Вам также может понравиться
- 05 DH Diseño de TroquelesДокумент38 страниц05 DH Diseño de Troquelesdiegograff18Оценок пока нет
- Procesos de TroqueladoДокумент24 страницыProcesos de TroqueladoEmilio GarcíaОценок пока нет
- Teoría de la embutición: procesos, fuerzas y tipos de embutición en fríoДокумент26 страницTeoría de la embutición: procesos, fuerzas y tipos de embutición en fríoGerbercp Condori PalaciosОценок пока нет
- Proceso de Embutido v4Документ9 страницProceso de Embutido v4César Manuel Linch PeñaОценок пока нет
- 4 DEFORMACION PLASTICA - EMBUTIDO TEORIA y PROB 2019 - ENVIAR PDFДокумент3 страницы4 DEFORMACION PLASTICA - EMBUTIDO TEORIA y PROB 2019 - ENVIAR PDFGreg Javier SaavedraОценок пока нет
- EMBUTIDOДокумент45 страницEMBUTIDOIkky JqОценок пока нет
- 2PRINCIPIOS DE EMBUTICION DE LA CHAPA METALICAimpresoДокумент57 страниц2PRINCIPIOS DE EMBUTICION DE LA CHAPA METALICAimpresoPedroОценок пока нет
- Tipos de troqueles según su estructuraДокумент12 страницTipos de troqueles según su estructuraCapavi CapabaОценок пока нет
- TroquelaciónДокумент16 страницTroquelaciónjavbuitОценок пока нет
- Pasos diseño matriz corteДокумент13 страницPasos diseño matriz corteMayra QuizhpeОценок пока нет
- Punzonado: Proceso y Defectos enДокумент12 страницPunzonado: Proceso y Defectos enFernando IguiniОценок пока нет
- Apuntes Procesado de Chapa 1Документ16 страницApuntes Procesado de Chapa 1Pedro Soria Martinez100% (1)
- Diseño Matriz ProgresivaДокумент164 страницыDiseño Matriz ProgresivaRafael FernandezОценок пока нет
- Capitulo 2 FundicionДокумент35 страницCapitulo 2 Fundiciondaniel alejandro zamora pitaОценок пока нет
- Troqueles y TroqueladoДокумент5 страницTroqueles y TroqueladoandersonglОценок пока нет
- Apuntes de Procesado de Chapa 3Документ13 страницApuntes de Procesado de Chapa 3Pedro Soria MartinezОценок пока нет
- Cizallado tallerДокумент4 страницыCizallado tallerOriana PorrasОценок пока нет
- Problemas de LaminadoДокумент14 страницProblemas de LaminadogerardoОценок пока нет
- MoleteadoДокумент5 страницMoleteadoElber GalargaОценок пока нет
- Cómo optimizar el corte y punzonado de chapasДокумент79 страницCómo optimizar el corte y punzonado de chapasLibertad Zereceda0% (1)
- Matrices de Corte y Punzones - 2020-10-15Документ59 страницMatrices de Corte y Punzones - 2020-10-15Cristian SchwabОценок пока нет
- Tecnicas de Corte y PunzonadoДокумент79 страницTecnicas de Corte y Punzonadogeegt0% (1)
- Ing de Procesos Examen Parcial 2015Документ7 страницIng de Procesos Examen Parcial 2015Said SotoОценок пока нет
- TP 5 Tecnologia MecanicaДокумент9 страницTP 5 Tecnologia MecanicamaribeluluОценок пока нет
- Corte o PunzonadoДокумент28 страницCorte o PunzonadoRafael Ramírez Medina0% (1)
- TORNILLOSДокумент17 страницTORNILLOSHeber Llaza AlaОценок пока нет
- Prensas y Troqueles PDFДокумент22 страницыPrensas y Troqueles PDFTony MarascaОценок пока нет
- Matriceria Parte ChorocaДокумент28 страницMatriceria Parte ChorocaCarlos MCОценок пока нет
- Ejercicio Combinados de MecanizadosДокумент8 страницEjercicio Combinados de MecanizadosLaura Emperatriz Coque GallegosОценок пока нет
- Doblado y CurvadoДокумент37 страницDoblado y CurvadoRaush José AlbertoОценок пока нет
- Calculos de MatriceriaДокумент7 страницCalculos de MatriceriaXamir Suarez AlejandroОценок пока нет
- Diseño Del TroquelДокумент10 страницDiseño Del TroquelRafael RodriguezОценок пока нет
- Fresadora Problemas PrototipoДокумент13 страницFresadora Problemas PrototipoIvanSnikeОценок пока нет
- Apuntes de Procesado de Chapa 2Документ19 страницApuntes de Procesado de Chapa 2Pedro Soria MartinezОценок пока нет
- Evaluacion FresadoraДокумент4 страницыEvaluacion Fresadoraretro73Оценок пока нет
- Matriz de Corte-CalculosДокумент50 страницMatriz de Corte-Calculosmecanica2000Оценок пока нет
- Plan de trabajo y procesos de tornoДокумент6 страницPlan de trabajo y procesos de tornodubal suarezОценок пока нет
- Calculo de Fibra Neutra y Radio para MatrizДокумент11 страницCalculo de Fibra Neutra y Radio para MatrizJonathan WilyОценок пока нет
- Truco SolidWorksДокумент4 страницыTruco SolidWorksGuillermo HerreraОценок пока нет
- DiseñoMoldeДокумент8 страницDiseñoMoldeDaniel VilchesОценок пока нет
- Tornillos Univ - de Navarra.Документ47 страницTornillos Univ - de Navarra.Edgar GonzalezОценок пока нет
- Procesos de Fabricacion 1 Desarrollo Doblado y EmbutidoДокумент9 страницProcesos de Fabricacion 1 Desarrollo Doblado y EmbutidoFuad KhiyamiОценок пока нет
- La MatriceriaДокумент19 страницLa MatriceriaIsi JulkОценок пока нет
- 1 Ejercicios de MecanizadoДокумент11 страниц1 Ejercicios de MecanizadoJavier Solís FernándezОценок пока нет
- Corte y PunzonadoДокумент77 страницCorte y PunzonadoDavid López100% (1)
- Ejercicios EstaticaДокумент7 страницEjercicios EstaticaMauricio AnguloОценок пока нет
- Operaciones Maquinado Clase 4Документ62 страницыOperaciones Maquinado Clase 4Mauricio Araujo AriasОценок пока нет
- Hoja de Ruta o de Procesos de MecanizadoДокумент12 страницHoja de Ruta o de Procesos de MecanizadoenriqueОценок пока нет
- U.D. (3,6) Procesos, Herramienta y Utensilios de Conformado y Deformación de La ChapaДокумент75 страницU.D. (3,6) Procesos, Herramienta y Utensilios de Conformado y Deformación de La ChapajoseОценок пока нет
- Cálculos técnicos para troqueladoДокумент33 страницыCálculos técnicos para troqueladoSebastiánSalas0% (2)
- Exportar piezas de Autocad a Simwise y realizar análisis de esfuerzosДокумент2 страницыExportar piezas de Autocad a Simwise y realizar análisis de esfuerzosAugusto PolveriniОценок пока нет
- Operaciones de corte y punzonado de metalesДокумент3 страницыOperaciones de corte y punzonado de metalesJulián VSОценок пока нет
- Tallado Engranaje HelicoidalДокумент3 страницыTallado Engranaje HelicoidalRoberto Sanchez Rodriguez100% (1)
- ElectroerocionДокумент16 страницElectroerocionalexanderОценок пока нет
- Diseño de MatricesДокумент36 страницDiseño de MatricesYou Calderon100% (1)
- Sillabus MATRICERIA 2013-IДокумент4 страницыSillabus MATRICERIA 2013-IAnonymous Uq56yDYОценок пока нет
- Diseño de matriz progresiva para cubierta de empujeДокумент35 страницDiseño de matriz progresiva para cubierta de empujeJavier RiveraОценок пока нет
- Embutido 20201Документ16 страницEmbutido 20201Cristian Daniel Coral SánchezОценок пока нет
- EMBUTIDOДокумент23 страницыEMBUTIDOOsman Ureta CalixtoОценок пока нет
- EMBUTIDOДокумент7 страницEMBUTIDOManuel Vazquez MОценок пока нет
- Exp. 1.innovacion.m.1 PDFДокумент56 страницExp. 1.innovacion.m.1 PDFAldair Hernandez SantosОценок пока нет
- Practica 1Документ4 страницыPractica 1Aldair Hernandez SantosОценок пока нет
- MKT 1Документ2 страницыMKT 1Aldair Hernandez SantosОценок пока нет
- Trabajo Simulación (Reparado)Документ30 страницTrabajo Simulación (Reparado)Aldair Hernandez SantosОценок пока нет
- Franquicias de Jugos en El PeruДокумент36 страницFranquicias de Jugos en El PeruAldair Hernandez SantosОценок пока нет
- CONTRATOДокумент2 страницыCONTRATOAldair Hernandez SantosОценок пока нет
- Trabajo en frío: riesgos y prevenciónДокумент7 страницTrabajo en frío: riesgos y prevenciónAldair Hernandez SantosОценок пока нет
- 02 Descargar Operaciones Con Terminos Algebraicos Álgebra Segundo de SecundariaДокумент5 страниц02 Descargar Operaciones Con Terminos Algebraicos Álgebra Segundo de SecundariaJavierLozanoReynaОценок пока нет
- Historia y evolución del sistema de franquiciasДокумент39 страницHistoria y evolución del sistema de franquiciasAldair Hernandez SantosОценок пока нет
- Estudio de factibilidad para una bebida energizante a base de borojóДокумент145 страницEstudio de factibilidad para una bebida energizante a base de borojóCatherin Liceth PachecoОценок пока нет
- Plantilla CVДокумент1 страницаPlantilla CVAnonymous i9lJrgLYjОценок пока нет
- POSICIONAMIENTO1Документ3 страницыPOSICIONAMIENTO1Aldair Hernandez SantosОценок пока нет
- CONTRATOДокумент2 страницыCONTRATOAldair Hernandez Santos100% (1)
- Modelo ConstanciaДокумент1 страницаModelo ConstanciaJuan Fernando VelaОценок пока нет
- PropuestasДокумент2 страницыPropuestasAldair Hernandez SantosОценок пока нет
- InformeДокумент6 страницInformerodviljosОценок пока нет
- KAIZENДокумент5 страницKAIZENAldair Hernandez SantosОценок пока нет
- EXAMENESДокумент4 страницыEXAMENESAldair Hernandez SantosОценок пока нет
- DESAFILIACIÓNДокумент1 страницаDESAFILIACIÓNAldair Hernandez SantosОценок пока нет
- Alcohol EsДокумент3 страницыAlcohol EsAldair Hernandez SantosОценок пока нет
- 1ra Practica Estad Probab 2017-2Документ5 страниц1ra Practica Estad Probab 2017-2Aldair Hernandez SantosОценок пока нет
- Método KaizenДокумент2 страницыMétodo KaizenAldair Hernandez SantosОценок пока нет
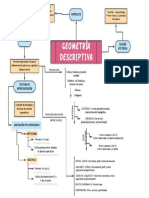
- Geometría Descriptiva - Página 1Документ1 страницаGeometría Descriptiva - Página 1Aldair Hernandez SantosОценок пока нет
- PaudismoДокумент3 страницыPaudismoAldair Hernandez SantosОценок пока нет
- 1ra Practica Estad Probab 2017-2Документ5 страниц1ra Practica Estad Probab 2017-2Aldair Hernandez SantosОценок пока нет
- ADSORCIÓNДокумент11 страницADSORCIÓNAldair Hernandez SantosОценок пока нет
- Movimiento VibratorioДокумент8 страницMovimiento VibratorioAldair Hernandez SantosОценок пока нет
- Labo 04Документ7 страницLabo 04Aldair Hernandez SantosОценок пока нет
- FiquiДокумент5 страницFiquiAldair Hernandez SantosОценок пока нет
- Mejoramiento del Parque Recreacional MollebayaДокумент37 страницMejoramiento del Parque Recreacional MollebayaMiguel NinaОценок пока нет
- Ostedyn para Bebés Mayores de 1 AñoДокумент2 страницыOstedyn para Bebés Mayores de 1 AñoGiulliana PaolaОценок пока нет
- Tecnicas para El Estudio y Clasificacion de Los Pelos1Документ22 страницыTecnicas para El Estudio y Clasificacion de Los Pelos1Roberto Rivera Guzman100% (2)
- Movimientos de Rebaños Ovinos y CaprinosДокумент10 страницMovimientos de Rebaños Ovinos y CaprinosedgarherrerapheОценок пока нет
- Gadamer DerridaДокумент20 страницGadamer DerridaMalosGodelОценок пока нет
- Balance de Reacciones RedoxДокумент4 страницыBalance de Reacciones RedoxLinoGiovannyLeonDelgadoОценок пока нет
- Tara Final Mantenimiento de Sistemas HidráulicosДокумент3 страницыTara Final Mantenimiento de Sistemas HidráulicostitoОценок пока нет
- Capacitores Fijos y VariablesДокумент5 страницCapacitores Fijos y VariablesAlberto Lencinas100% (2)
- Sintitul 5Документ24 страницыSintitul 5Jiancarlos Saul Chacchi HuamanОценок пока нет
- FT - Frontier Pro4X - 2012Документ1 страницаFT - Frontier Pro4X - 2012Juan CarlosОценок пока нет
- Análisis experimento vaciadoДокумент13 страницAnálisis experimento vaciadoAnderson Esdwaider Billar GuevaraОценок пока нет
- Dificultad Respiratoria Aguda en El NiñoДокумент18 страницDificultad Respiratoria Aguda en El NiñoMeliSsa DanielaОценок пока нет
- Propiedades Físicas y Químicas Del AguaДокумент10 страницPropiedades Físicas y Químicas Del AguaLautaro SpahrОценок пока нет
- SOLIDWORKSДокумент6 страницSOLIDWORKSAndrea RodriguezОценок пока нет
- Plan. Mmto - Tolva 15-20 m3Документ1 страницаPlan. Mmto - Tolva 15-20 m3Enrique Escobar LozanoОценок пока нет
- TIPOSDEGLOBOSPDFДокумент6 страницTIPOSDEGLOBOSPDFFrancis RodriguezОценок пока нет
- Ejercicios para ExamenДокумент2 страницыEjercicios para Examenmiguel felix felixОценок пока нет
- CONTROL DE LECTURA .PDF Versión 1Документ18 страницCONTROL DE LECTURA .PDF Versión 1Eliana PerezОценок пока нет
- Ejemplos Valor EsperadoДокумент2 страницыEjemplos Valor EsperadoRossy Rincón Debernardi100% (1)
- Geologia y GeotecniaДокумент25 страницGeologia y GeotecniaJJesusОценок пока нет
- Colores Del Aura y La Importancia en El Ser Humano 1Документ4 страницыColores Del Aura y La Importancia en El Ser Humano 1Laura Paola Vidal ContrerasОценок пока нет
- NIVELACIÓNДокумент7 страницNIVELACIÓNO̾swaldo A̾rrietaОценок пока нет
- Entregable Escenario 7 CostosДокумент8 страницEntregable Escenario 7 CostosAmparo Cardenas60% (10)
- Angiostrongiliasis ParagonimiasisДокумент22 страницыAngiostrongiliasis ParagonimiasisMaria Jose Jimenez100% (1)
- Hataraku Maou-Sama Volumen 12Документ226 страницHataraku Maou-Sama Volumen 12arraseОценок пока нет
- sm3 Geometria2Документ35 страницsm3 Geometria2Gustavo AraratОценок пока нет
- Carburador Monitoreado ElectrónicamenteДокумент40 страницCarburador Monitoreado ElectrónicamenteEduardo Bello50% (2)
- CEBOLLA Elegir-EditarДокумент16 страницCEBOLLA Elegir-EditarDaniela RamirezОценок пока нет
- La recuperación del río Cheong Gye Cheon y su transformación en un parque lineal para SeúlДокумент8 страницLa recuperación del río Cheong Gye Cheon y su transformación en un parque lineal para SeúlAlexandra GonzalesОценок пока нет
- Calibracion Tamiz 2023Документ84 страницыCalibracion Tamiz 2023Mike Valderrama AntaurcoОценок пока нет