Вам также может понравиться
- Review and Recent Developments of Laser Ignition For Internal Combustion Engines ApplicationsДокумент27 страницReview and Recent Developments of Laser Ignition For Internal Combustion Engines ApplicationssabuОценок пока нет
- Analysis and Conservation of Modern ModelingДокумент20 страницAnalysis and Conservation of Modern ModelingsabuОценок пока нет
- New Laser Surface Treatments: Cleaning, De-Rusting, De-Oiling, De-Painting, De-Oxidizing and De-GreasingДокумент23 страницыNew Laser Surface Treatments: Cleaning, De-Rusting, De-Oiling, De-Painting, De-Oxidizing and De-GreasingsabuОценок пока нет
- LCS Lec Developing IAM and Final Assignment 2019 1Документ40 страницLCS Lec Developing IAM and Final Assignment 2019 1sabuОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Dipen Baroda Follo-Up SheetДокумент92 страницыDipen Baroda Follo-Up Sheetanon-272209100% (1)
- OzoneДокумент11 страницOzoneECRDОценок пока нет
- ProMax 3 BrochureДокумент20 страницProMax 3 BrochureNila Gama100% (2)
- Geometric and Physical Optics: InterferenceДокумент35 страницGeometric and Physical Optics: InterferenceHelenОценок пока нет
- SPCSP CatalogДокумент24 страницыSPCSP Catalogleojay24Оценок пока нет
- Esm-48100u2 v100r022c91 User ManualДокумент49 страницEsm-48100u2 v100r022c91 User ManualBiniVincentОценок пока нет
- York YFM Fan-Coil UnitsДокумент16 страницYork YFM Fan-Coil UnitsInviairОценок пока нет
- DNV Maritime Forecast 2050 2021-WebДокумент82 страницыDNV Maritime Forecast 2050 2021-WebДмитрий Ганжа100% (1)
- Fayat Activity Report 2020 - en - Page by Page - Low Resolution - 0Документ44 страницыFayat Activity Report 2020 - en - Page by Page - Low Resolution - 0arlyОценок пока нет
- MONTZ Main Cataloque PDFДокумент69 страницMONTZ Main Cataloque PDFswaminathanОценок пока нет
- CMG StarsДокумент2 страницыCMG StarsSedighi100% (1)
- ISO ABB+AB+Sweden+Annex+to+CertificateДокумент2 страницыISO ABB+AB+Sweden+Annex+to+CertificateRaharjo YakinОценок пока нет
- Decarbonization MagazineДокумент86 страницDecarbonization MagazineSynergy IndustriesОценок пока нет
- CFD of CombustionДокумент7 страницCFD of CombustionGulshan Kumar SinhaОценок пока нет
- Mechanis Quizbee in Math and ScienceДокумент4 страницыMechanis Quizbee in Math and ScienceChristine De San Jose80% (5)
- Verified Carbon StandardДокумент34 страницыVerified Carbon Standardkamlesh pardeshiОценок пока нет
- ICE 160 230 0296 HammerДокумент119 страницICE 160 230 0296 HammerRıfat BingülОценок пока нет
- Mic Electronics Research ReportДокумент17 страницMic Electronics Research ReportSudipta BoseОценок пока нет
- Green Hotels and Sustainable Hotel Operations in India: ResearchgateДокумент7 страницGreen Hotels and Sustainable Hotel Operations in India: ResearchgateSanika AgrawalОценок пока нет
- 434 02Документ28 страниц434 02Luiz Filipe Silva100% (1)
- Header SizeДокумент1 страницаHeader SizeNaufal HadiОценок пока нет
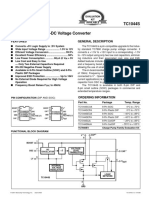
- TC1044S Charge Pump DC-TO-DC Voltage Converter: Features General DescriptionДокумент11 страницTC1044S Charge Pump DC-TO-DC Voltage Converter: Features General DescriptionAlex Lorz BalboaОценок пока нет
- Diagrama Relee SeguridadДокумент8 страницDiagrama Relee SeguridadrayplerОценок пока нет
- Steam EngineДокумент34 страницыSteam EnginematrixmanxflushОценок пока нет
- IEEE Power and Energy Magazine Volume 9 Issue 3 2011 (Doi 10.1109/mpe.2011.940579) Katiraei, K.F. Agüero, J.R. - Solar PV Integration ChallengesДокумент10 страницIEEE Power and Energy Magazine Volume 9 Issue 3 2011 (Doi 10.1109/mpe.2011.940579) Katiraei, K.F. Agüero, J.R. - Solar PV Integration Challengesjagadeeshkumar116100% (1)
- For Less: Stack MoreДокумент12 страницFor Less: Stack MoreKshitiz MittalОценок пока нет
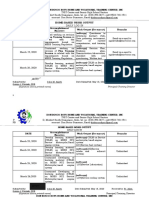
- 1 Home Base Work March 19-MRCH 31Документ3 страницы1 Home Base Work March 19-MRCH 31Celso AmotoОценок пока нет
- Essay Synoptic e Book PDFДокумент64 страницыEssay Synoptic e Book PDFChandrasekaran SubramaniamОценок пока нет
- Form V - Sugar - UnitДокумент11 страницForm V - Sugar - UnitKiran KaleОценок пока нет
- SMES Challenges 2022Документ14 страницSMES Challenges 2022Marcelo Gustavo MolinaОценок пока нет