Вам также может понравиться
- 73 78Документ6 страниц73 78Thiago AguiarОценок пока нет
- Asma e Rinite Ocupacionais 2010Документ6 страницAsma e Rinite Ocupacionais 2010Li LiuОценок пока нет
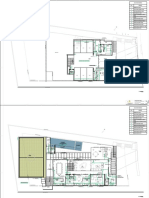
- JW1 - Projeto Executivos - Pontos Elétricos e Hidráulicos WilkeДокумент6 страницJW1 - Projeto Executivos - Pontos Elétricos e Hidráulicos WilkeJean silvaОценок пока нет
- Demonologia CONJURADAДокумент17 страницDemonologia CONJURADADENYRO01Оценок пока нет
- O Patrimônio Da Arquitetura Vernacular de Povos CaiçarasДокумент2 страницыO Patrimônio Da Arquitetura Vernacular de Povos CaiçarasLucas ViniciusОценок пока нет
- BAUBEROT, Jean. A Favor de Uma Sociologia Intercultural e Histórica Da LaicidadeДокумент20 страницBAUBEROT, Jean. A Favor de Uma Sociologia Intercultural e Histórica Da LaicidadePaulimDОценок пока нет
- Medieval - IIДокумент199 страницMedieval - IIDaniel RodrigueОценок пока нет
- A Psicoterapia Breve - Abordagem TCCДокумент19 страницA Psicoterapia Breve - Abordagem TCCAdriana AraldiОценок пока нет
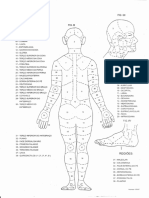
- Topografia Corpo HumanoДокумент2 страницыTopografia Corpo Humanoestevaocanan100% (9)
- 3-RenascimentoCultural e CientificoДокумент21 страница3-RenascimentoCultural e CientificoPaulo AndradeОценок пока нет
- Alfred Lothar WegenerДокумент4 страницыAlfred Lothar WegenerBresser OliveiraОценок пока нет
- Manual MegatronДокумент191 страницаManual MegatronfedsbmОценок пока нет
- Catalogo Tecnico-Ecoline 2.5 e SGT-Ed 05 Junho23 01 RD 1111Документ174 страницыCatalogo Tecnico-Ecoline 2.5 e SGT-Ed 05 Junho23 01 RD 1111vendasОценок пока нет
- 06 LIGACAO CUBO-EIXO - Chavetas Rev-CДокумент41 страница06 LIGACAO CUBO-EIXO - Chavetas Rev-CLuiz Carlos BrandaliseОценок пока нет
- GREGOLIN, Remontemos de Foucault A Spinoza-PecheuxДокумент11 страницGREGOLIN, Remontemos de Foucault A Spinoza-Pecheuxraquel_rybandtОценок пока нет
- Apostila de Desenho Geométrico 1 - IfALДокумент36 страницApostila de Desenho Geométrico 1 - IfALLuis OmenaОценок пока нет
- Certificado de Qualidade - Oyamota - Nf.1852 - 02.09.2016Документ5 страницCertificado de Qualidade - Oyamota - Nf.1852 - 02.09.2016MauroDosSantosCostaОценок пока нет
- Folheto Crisma 1Документ2 страницыFolheto Crisma 1Murilo Vilas BoasОценок пока нет
- Máquina Envasadora de CremeДокумент33 страницыMáquina Envasadora de CremefabriniОценок пока нет
- Caderno Do AlfabetoДокумент32 страницыCaderno Do AlfabetoCleo AlvesОценок пока нет
- Referencial de Competências-Chave NS STCДокумент21 страницаReferencial de Competências-Chave NS STCnuno.jose.duarte100% (1)
- Questoes Revisao Histologia BasicaДокумент20 страницQuestoes Revisao Histologia BasicaAlessandra IngridОценок пока нет
- Azia, Má Digestão, Esofagite Ou GastriteДокумент2 страницыAzia, Má Digestão, Esofagite Ou GastriteGbarielle BarrosОценок пока нет
- Astrologia Cristã - William LillyДокумент906 страницAstrologia Cristã - William Lillyfilipi2000100% (11)
- Líder, Como Motivar e Engajar Seus LideradosДокумент19 страницLíder, Como Motivar e Engajar Seus LideradosFranks Lennon Figueiredo RibeiroОценок пока нет
- 6P PDFДокумент9 страниц6P PDFChristian RafaelОценок пока нет
- Salmo 91 o Escudo de Proteao de Deus Peggy Joyce R PDFДокумент284 страницыSalmo 91 o Escudo de Proteao de Deus Peggy Joyce R PDFdribeiro1Оценок пока нет
- Capital SocialДокумент45 страницCapital SocialFocoОценок пока нет
- Luiz Henrique Ceotto - Contribuição A Otimização Do Traçado de Cabos em Vigas Continuas ProtendidasДокумент213 страницLuiz Henrique Ceotto - Contribuição A Otimização Do Traçado de Cabos em Vigas Continuas Protendidasmateus456Оценок пока нет
- Afasia de ConduçãoДокумент55 страницAfasia de ConduçãopatriciasusckingОценок пока нет