Вам также может понравиться
- Mid Exam 2020-2021Документ2 страницыMid Exam 2020-2021موسى جعفر احمد محمدОценок пока нет
- Separator Sizing SheetДокумент8 страницSeparator Sizing SheetCahyoОценок пока нет
- API-521_Flare_KOD_Design_and_Even_More__Part_2Документ6 страницAPI-521_Flare_KOD_Design_and_Even_More__Part_2Huy Nguyễn Võ XuânОценок пока нет
- Multiphase Flow - TutorialsДокумент7 страницMultiphase Flow - TutorialsOlusegun OyebanjiОценок пока нет
- 78HE-1 Sr. No. 7 Examination of Marine Engineer OfficerДокумент4 страницы78HE-1 Sr. No. 7 Examination of Marine Engineer Officeryosh gurtОценок пока нет
- ExamSlip - 148865 - 20190401 - 1520 VladДокумент23 страницыExamSlip - 148865 - 20190401 - 1520 VladNikolaus PanjaitanОценок пока нет
- Design Project 9.3 Lukman Martinus G G 02111540000115Документ12 страницDesign Project 9.3 Lukman Martinus G G 02111540000115Lukman Martinus GunawanОценок пока нет
- Droplet Size CalculationДокумент2 страницыDroplet Size Calculationsumathi@1985Оценок пока нет
- Cálculo de Diseño de SeparadoresДокумент4 страницыCálculo de Diseño de SeparadoresEdwardОценок пока нет
- Trickle Bed Reactor, Process and Mechanical DesignДокумент14 страницTrickle Bed Reactor, Process and Mechanical DesignkhawarОценок пока нет
- Jntuh BT Che 5 Mass-Transfer-Operations-I-2011Документ8 страницJntuh BT Che 5 Mass-Transfer-Operations-I-2011Sanjeev Kumar SuppalaОценок пока нет
- Tripoli University Chemical Engineering Department: Homework #4Документ2 страницыTripoli University Chemical Engineering Department: Homework #4Good BadОценок пока нет
- Design Continuous Stirred Tank ReactorДокумент71 страницаDesign Continuous Stirred Tank ReactorNoman AslamОценок пока нет
- Separator Design Basics.Документ58 страницSeparator Design Basics.Shijumon KpОценок пока нет
- Soal Coulson Richardson Page 696-706 (STHE Design)Документ11 страницSoal Coulson Richardson Page 696-706 (STHE Design)Glen gaylandОценок пока нет
- ME604 Thermal Engineering Sem VI exam questionsДокумент2 страницыME604 Thermal Engineering Sem VI exam questionsYash BeleОценок пока нет
- A3 SeparatorДокумент59 страницA3 SeparatorHaziq YussofОценок пока нет
- 05 MEP 461 Final Examination 2020Документ5 страниц05 MEP 461 Final Examination 2020Ahmed Shaaban Soliman HamedОценок пока нет
- B41OA Datasheet 2017-2018Документ7 страницB41OA Datasheet 2017-2018Turkan AliyevaОценок пока нет
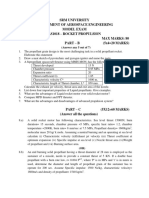
- Cycle Test 2 Rocket PropulsionДокумент3 страницыCycle Test 2 Rocket Propulsionapi-271354682Оценок пока нет
- ME 554 Problem Set-06 Solid Rocket Motors PDFДокумент3 страницыME 554 Problem Set-06 Solid Rocket Motors PDFBHASKAR SARMAОценок пока нет
- ME 554 Problem Set-06 Solid Rocket Motors PDFДокумент3 страницыME 554 Problem Set-06 Solid Rocket Motors PDFBHASKAR SARMAОценок пока нет
- IIT Bombay Chemical Engineering Exam QuestionsДокумент4 страницыIIT Bombay Chemical Engineering Exam QuestionsSwapnil GudmalwarОценок пока нет
- Jntuk 2 1 Thermodynamics Nov 2017 Q.PДокумент8 страницJntuk 2 1 Thermodynamics Nov 2017 Q.PsaiОценок пока нет
- Topic 7 Oil and Gas Pipeline SolutionsДокумент17 страницTopic 7 Oil and Gas Pipeline SolutionsImranMajidli100% (1)
- Group 2 ReportДокумент5 страницGroup 2 ReportJo odОценок пока нет
- THERMODYNAMICS Oct-Nov 2019Документ8 страницTHERMODYNAMICS Oct-Nov 2019Karthik CruiseОценок пока нет
- Heriot-Watt University Department of Petroleum Engineering: Course:-28117 Class: - 289033bДокумент39 страницHeriot-Watt University Department of Petroleum Engineering: Course:-28117 Class: - 289033bali100% (1)
- Heriot-Watt University Department of Petroleum Engineering: Course:-28117 Class: - 289033bДокумент8 страницHeriot-Watt University Department of Petroleum Engineering: Course:-28117 Class: - 289033bijkОценок пока нет
- B. Tech - 3rd Semester Semester End Supplementary Examination, Feb-2019Документ2 страницыB. Tech - 3rd Semester Semester End Supplementary Examination, Feb-2019Anonymous uDuusWmdtОценок пока нет
- Two Phase (Gas - Oil) Vertical Separator: As Per "Petroleum and Gas Field Processing - Hussein K. Abdel-Aal, Mohamed Aggour, M. A. Fahim"Документ1 страницаTwo Phase (Gas - Oil) Vertical Separator: As Per "Petroleum and Gas Field Processing - Hussein K. Abdel-Aal, Mohamed Aggour, M. A. Fahim"Vu TranОценок пока нет
- EPS-443 - Properties of Petroleum Reservoirs Fall Semester 2005Документ9 страницEPS-443 - Properties of Petroleum Reservoirs Fall Semester 2005Vicky ApriliaОценок пока нет
- Topic 2 - A: F M M Multiphase Flow Tutorial QuestionsДокумент7 страницTopic 2 - A: F M M Multiphase Flow Tutorial QuestionsAnjo VasquezОценок пока нет
- Thermodyamics R07Документ9 страницThermodyamics R07hhjjОценок пока нет
- Simulation basis & Equipment designДокумент12 страницSimulation basis & Equipment designBhuran AkshayОценок пока нет
- Comprehensive Exam 2022 Part 2Документ6 страницComprehensive Exam 2022 Part 2Annie LОценок пока нет
- Engineering Thermodynamics Exam QuestionsДокумент2 страницыEngineering Thermodynamics Exam QuestionsAnonymous uDuusWmdtОценок пока нет
- Engg. CalculationДокумент5 страницEngg. CalculationVijaya PatilОценок пока нет
- A Simulation Study of The (103A) Field, Zuetina Terminal Crude Oil PipelineДокумент7 страницA Simulation Study of The (103A) Field, Zuetina Terminal Crude Oil PipelineteaОценок пока нет
- Introduction About Two-Phase Vertical Separator Vertical Separator Design ConclusionДокумент19 страницIntroduction About Two-Phase Vertical Separator Vertical Separator Design ConclusionYè Paing OoОценок пока нет
- Double Pipe Heat Exchanger DesignДокумент4 страницыDouble Pipe Heat Exchanger DesignHemanth Peddavenkatappa GariОценок пока нет
- BD-XXX-XX-XX-95XX Nitrogen and Compressor DemandДокумент24 страницыBD-XXX-XX-XX-95XX Nitrogen and Compressor DemandJofanny Ferdian RahmansyahОценок пока нет
- Final ExamДокумент5 страницFinal ExamWaqasОценок пока нет
- Ar13 Me 2404Документ2 страницыAr13 Me 2404Anonymous uDuusWmdtОценок пока нет
- Ar13 Me 2404Документ2 страницыAr13 Me 2404Anonymous uDuusWmdtОценок пока нет
- Week Two Homework Problem Solutions: Fundamentals of ! Fluid PowerДокумент6 страницWeek Two Homework Problem Solutions: Fundamentals of ! Fluid PowerhellfireОценок пока нет
- Week 2 Solutions V2Документ6 страницWeek 2 Solutions V2mfpau23Оценок пока нет
- Week Two Homework Problem Solutions: Fundamentals of ! Fluid PowerДокумент6 страницWeek Two Homework Problem Solutions: Fundamentals of ! Fluid PowerhellfireОценок пока нет
- Week Two Homework Problem Solutions: Fundamentals of ! Fluid PowerДокумент6 страницWeek Two Homework Problem Solutions: Fundamentals of ! Fluid PowerAtik IslamОценок пока нет
- Week Two Homework Problem Solutions: Fundamentals of ! Fluid PowerДокумент6 страницWeek Two Homework Problem Solutions: Fundamentals of ! Fluid Powermustafa1011Оценок пока нет
- Fundamentals of Fluid Power Homework SolutionsДокумент6 страницFundamentals of Fluid Power Homework SolutionsAmarnathОценок пока нет
- Separator Sizing and DesignДокумент45 страницSeparator Sizing and DesignSedemОценок пока нет
- Process Equipment Design IДокумент2 страницыProcess Equipment Design IMONALIОценок пока нет
- DJM-MBA-PCS-CA-005 De-Etanizer Accumulator REV-1Документ6 страницDJM-MBA-PCS-CA-005 De-Etanizer Accumulator REV-1DIANTOROОценок пока нет
- Thermal 6Документ1 страницаThermal 6Clash GodОценок пока нет
- INDEX AND DATA FOR 1X500 MW THERMAL POWER PLANTДокумент34 страницыINDEX AND DATA FOR 1X500 MW THERMAL POWER PLANTMahendra PrasadОценок пока нет
- UASB Design Calculations - S.I Units: Workbook ContentsДокумент12 страницUASB Design Calculations - S.I Units: Workbook Contentsdiego100% (1)
- Deactivation of Heavy Oil Hydroprocessing Catalysts: Fundamentals and ModelingОт EverandDeactivation of Heavy Oil Hydroprocessing Catalysts: Fundamentals and ModelingОценок пока нет
- CFD Modelling of A Horizontal Three-PhaseДокумент18 страницCFD Modelling of A Horizontal Three-PhaseEmmanuel IkhaiduworОценок пока нет
- Two People Meet...Документ2 страницыTwo People Meet...Olivier WhettemОценок пока нет
- Advanced Control TutorialДокумент10 страницAdvanced Control TutorialOlivier WhettemОценок пока нет
- Ey Global Oil and Gas Tax Guide PDFДокумент762 страницыEy Global Oil and Gas Tax Guide PDFOlivier Whettem100% (1)
- A Simple PDFДокумент2 страницыA Simple PDFJaheer MakalОценок пока нет
- A Simple PDFДокумент2 страницыA Simple PDFJaheer MakalОценок пока нет
- A Simple PDFДокумент2 страницыA Simple PDFJaheer MakalОценок пока нет
- A Simple PDFДокумент2 страницыA Simple PDFJaheer MakalОценок пока нет
- Fugacity Calculation ExampleДокумент1 страницаFugacity Calculation ExampleOlivier WhettemОценок пока нет
- UK Energy PricesДокумент16 страницUK Energy Pricesangry_granОценок пока нет
- 1263 3507 1 PBДокумент5 страниц1263 3507 1 PBJohn TorrezОценок пока нет
- Password RemoverДокумент3 страницыPassword RemoverStanley WongОценок пока нет
- EagleBurgmann ZY Cyclone Separators enДокумент6 страницEagleBurgmann ZY Cyclone Separators enhafizuddinrazaliОценок пока нет
- Managing Sand-Laden ManureДокумент10 страницManaging Sand-Laden ManureOdilon NetoОценок пока нет
- J SERIES Installation Operation ManualДокумент4 страницыJ SERIES Installation Operation ManualArnara VerdiawanОценок пока нет
- 3 - Guideline Energy Efficiency in The Confectionery IndustryДокумент12 страниц3 - Guideline Energy Efficiency in The Confectionery IndustryNasional GotongroyongОценок пока нет
- Manual Flejadora PNSC2-34Документ20 страницManual Flejadora PNSC2-34Jacobo SuarezОценок пока нет
- Scrubber NATCOДокумент22 страницыScrubber NATCOkalikamalaОценок пока нет
- Pt. Tahaqquq Beno Nusantara: Engineering, Procurement, Construction, Installation & CommissioningДокумент15 страницPt. Tahaqquq Beno Nusantara: Engineering, Procurement, Construction, Installation & CommissioningulinnuhaОценок пока нет
- Course 1 - Raw Material Extraction: 1.2 Water Drainage SystemsДокумент26 страницCourse 1 - Raw Material Extraction: 1.2 Water Drainage SystemsAnonymous iI88LtОценок пока нет
- Gennie Filter SCC-133-ABДокумент3 страницыGennie Filter SCC-133-ABZeeshan ShamsiОценок пока нет
- Hydrate Inhibition MethodsДокумент111 страницHydrate Inhibition MethodskaitokidH3MОценок пока нет
- British Petroleum Standard Multiphase Design ManualДокумент547 страницBritish Petroleum Standard Multiphase Design ManualSakhib100% (2)
- Collection of Geothermal Fluids For Chemical AnalysisДокумент17 страницCollection of Geothermal Fluids For Chemical AnalysisPajooheshОценок пока нет
- AspenHYSYSUpstreamV7 3 OptДокумент304 страницыAspenHYSYSUpstreamV7 3 Opti786zzyОценок пока нет
- Separador BifásicoДокумент42 страницыSeparador BifásicoAldoDeLaCerda100% (1)
- Manual de Mantenimiento Rs30-37Документ16 страницManual de Mantenimiento Rs30-37roger100% (1)
- Offshore - Introduction LayoutДокумент131 страницаOffshore - Introduction LayoutgeorgiadisgОценок пока нет
- Flare TypeДокумент44 страницыFlare Typecanada_198020008918100% (1)
- Manual Skit Deb 1.8 Facelift v2 EngДокумент24 страницыManual Skit Deb 1.8 Facelift v2 EngSimonaMauna0% (1)
- R410A Quick Reference GuideДокумент52 страницыR410A Quick Reference GuideTagelОценок пока нет
- Carrier 30g Ecologic Chillers Series 1,2Документ100 страницCarrier 30g Ecologic Chillers Series 1,2pkumar68Оценок пока нет
- PSP Fat Procedure - TemplateДокумент6 страницPSP Fat Procedure - TemplateMichael HaiseОценок пока нет
- GT 12 Separator ManualДокумент214 страницGT 12 Separator ManualRaghunath MajeeОценок пока нет
- Instruction Book 50-90VSD PDFДокумент32 страницыInstruction Book 50-90VSD PDFSaif AliОценок пока нет
- Early Production Facilities PL WebДокумент4 страницыEarly Production Facilities PL Webbono8950% (2)
- Worthington Instruction Book PCI07 enДокумент28 страницWorthington Instruction Book PCI07 ensebastian100% (8)
- 2020.4 GNZCQ Vacuum Degasser Manual (REV01)Документ36 страниц2020.4 GNZCQ Vacuum Degasser Manual (REV01)GeorgeОценок пока нет
- Petrogas Processiing Calgary Plant - H. W. MANLEYДокумент8 страницPetrogas Processiing Calgary Plant - H. W. MANLEYAlvaro Andres Blanco GomezОценок пока нет
- Interstage Coolers A Hot ItemДокумент5 страницInterstage Coolers A Hot Itemlbh6417320Оценок пока нет
- Total Well Management IIДокумент14 страницTotal Well Management IIEdgar Tellez100% (1)
- Guhan K E&I Engineer & Atex Inspector: Professional SummaryДокумент4 страницыGuhan K E&I Engineer & Atex Inspector: Professional Summarykspguhan1987Оценок пока нет