Вам также может понравиться
- Ojala No Digas Ojala - Angela Covas RieraДокумент88 страницOjala No Digas Ojala - Angela Covas Rieracermenoj100% (1)
- Manual de Operacion Laser Co2Документ31 страницаManual de Operacion Laser Co2Santiago MonteroОценок пока нет
- CDE Cuestionario de Dependencia EmocionalДокумент15 страницCDE Cuestionario de Dependencia EmocionalFrancisco Alberto Maldonado100% (8)
- Manual de Construcción y Mantenimiento de Gradas y Cunetas Es EsДокумент54 страницыManual de Construcción y Mantenimiento de Gradas y Cunetas Es Esaamb14Оценок пока нет
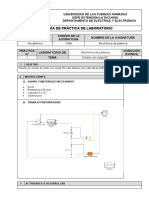
- Conversor 2Документ2 страницыConversor 2Santiago MonteroОценок пока нет
- TallerДокумент4 страницыTallerSantiago MonteroОценок пока нет
- MTTOДокумент4 страницыMTTOSantiago MonteroОценок пока нет
- Plan PinturaДокумент6 страницPlan PinturaSantiago MonteroОценок пока нет
- Puls AdoresДокумент7 страницPuls AdoresByronJoelОценок пока нет
- ELECTRONICAДокумент4 страницыELECTRONICASantiago MonteroОценок пока нет
- Conversor 2Документ2 страницыConversor 2Santiago MonteroОценок пока нет
- Guia CONVERSORДокумент3 страницыGuia CONVERSORSantiago MonteroОценок пока нет
- Error HumanoДокумент5 страницError HumanoSantiago MonteroОценок пока нет
- Vinculación EdisonДокумент2 страницыVinculación EdisonSantiago MonteroОценок пока нет
- El Proceso de Intervención PsicosocialДокумент5 страницEl Proceso de Intervención PsicosocialSantiago MonteroОценок пока нет
- Pruebas Codigos GДокумент1 страницаPruebas Codigos GSantiago MonteroОценок пока нет
- Error HumanoДокумент5 страницError HumanoSantiago MonteroОценок пока нет
- Diseño de Elementos de Máquinas: Teorías de Falla EstáticaДокумент6 страницDiseño de Elementos de Máquinas: Teorías de Falla EstáticaSantiago MonteroОценок пока нет
- La Tortura de La VidaДокумент1 страницаLa Tortura de La VidaSantiago MonteroОценок пока нет
- AdcДокумент3 страницыAdcSantiago MonteroОценок пока нет
- La Tortura de La VidaДокумент1 страницаLa Tortura de La VidaSantiago MonteroОценок пока нет
- PRÁCTICA No 1 2PДокумент12 страницPRÁCTICA No 1 2PSantiago MonteroОценок пока нет
- CuaterniosДокумент4 страницыCuaterniosSantiago MonteroОценок пока нет
- Pensamiento LateralДокумент5 страницPensamiento LateralSantiago MonteroОценок пока нет
- DacДокумент3 страницыDacSantiago MonteroОценок пока нет
- Inyectora de PlasticoДокумент2 страницыInyectora de PlasticoSantiago MonteroОценок пока нет
- Universidad de Las Fuerzas ArmadasДокумент1 страницаUniversidad de Las Fuerzas ArmadasSantiago MonteroОценок пока нет
- Lamina 1Документ1 страницаLamina 1Santiago MonteroОценок пока нет
- Prevision de CargasДокумент1 страницаPrevision de CargasSantiago MonteroОценок пока нет
- Engrane 17 DientesДокумент1 страницаEngrane 17 DientesDiego PachecoОценок пока нет
- Instalacion Del Proteus 8 Sp0Документ12 страницInstalacion Del Proteus 8 Sp0Santiago RuizОценок пока нет
- Manejo de plantaciones de Copaiba (Copaifera reticulata DuckeДокумент17 страницManejo de plantaciones de Copaiba (Copaifera reticulata DuckeJose Luis Mamani Condori100% (1)
- Diseñamos Un Croquis de Nuestra Comunidad.Документ4 страницыDiseñamos Un Croquis de Nuestra Comunidad.Paula Aparcana PuquioОценок пока нет
- Conociendo La Enciclica Fratelli Tutti CuartoДокумент3 страницыConociendo La Enciclica Fratelli Tutti CuartoAngelo Anibal Ontaneda YucraОценок пока нет
- Jit-Jidoka-Lean Manufacturing PDFДокумент37 страницJit-Jidoka-Lean Manufacturing PDFAnt0ni0pОценок пока нет
- Mantenimiento recursos turísticosДокумент21 страницаMantenimiento recursos turísticosDilbert Cabrera AltamiranoОценок пока нет
- SK - CSMA.04-Rev9 Procedimiento PDFДокумент6 страницSK - CSMA.04-Rev9 Procedimiento PDFRichard EspinoОценок пока нет
- Grupo #4 - S6-Tarea - 1Документ12 страницGrupo #4 - S6-Tarea - 1Jessenia Yomara Yanza BueleОценок пока нет
- Agenda Diaria EJEMPLOДокумент1 страницаAgenda Diaria EJEMPLOnvxmzpuupimnfqcxlqОценок пока нет
- Ledeburita - Wikipedia, La Enciclopedia LibreДокумент4 страницыLedeburita - Wikipedia, La Enciclopedia LibreMiguel HerreraОценок пока нет
- Solicitud Seminario de GradoДокумент2 страницыSolicitud Seminario de GradoAngel ViberosОценок пока нет
- Educacion Fisica en La EnpДокумент3 страницыEducacion Fisica en La EnpDiego AmezcuaОценок пока нет
- Disc NormalДокумент2 страницыDisc NormalfrankОценок пока нет
- Bibliografia Sugerida Por La Comisión de Informe Sobre El Lienzo de TurínДокумент18 страницBibliografia Sugerida Por La Comisión de Informe Sobre El Lienzo de TurínJuan Herrera SalazarОценок пока нет
- EstadísticaДокумент32 страницыEstadísticaMariel Quezada DelfinОценок пока нет
- Parte 1 - Seguridad en Redes - UTPДокумент26 страницParte 1 - Seguridad en Redes - UTPMartha Ladino Aricapa100% (1)
- Cartilla AmorДокумент17 страницCartilla AmorGLORIA PATRICIA ORTEGON E100% (1)
- Decalogo Sobre La Importancia de La InvestigaciónДокумент5 страницDecalogo Sobre La Importancia de La InvestigaciónLuis De Lavalle50% (2)
- Distribuciones Gamma Exponencial Weibull BetaДокумент7 страницDistribuciones Gamma Exponencial Weibull BetaiimayaОценок пока нет
- Analisis Comparativo de Las Ecuaciones Racionales Darcy Weisbachy La Empírica de Hazen y WilliamsДокумент4 страницыAnalisis Comparativo de Las Ecuaciones Racionales Darcy Weisbachy La Empírica de Hazen y Williamsdavid chambiОценок пока нет
- Ciencia y Tecnología-Conocimientos PedagógicosДокумент31 страницаCiencia y Tecnología-Conocimientos Pedagógicoslisbelh aldana100% (1)
- Detailers Simon Guia Acabados y Recursos Arquitectura InteriorismoДокумент45 страницDetailers Simon Guia Acabados y Recursos Arquitectura InteriorismoSebastian Nicolas MartinezОценок пока нет
- Ingenieruia Listado de InglesДокумент4 страницыIngenieruia Listado de InglesBrayan SosaОценок пока нет
- Tratamiento de Datos Informe 5Документ5 страницTratamiento de Datos Informe 5Brandon AfanadorОценок пока нет
- Analisis Financiero 1Документ7 страницAnalisis Financiero 1Cristian Camilo Ruano ErazoОценок пока нет
- Estatuto UlaДокумент63 страницыEstatuto UlaDaniel RivasОценок пока нет
- El Arbol Del Vivir. Humberto Maturana y Ximena DavilaДокумент572 страницыEl Arbol Del Vivir. Humberto Maturana y Ximena DavilaPlanificacion CorsoautoОценок пока нет
- Guía de estudio de Química I: Estados de agregación y cambios químicosДокумент6 страницGuía de estudio de Química I: Estados de agregación y cambios químicosRodolfo Tellez WolfОценок пока нет
- Informe de La EncuestaДокумент9 страницInforme de La EncuestaInversiones GuadalupeОценок пока нет