Вам также может понравиться
- Prepper MealsДокумент22 страницыPrepper MealsmeineanmeldungenОценок пока нет
- 224 Chinese Healing ExercisesДокумент4 страницы224 Chinese Healing ExercisesKiné Therapeut-manuelle Masseur GabiОценок пока нет
- Conocophillips Reduced Volatility Alkylation Process (Revap)Документ12 страницConocophillips Reduced Volatility Alkylation Process (Revap)Bharavi K S100% (1)
- Intellectual Disability: Definition, Classification, Causes and CharacteristicsДокумент12 страницIntellectual Disability: Definition, Classification, Causes and CharacteristicsRyan RV ViloriaОценок пока нет
- Advanced Pharmaceutical analysisОт EverandAdvanced Pharmaceutical analysisРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Thermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerОт EverandThermochemical Processing of Biomass: Conversion into Fuels, Chemicals and PowerОценок пока нет
- Hydrocarbon ProcessingДокумент20 страницHydrocarbon Processingsanjeevs01Оценок пока нет
- Catalytic ReformingДокумент25 страницCatalytic ReformingBernard Ganzwa100% (2)
- Naphtha Catalytic ReformingДокумент22 страницыNaphtha Catalytic ReformingYanuar Rifianto100% (1)
- Isomerization Process in A Petroleum Refinery: Submitted To-Prof. T Panda Name-Yadav Ritik Ranjan ROLL-CH14B090Документ22 страницыIsomerization Process in A Petroleum Refinery: Submitted To-Prof. T Panda Name-Yadav Ritik Ranjan ROLL-CH14B090Ritikranjan YadavОценок пока нет
- Chemrite SP 200Документ3 страницыChemrite SP 200ghazanfarОценок пока нет
- Isomerization Process, Reactions, Effects of Process Variables. IsomerizationДокумент6 страницIsomerization Process, Reactions, Effects of Process Variables. IsomerizationAlaa El-sherbinОценок пока нет
- Catalytic Reforming - 2Документ31 страницаCatalytic Reforming - 2adityarajchikkalaОценок пока нет
- Risk Appetite PresentationДокумент10 страницRisk Appetite PresentationAntonyОценок пока нет
- 3 - Project Structure PDFДокумент191 страница3 - Project Structure PDFAn Nguyen BinhОценок пока нет
- 2016 Uptown Parksuites D3 PDFДокумент54 страницы2016 Uptown Parksuites D3 PDFArafat Domado100% (1)
- Refining Process-Catalytic Reforming, IsomerizationДокумент32 страницыRefining Process-Catalytic Reforming, IsomerizationTusenkrish100% (1)
- Catalytic Reforming ProcessДокумент8 страницCatalytic Reforming ProcessVed-And-TechsОценок пока нет
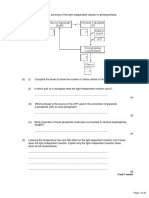
- Photosynthesis PastPaper QuestionsДокумент24 страницыPhotosynthesis PastPaper QuestionsEva SugarОценок пока нет
- Bartos P. J., Glassfibre Reinforced Concrete - Principles, Production, Properties and Applications, 2017Документ209 страницBartos P. J., Glassfibre Reinforced Concrete - Principles, Production, Properties and Applications, 2017Esmerald100% (3)
- Light Naphtha Isomerization Process ReviewДокумент17 страницLight Naphtha Isomerization Process Reviewagarwalashwin32100% (2)
- Alkylation and Polymerization ProcessДокумент61 страницаAlkylation and Polymerization ProcessWan Afiff100% (2)
- Catalytic Reforming - 2Документ30 страницCatalytic Reforming - 2Alekhya Bandaru0% (1)
- Refining Process-AlkylationДокумент20 страницRefining Process-AlkylationTusenkrishОценок пока нет
- Pearls and Pitfalls in Emergency Radiology Variants and Other Difficult Diagnoses 2013Документ389 страницPearls and Pitfalls in Emergency Radiology Variants and Other Difficult Diagnoses 2013mmbire@gmail.comОценок пока нет
- NCP Ineffective Breathing ActualДокумент3 страницыNCP Ineffective Breathing ActualArian May Marcos100% (1)
- Ethanol Fuel Learn to Make and Use Ethanol to Power Your VehiclesОт EverandEthanol Fuel Learn to Make and Use Ethanol to Power Your VehiclesОценок пока нет
- Producing Naphtha and KeroseneДокумент10 страницProducing Naphtha and KeroseneSelvia Pratiwi100% (1)
- 5 - IsomДокумент72 страницы5 - IsomAn Lê TrườngОценок пока нет
- IsomerizationДокумент8 страницIsomerizationWaraey50% (2)
- 7 - OligomerizationДокумент16 страниц7 - OligomerizationAn Lê TrườngОценок пока нет
- Hydrogen Production TechnologiesОт EverandHydrogen Production TechnologiesMehmet SankirОценок пока нет
- Penex Process PDFДокумент49 страницPenex Process PDFAhmed Mohamed KhalilОценок пока нет
- F16PG05 PreДокумент9 страницF16PG05 PreMahtab SajnaniОценок пока нет
- Lecture 9 Catalytic ReformingДокумент21 страницаLecture 9 Catalytic ReformingHadia SAULATОценок пока нет
- Unit IVДокумент23 страницыUnit IVadityarajchikkalaОценок пока нет
- Chapter 4Документ26 страницChapter 4indumathijayakaranОценок пока нет
- Lecture F11Документ11 страницLecture F11Shakeel AhmadОценок пока нет
- Lecture 6 Catalytic Reforming ProcessДокумент18 страницLecture 6 Catalytic Reforming ProcessGAMERS OF KUWAITОценок пока нет
- Petroleum Technology: Presented By: Mohd Tauqeer Alam CSJMA14001390208 Chemical Engineering. B. Tech. (Final Year)Документ27 страницPetroleum Technology: Presented By: Mohd Tauqeer Alam CSJMA14001390208 Chemical Engineering. B. Tech. (Final Year)PAUL KingatОценок пока нет
- Design A De-Iso Hexanizer (DIH) For A Isomerization Unit To Boost RON From 82-84 To 90-93 of Gasoline by Using Light NaphthaДокумент9 страницDesign A De-Iso Hexanizer (DIH) For A Isomerization Unit To Boost RON From 82-84 To 90-93 of Gasoline by Using Light NaphthaBakhtyar AhmedОценок пока нет
- Lec 18 PDFДокумент5 страницLec 18 PDFGhazy alshyalОценок пока нет
- Catalytic IsomerizationДокумент7 страницCatalytic Isomerizationanasaie20% (1)
- Styrene Methods 2520of ProductionДокумент9 страницStyrene Methods 2520of ProductionMohd Zulazreen50% (2)
- BTX ProductionДокумент40 страницBTX Productionejaz khanОценок пока нет
- Catalytic ReformingДокумент20 страницCatalytic Reformingsafiyaakbar312Оценок пока нет
- College of Engineering Department of Petroleum and Chemical Engineering Course Name: Petroleum Refining Operations Fall SemesterДокумент17 страницCollege of Engineering Department of Petroleum and Chemical Engineering Course Name: Petroleum Refining Operations Fall SemestermalakОценок пока нет
- WINSEM2023-24 BCHE314L TH VL2023240501233 2024-02-20 Reference-Material-IДокумент19 страницWINSEM2023-24 BCHE314L TH VL2023240501233 2024-02-20 Reference-Material-IamitheserathinasamyОценок пока нет
- Lecture 6Документ41 страницаLecture 6Pragati GhumadeОценок пока нет
- 2012 08 ReformateДокумент4 страницы2012 08 ReformatetotongopОценок пока нет
- 5.5 Reformer Design-5Документ7 страниц5.5 Reformer Design-5khawarОценок пока нет
- Catalytic IsomerizationДокумент8 страницCatalytic IsomerizationMahtab SajnaniОценок пока нет
- Catalytic ReformingДокумент19 страницCatalytic ReformingArvind CoolОценок пока нет
- The Catalytic Reforming Process Was Developed in The 1950s. It Is Conducted in The Presence of Hydrogen Over HydrogenationДокумент5 страницThe Catalytic Reforming Process Was Developed in The 1950s. It Is Conducted in The Presence of Hydrogen Over HydrogenationUmang AmbaliyaОценок пока нет
- Lecture Notes On Refining PDFДокумент23 страницыLecture Notes On Refining PDFdivakarОценок пока нет
- Ahmad Hamidd IzomerizationДокумент6 страницAhmad Hamidd Izomerizationاحمد حمید کارسول عزیزОценок пока нет
- Module 3: Liquid Fossil Fuel (Petroleum) Lecture 23: Secondary ProcessingДокумент7 страницModule 3: Liquid Fossil Fuel (Petroleum) Lecture 23: Secondary Processingaditya kumarОценок пока нет
- Cracking ReactionsДокумент15 страницCracking ReactionssalemОценок пока нет
- Petroleum Refining ProcessДокумент26 страницPetroleum Refining Processdana mohammedОценок пока нет
- Ch4 Lect 1 - Catalytic Reforming & IsomerizationДокумент8 страницCh4 Lect 1 - Catalytic Reforming & IsomerizationTarlan AllahverdiyevОценок пока нет
- Chapter 2 Oil Refinery Plant - Conversion and TreatmentДокумент52 страницыChapter 2 Oil Refinery Plant - Conversion and Treatmenthafizulhakim02Оценок пока нет
- Uop Par-Isom Process: Nelson A. CusherДокумент6 страницUop Par-Isom Process: Nelson A. CusherBharavi K S100% (1)
- Polymerization Process To Produce Gasoline in OilRefineryДокумент6 страницPolymerization Process To Produce Gasoline in OilRefineryArdi PerdanaОценок пока нет
- Catalytic Reforming - WikipediaДокумент45 страницCatalytic Reforming - WikipediaUzoma EuchariaОценок пока нет
- Unit 3Документ11 страницUnit 3Shreyash UtekarОценок пока нет
- Alkylation, Isomerisation and PolymerisationДокумент9 страницAlkylation, Isomerisation and Polymerisationapi-256504985Оценок пока нет
- Mahek PresentationДокумент13 страницMahek PresentationAmit GangulyОценок пока нет
- Vukovic OptimДокумент12 страницVukovic Optimchrysaor_trОценок пока нет
- Nanoporous Catalysts for Biomass ConversionОт EverandNanoporous Catalysts for Biomass ConversionFeng-Shou XiaoОценок пока нет
- PYMS Is A Reliable Malnutrition Screening ToolsДокумент8 страницPYMS Is A Reliable Malnutrition Screening ToolsRika LedyОценок пока нет
- ESR 2538 ChemofastДокумент14 страницESR 2538 ChemofastEduardo Antonio Duran SepulvedaОценок пока нет
- 5070 s14 QP 11Документ16 страниц5070 s14 QP 11OsamaRahimОценок пока нет
- Report Text: General ClassificationДокумент7 страницReport Text: General Classificationrisky armala syahraniОценок пока нет
- Clinical Features, Evaluation, and Diagnosis of Sepsis in Term and Late Preterm Infants - UpToDateДокумент42 страницыClinical Features, Evaluation, and Diagnosis of Sepsis in Term and Late Preterm Infants - UpToDatedocjime9004Оценок пока нет
- Cariprazine PDFДокумент162 страницыCariprazine PDFige zaharaОценок пока нет
- CAT Test Series - 2014Документ2 страницыCAT Test Series - 2014dimevsnОценок пока нет
- Market Pulse Q4 Report - Nielsen Viet Nam: Prepared by Nielsen Vietnam February 2017Документ8 страницMarket Pulse Q4 Report - Nielsen Viet Nam: Prepared by Nielsen Vietnam February 2017K57.CTTT BUI NGUYEN HUONG LYОценок пока нет
- Ethnomedicinal Plants For Indigestion in Uthiramerur Taluk Kancheepuram District Tamilnadu IndiaДокумент8 страницEthnomedicinal Plants For Indigestion in Uthiramerur Taluk Kancheepuram District Tamilnadu IndiaGladys DjeugaОценок пока нет
- Lab CompilationДокумент11 страницLab CompilationJanita SiddiquiОценок пока нет
- R. Nishanth K. VigneswaranДокумент20 страницR. Nishanth K. VigneswaranAbishaTeslinОценок пока нет
- Chapter 1 Fundamentals of Taxation by Cruz, Deschamps, Miswander, Prendergast, Schisler, and TroneДокумент25 страницChapter 1 Fundamentals of Taxation by Cruz, Deschamps, Miswander, Prendergast, Schisler, and TroneReese Parker100% (4)
- Mon AnhДокумент7 страницMon AnhDavid NguyenОценок пока нет
- Guimbungan, Core Competency Module 1 - Part 3 PDFДокумент11 страницGuimbungan, Core Competency Module 1 - Part 3 PDFSharlyne K. GuimbunganОценок пока нет
- Poverty and Children's Personal RelationshipsДокумент87 страницPoverty and Children's Personal RelationshipsJoe OgleОценок пока нет
- 03 Secondary School Student's Academic Performance Self Esteem and School Environment An Empirical Assessment From NigeriaДокумент10 страниц03 Secondary School Student's Academic Performance Self Esteem and School Environment An Empirical Assessment From NigeriaKienstel GigantoОценок пока нет
- 2013 Audi A5 Cabriolet s5 Cabriolet 8Документ16 страниц2013 Audi A5 Cabriolet s5 Cabriolet 8Adrio BianchiОценок пока нет
- B737-800 Air ConditioningДокумент7 страницB737-800 Air ConditioningReynaldoОценок пока нет
- Plasma Arc Machining (Pam) : Mechanical Engineering Department I.I.T Guwahati-781039 E-Mail: Manasdas@iitg - Ernet.inДокумент15 страницPlasma Arc Machining (Pam) : Mechanical Engineering Department I.I.T Guwahati-781039 E-Mail: Manasdas@iitg - Ernet.inSrinivasanОценок пока нет