Вам также может понравиться
- UV STANDARD 801 Brochure Textile Uv Protection ENДокумент12 страницUV STANDARD 801 Brochure Textile Uv Protection ENAmir ShahzadОценок пока нет
- Testing Machines and Systems For Textile MaterialsДокумент40 страницTesting Machines and Systems For Textile MaterialsvietpineОценок пока нет
- 7734 20944 1 PBДокумент9 страниц7734 20944 1 PBMohd BabarОценок пока нет
- Fiche Gants Electro en New Bd2Документ8 страницFiche Gants Electro en New Bd2Amir ShahzadОценок пока нет
- Bernard2020 Article MobileTechnologiesForTheConserДокумент12 страницBernard2020 Article MobileTechnologiesForTheConserAmir ShahzadОценок пока нет
- Thick, Thin PlacesДокумент56 страницThick, Thin PlacesAmir Shahzad100% (5)
- 2018 Book ProceedingsOf3rdInternationalS PDFДокумент945 страниц2018 Book ProceedingsOf3rdInternationalS PDFAmir ShahzadОценок пока нет
- Balta 7040 - ASTM D3511Документ5 страницBalta 7040 - ASTM D3511Sultan KhanОценок пока нет
- Analysis of Drying KineticsДокумент16 страницAnalysis of Drying KineticsAmir ShahzadОценок пока нет
- 4 Fibres and Farbics Eng Oct 2011 PDFДокумент60 страниц4 Fibres and Farbics Eng Oct 2011 PDFJehangir Qasim YousafzaiОценок пока нет
- Auxetic TextilesДокумент9 страницAuxetic TextilesAmir ShahzadОценок пока нет
- Textile Having Water Transport and Heating CharacterisitcsДокумент14 страницTextile Having Water Transport and Heating CharacterisitcsAmir ShahzadОценок пока нет
- TeachingThinkingSkills PDFДокумент18 страницTeachingThinkingSkills PDFAmir ShahzadОценок пока нет
- 1B ProcessingДокумент13 страниц1B ProcessingAmir ShahzadОценок пока нет
- Effect of Phosphorus Levels on Fiber Quality of Cotton CultivarsДокумент5 страницEffect of Phosphorus Levels on Fiber Quality of Cotton CultivarsAmir ShahzadОценок пока нет
- Friction SpinningДокумент17 страницFriction SpinningAmir ShahzadОценок пока нет
- Yarn Yield%Документ4 страницыYarn Yield%Amir ShahzadОценок пока нет
- JuteДокумент4 страницыJuteAmir ShahzadОценок пока нет
- Sensors: An Optical Fibre-Based Sensor For Respiratory MonitoringДокумент14 страницSensors: An Optical Fibre-Based Sensor For Respiratory MonitoringAmir ShahzadОценок пока нет
- Effects of Yarn Constitutions and Fabric Speci Cations On Electrical PropertiesДокумент9 страницEffects of Yarn Constitutions and Fabric Speci Cations On Electrical PropertiesAmir ShahzadОценок пока нет
- Copper and ElectricityДокумент2 страницыCopper and ElectricityAmir ShahzadОценок пока нет
- 6 PDFДокумент48 страниц6 PDFDinesh VermaОценок пока нет
- Noise Pollution and Its Control in Textile IndustryДокумент6 страницNoise Pollution and Its Control in Textile IndustryAmir ShahzadОценок пока нет
- 4 R Waste Management in TextileДокумент7 страниц4 R Waste Management in TextileAmir ShahzadОценок пока нет
- Chlorination of Drinking WaterДокумент7 страницChlorination of Drinking WaterAmir ShahzadОценок пока нет
- Knit Science2Документ16 страницKnit Science2Amir ShahzadОценок пока нет
- Fabric Construction Chart 1 PDFДокумент1 страницаFabric Construction Chart 1 PDFAmir ShahzadОценок пока нет
- TurbidityДокумент1 страницаTurbidityAmir ShahzadОценок пока нет
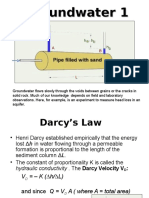
- Lecture 19w Groundwater 1 Darcy PowerpointДокумент19 страницLecture 19w Groundwater 1 Darcy PowerpointAmir ShahzadОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- Enhancing Tensile Properties Yarn Strength of Polyester Filament Drawn YarnДокумент6 страницEnhancing Tensile Properties Yarn Strength of Polyester Filament Drawn Yarnanil kapadiaОценок пока нет
- Sustainable Denim: A Perfect Fit For DenimДокумент3 страницыSustainable Denim: A Perfect Fit For DenimMahfuzОценок пока нет
- Crochet Pattern Cat The Unicorn: Designed By: Natalia BoberДокумент34 страницыCrochet Pattern Cat The Unicorn: Designed By: Natalia BoberSusi Susi100% (5)
- Big Book of Loom Knitting - Learn To Loom Knit (PDFDrive)Документ190 страницBig Book of Loom Knitting - Learn To Loom Knit (PDFDrive)JishnuwxyzОценок пока нет
- Crescent MoonДокумент1 страницаCrescent MoonSakuraОценок пока нет
- Crochet Pattern of Plush Minion BackpackДокумент24 страницыCrochet Pattern of Plush Minion BackpackMaria Elisa BalestriniОценок пока нет
- 1 An Introduction To Textile Technology: 1.1 The Evolution of TextilesДокумент6 страниц1 An Introduction To Textile Technology: 1.1 The Evolution of TextilesIlker KandemirОценок пока нет
- Tfo Machine, Automatic Winders andДокумент15 страницTfo Machine, Automatic Winders andSavio India0% (1)
- Instruction Manual Brother LH4-B800 EДокумент42 страницыInstruction Manual Brother LH4-B800 EMaskusyani67% (3)
- syllabus-B.Sc Fashion Technology 2017-18Документ43 страницыsyllabus-B.Sc Fashion Technology 2017-18Md Marfat aliОценок пока нет
- Importance of Quality FibreДокумент13 страницImportance of Quality FibregowthariОценок пока нет
- An Introduction To Torchon LaceДокумент4 страницыAn Introduction To Torchon LaceSam SachОценок пока нет
- Other Aspects of Hair Examination: Comparison Between Human and Animal Hair Human AnimalДокумент3 страницыOther Aspects of Hair Examination: Comparison Between Human and Animal Hair Human AnimalJohn lloydОценок пока нет
- Fiber FinenessДокумент24 страницыFiber FinenessSelim Azad87% (15)
- Astm F1138Документ7 страницAstm F1138Indana Steel Pvt.LtdОценок пока нет
- Little Panda CP-MCW2018PДокумент7 страницLittle Panda CP-MCW2018PJuanito Perez100% (3)
- Non Woven Products and ProductionДокумент69 страницNon Woven Products and ProductionDr Muhammad Mushtaq Mangat60% (5)
- Vardhman VMT Baddi Training Report Hall 2Документ57 страницVardhman VMT Baddi Training Report Hall 2ManishK. NegiОценок пока нет
- Quality Control TrainingДокумент45 страницQuality Control TrainingHannah Grace Romano Viceral0% (1)
- Assembling Technologies For Functional Garments-An Overview: Indian Journal of Fibre and Textile Research December 2011Документ9 страницAssembling Technologies For Functional Garments-An Overview: Indian Journal of Fibre and Textile Research December 2011rhepler1964Оценок пока нет
- Astm D4920-13Документ5 страницAstm D4920-13Sandra LopesОценок пока нет
- Tabi Sock PatternДокумент15 страницTabi Sock PatternL HОценок пока нет
- Based on the information provided, each individual wine glass should be valued at $0.60 (total value of $4.80 divided by 8 glassesДокумент27 страницBased on the information provided, each individual wine glass should be valued at $0.60 (total value of $4.80 divided by 8 glassesnoraimarquezОценок пока нет
- Controlled Fire and Smoke Containment SystemsДокумент9 страницControlled Fire and Smoke Containment SystemsbhcmepОценок пока нет
- Crochet World 2011 - DecemberДокумент68 страницCrochet World 2011 - Decemberkamal100% (4)
- Soorty Enterprises ReportДокумент37 страницSoorty Enterprises ReportKatimaa Rizvii50% (4)
- PremiereVision MEX 2020 PDFДокумент68 страницPremiereVision MEX 2020 PDFevachОценок пока нет
- History of Fibers: From Natural to Man-MadeДокумент37 страницHistory of Fibers: From Natural to Man-MadeTagaBukidDotNet100% (1)
- Zodiac Ox Baby - Crochet Amigurumi Doll Pattern PDFДокумент13 страницZodiac Ox Baby - Crochet Amigurumi Doll Pattern PDFMaika Pardo100% (2)
- Crochet Headband With A Twist - Free Pattern - Croby PatternsДокумент10 страницCrochet Headband With A Twist - Free Pattern - Croby PatternsalexandraОценок пока нет