Operadores LogísticoДокумент3 страницыTarea Operadores LogísticoXavier Roque RamosОценок пока нет
- Logistica - AbastecimientoДокумент17 страницLogistica - AbastecimientoMae AlejandraОценок пока нет
- 3.2.2 Analisis de Precios Unitarios ArquitecturaДокумент22 страницы3.2.2 Analisis de Precios Unitarios ArquitecturaHANS JAIME QUISPE JIHUALLANCAОценок пока нет
- Subárea Contabilidad de CostosДокумент7 страницSubárea Contabilidad de Costosmynorlealgarcia006Оценок пока нет
- Lista Cotejo 1er Parcial Modelado ProyectoДокумент1 страницаLista Cotejo 1er Parcial Modelado ProyectoJorge Sebastian González Ibarra100% (1)
- Introduccion A Los Procesos LogisticosДокумент1 страницаIntroduccion A Los Procesos LogisticosValentina Cor PimОценок пока нет
- Guía 2 - Fundamentos de MercadeoДокумент1 страницаGuía 2 - Fundamentos de MercadeoJeison NavarroОценок пока нет
- Merchandising CoraymaДокумент6 страницMerchandising CoraymaEVELYN MUNDACAОценок пока нет
- Reduccion de Costos LogisticosДокумент3 страницыReduccion de Costos LogisticosDe la cruz anticona leydinОценок пока нет
- Evaluación Continua 2 - Marketing EstratégicoДокумент5 страницEvaluación Continua 2 - Marketing EstratégicoJorge DavilaОценок пока нет
- Unidad 6. Estrategias para La Introducción de Nuevos ProductosДокумент20 страницUnidad 6. Estrategias para La Introducción de Nuevos ProductosG bautistaОценок пока нет
- FOROn5nluznelidanariasnmodanpornelnambiente 7362117666623e1Документ4 страницыFOROn5nluznelidanariasnmodanpornelnambiente 7362117666623e1Kevin GarzonОценок пока нет