Вам также может понравиться
- Paper - JT Seleccion de Reactivos para Plantas De...Документ14 страницPaper - JT Seleccion de Reactivos para Plantas De...Jesus UruriОценок пока нет
- Negocio MineroДокумент27 страницNegocio MineroIsaias AparcoОценок пока нет
- Informe de Tostación SulfatanteДокумент10 страницInforme de Tostación SulfatanteAlejo SuarezОценок пока нет
- Oxigenacion Industrial Del Oro en Procesos de Lixiviacion en PilasДокумент9 страницOxigenacion Industrial Del Oro en Procesos de Lixiviacion en PilasKaren Meylith Alarico QuispeОценок пока нет
- Metalurgia Extractiva, Semana 14, Grupo ChicasДокумент84 страницыMetalurgia Extractiva, Semana 14, Grupo ChicasAnthony Atoc ArroyoОценок пока нет
- Tratamiento de Solución de Refino de Electro Obtención para La Recuperación de Cobalto Por Medio de Resina de Intercambio IónicoДокумент86 страницTratamiento de Solución de Refino de Electro Obtención para La Recuperación de Cobalto Por Medio de Resina de Intercambio IónicoFrancisco Rojas SánchezОценок пока нет
- Trabajo de La Cal Final PDFДокумент35 страницTrabajo de La Cal Final PDFMILAGROS DELIA LOPEZ CUTIPAОценок пока нет
- Tto. de Efluentes en La OroyaДокумент46 страницTto. de Efluentes en La OroyaRAULYEPEZSANCHEZОценок пока нет
- Diseño de Una Planta para La Recuperación de Oro A Partir de Min Erales Sulfurados Con Tiosulfato de Sodio Con Agente Lixiviante FinishДокумент35 страницDiseño de Una Planta para La Recuperación de Oro A Partir de Min Erales Sulfurados Con Tiosulfato de Sodio Con Agente Lixiviante Finishrosmery vilchez telloОценок пока нет
- Tesis Metalurgia ComarsaДокумент115 страницTesis Metalurgia ComarsaIBETH ESTEFANI MAMANI PARILLOОценок пока нет
- Diseño de Planta de Una Minería de ZincДокумент29 страницDiseño de Planta de Una Minería de ZincMariana HCОценок пока нет
- Diseño y Montaje de Planta Piloto para Tratamiento de SolucionesДокумент201 страницаDiseño y Montaje de Planta Piloto para Tratamiento de Solucionescpac01100% (1)
- Diseño de Un Molino de Bolas de Baja EnergiaДокумент91 страницаDiseño de Un Molino de Bolas de Baja EnergiaDavidОценок пока нет
- Projecto TerminadoДокумент56 страницProjecto TerminadoVictor Mendoza50% (2)
- Lixiviacion de Minerales Auriferos de Baja LeyДокумент15 страницLixiviacion de Minerales Auriferos de Baja LeyLuz Sherly Colque SalasОценок пока нет
- Determinacion de La Influencia de Carboncillo en La Flotabilidad de Sulfuros - Catalina HuancaДокумент83 страницыDeterminacion de La Influencia de Carboncillo en La Flotabilidad de Sulfuros - Catalina Huancara xadiОценок пока нет
- Fer - Proyecto de Innovacion PlantillaДокумент57 страницFer - Proyecto de Innovacion PlantillaTracy Sol ChungaОценок пока нет
- BARRICK - Proceso de Extracción - Lagunas NorteДокумент1 страницаBARRICK - Proceso de Extracción - Lagunas NorteAlberto TumaОценок пока нет
- Informacion CianuracionДокумент23 страницыInformacion CianuracionEdwin BatallanosОценок пока нет
- InvestigacionДокумент9 страницInvestigacionClaudia QuirogaОценок пока нет
- Final Metalurgia Extractiva IIДокумент29 страницFinal Metalurgia Extractiva IIAriel Ernesto Caroca CarmonaОценок пока нет
- Ozono TesisДокумент63 страницыOzono TesisVioletaSusanPcОценок пока нет
- Estudio Técnico Económico para La Ampliacion de Planta ConcentradoraДокумент93 страницыEstudio Técnico Económico para La Ampliacion de Planta ConcentradoraCarlos Guillermo Luna Toro50% (2)
- 08 Desorcion Con Alcohol.Документ3 страницы08 Desorcion Con Alcohol.Juan Carlos Ramos Centeno100% (1)
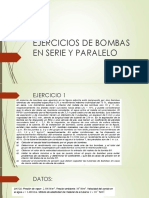
- Ejercicios de Bombas en Serie y ParaleloДокумент10 страницEjercicios de Bombas en Serie y Paralelowilliamsw4Оценок пока нет
- Lixiviacion Por AgitacionДокумент36 страницLixiviacion Por AgitacionFelipeDeejayValenzuelaОценок пока нет
- Informe Chancado y MoliendaДокумент18 страницInforme Chancado y MoliendaLoretto Fabiola Saavedra BahamondesОценок пока нет
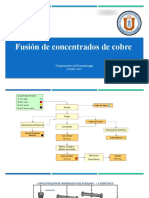
- PPT6 Fusion de Concentrados de CobreДокумент34 страницыPPT6 Fusion de Concentrados de CobreAracely Julia Astudillo CasanovaОценок пока нет
- Pets - Im - 001-Prueba de Bottle Roll Test (BRT)Документ5 страницPets - Im - 001-Prueba de Bottle Roll Test (BRT)Miguel Angel Zavala RiosОценок пока нет
- Empresas Mineras Del Peru - YacimientoДокумент57 страницEmpresas Mineras Del Peru - Yacimientovictor miguelОценок пока нет
- ExamenДокумент23 страницыExamenJoseph Luciano Flores MedinaОценок пока нет
- Informe de Titulacion Cerro VerdeДокумент60 страницInforme de Titulacion Cerro VerdeDenver Abril100% (1)
- PresentacionAsmin PDFДокумент89 страницPresentacionAsmin PDFkcontreras_79309Оценок пока нет
- Analisis MineralogicoДокумент2 страницыAnalisis MineralogicoAllen Marcelo Ballesteros LópezОценок пока нет
- Planta Concentradora MallayДокумент77 страницPlanta Concentradora MallayAntony David C.SОценок пока нет
- Informe CeprometДокумент3 страницыInforme CeprometRaphael Ccallo CervantesОценок пока нет
- ModeloДокумент264 страницыModeloRayssa Koicheoski HipolitoОценок пока нет
- Albion ProcessДокумент2 страницыAlbion ProcessSteven DziobaОценок пока нет
- Industria Del CobreДокумент56 страницIndustria Del Cobredaniel angel carhuatanta fuñoОценок пока нет
- Tesis Terminado, Direccion.Документ94 страницыTesis Terminado, Direccion.Gustavo MamaniОценок пока нет
- 1unidad - Fundicion y Refineria Del CobreДокумент5 страниц1unidad - Fundicion y Refineria Del CobreSue RojasОценок пока нет
- Celdas de FlotacionДокумент19 страницCeldas de Flotacionbryan100% (1)
- Proyecto Final LabДокумент95 страницProyecto Final LabLO QUE SUENA EN LA CALLEОценок пока нет
- Proceso de SolidificaciónДокумент74 страницыProceso de SolidificaciónLuisJosePoloAhumadaОценок пока нет
- Proceso Mineral Las BambasДокумент10 страницProceso Mineral Las Bambasray manuelОценок пока нет
- Manual de Guías de Laboratorio de PirometalurgiaДокумент49 страницManual de Guías de Laboratorio de PirometalurgiaALEJANDRO ALONSO OCHOA VARGASОценок пока нет
- HidrociclonesДокумент5 страницHidrociclonesedwvelasquezchОценок пока нет
- Automatizacion de Procesos Quimicos y PetroleroДокумент58 страницAutomatizacion de Procesos Quimicos y PetroleroHumberto Ivan Gonzales TapiaОценок пока нет
- Tesis Bombeo 3Документ163 страницыTesis Bombeo 3Renzo SalazarОценок пока нет
- Silabo de HidrometalurgiaДокумент10 страницSilabo de HidrometalurgiaDuberly Breno Astete MamaniОценок пока нет
- Informe AlexДокумент54 страницыInforme AlexferlobeznoОценок пока нет
- Guía de Laboratorio - FlotaciónДокумент3 страницыGuía de Laboratorio - FlotaciónGiovanni PamparanaОценок пока нет
- Informe Practicas Erick TarazonaДокумент58 страницInforme Practicas Erick TarazonaEdwin Guillermo Galvez Torres50% (2)
- AST Laboratorio Mineria y MetalurgiaДокумент8 страницAST Laboratorio Mineria y MetalurgiaAmaia NavarroОценок пока нет
- INFORME N°3-Laboratorio de SolidificaciónДокумент17 страницINFORME N°3-Laboratorio de SolidificaciónJulio HernándezОценок пока нет
- Potencial Estándar de ReducciónДокумент1 страницаPotencial Estándar de Reducciónandres alvarez100% (1)
- Lixiviacion CajamarquillaДокумент16 страницLixiviacion Cajamarquillaclucero9Оценок пока нет
- Reactivos de FlotacionДокумент6 страницReactivos de FlotacionDiegoJesusCasasMartinez100% (1)
- Reactivos de FlotacionДокумент6 страницReactivos de FlotacionandrecormeОценок пока нет
- Analisis de LaboratorioДокумент11 страницAnalisis de LaboratorioLuis Cesar Gutierrez MedranoОценок пока нет
- 6 - MC MPP ElectrolisisДокумент11 страниц6 - MC MPP ElectrolisisLuis Cesar Gutierrez MedranoОценок пока нет
- Fundamentos de Comportamiento de Fases de GasДокумент55 страницFundamentos de Comportamiento de Fases de GasLuis Cesar Gutierrez Medrano100% (1)
- SeguridadДокумент157 страницSeguridadLuis Cesar Gutierrez MedranoОценок пока нет
- Trabajo PI-426B Acido AceticoДокумент15 страницTrabajo PI-426B Acido AceticoLuis Cesar Gutierrez MedranoОценок пока нет
- PI-225/A Tercera Practica Calificada 2017-IДокумент5 страницPI-225/A Tercera Practica Calificada 2017-ILuis Cesar Gutierrez MedranoОценок пока нет
- Informe 4 EvaporacionДокумент16 страницInforme 4 EvaporacionLuis Cesar Gutierrez MedranoОценок пока нет
- Perchero AДокумент5 страницPerchero ALuis Cesar Gutierrez MedranoОценок пока нет
- Perdidas de Carga en Elementos de Un Sistema de Tuberias LabДокумент27 страницPerdidas de Carga en Elementos de Un Sistema de Tuberias LabYoee MendozaОценок пока нет
- Bombas LOU IДокумент45 страницBombas LOU ILuis Cesar Gutierrez MedranoОценок пока нет
- Clase 15Документ22 страницыClase 15Luis Cesar Gutierrez MedranoОценок пока нет
- Primer Trabajo DomiciliarioДокумент8 страницPrimer Trabajo DomiciliarioLuis Cesar Gutierrez MedranoОценок пока нет
- Informe 8 FenolesДокумент8 страницInforme 8 FenolesLuis Cesar Gutierrez MedranoОценок пока нет
- Solicitud de Disposición de Bienes de Menor de EdadДокумент3 страницыSolicitud de Disposición de Bienes de Menor de EdadJULY VANESA SUAREZ SERRANOОценок пока нет
- Plan Anual Epidemiologia 2011Документ20 страницPlan Anual Epidemiologia 2011hemer66669860% (1)
- Sistema Limbico-Funciones, Partes y AnatomiaДокумент15 страницSistema Limbico-Funciones, Partes y AnatomiaAndinosaurio100% (1)
- Actividades 3º Trimestre (3-5)Документ13 страницActividades 3º Trimestre (3-5)Diana Carolina Tarrillo AltamiranoОценок пока нет
- Solucionario Ecemat Semana 4Документ6 страницSolucionario Ecemat Semana 4Ronald Mullisaca VilcapazaОценок пока нет
- Casos de ÉxitoДокумент8 страницCasos de ÉxitoMigue Dela RosaОценок пока нет
- Cod ConvolucionalesДокумент8 страницCod ConvolucionalesMiriam Elizabeth Mora ArteagaОценок пока нет
- Flexiòn BiaxialДокумент20 страницFlexiòn BiaxialIsaac QuevedoОценок пока нет
- U3 Nodos Clase Sin Resolver 2021Документ17 страницU3 Nodos Clase Sin Resolver 2021Jorge LimonesОценок пока нет
- Diagrama de FlujoДокумент23 страницыDiagrama de Flujojmbernal7487886Оценок пока нет
- Endocarditis Bacteriana: Refiere A Una Infección Bacteriana de Superficie Endocárdica y Válvulas CardiacasДокумент20 страницEndocarditis Bacteriana: Refiere A Una Infección Bacteriana de Superficie Endocárdica y Válvulas CardiacasluisОценок пока нет
- Evaluación Conceptualización Entorno PHPДокумент3 страницыEvaluación Conceptualización Entorno PHPYaye MoralesОценок пока нет
- Anatomia, Fisiología y SemiologiaДокумент6 страницAnatomia, Fisiología y SemiologiaHugo CuevaОценок пока нет
- Destreza de EscrituraДокумент6 страницDestreza de EscrituraItzariana Álvarez RamírezОценок пока нет
- Educacion y Desarrollo Social PDFДокумент9 страницEducacion y Desarrollo Social PDFRosita Ocas QuilicheОценок пока нет
- PLANIFICACIÓNДокумент4 страницыPLANIFICACIÓNLUIS EDUARDO TORRES CUADROSОценок пока нет
- Metacognicion Autogestion...Документ21 страницаMetacognicion Autogestion...Nicolas DiazОценок пока нет
- Ginecología y Obstetricia - Amenaza de AbortoДокумент6 страницGinecología y Obstetricia - Amenaza de AbortoSG DanielОценок пока нет
- Historia Antigua de La CerveceríaДокумент24 страницыHistoria Antigua de La CerveceríaJULIAN ADOLFO OSORIO GARCIAОценок пока нет
- Acrostico Corpus ChrisitДокумент1 страницаAcrostico Corpus ChrisitDeiby Abanto80% (10)
- Reporte Grupal JominyДокумент19 страницReporte Grupal JominyCésar VenegasОценок пока нет
- Que Hacer Con Las Pruebas Psicologicas de Estudiantes de Educacion PDFДокумент24 страницыQue Hacer Con Las Pruebas Psicologicas de Estudiantes de Educacion PDFSole PenizzottoОценок пока нет
- Ficha de Trabajo N02 5to Sec VДокумент3 страницыFicha de Trabajo N02 5to Sec VRoselynn MiñanОценок пока нет
- Actividades Autoestima AdolescentesДокумент4 страницыActividades Autoestima AdolescentesMartina HaarthОценок пока нет
- Cuaderno Primeras PalabrasДокумент63 страницыCuaderno Primeras PalabrasAnonymous bnAh2W2S6Оценок пока нет
- Cómo Ganarás Tu BatallaДокумент11 страницCómo Ganarás Tu BatallaRitchieMPОценок пока нет
- Luruaco Es Un Municipio ColombianoДокумент38 страницLuruaco Es Un Municipio ColombianoMari ArroyoОценок пока нет
- Pre Socratic OsДокумент142 страницыPre Socratic OsKamorra Edgardo JoseОценок пока нет
- Teorias Generales y Regionales de La ArquitecturaДокумент14 страницTeorias Generales y Regionales de La ArquitecturaCid CamperoОценок пока нет
- Funcionamiento Electrohidráulico RetroexcavadoraДокумент7 страницFuncionamiento Electrohidráulico RetroexcavadoraFrancisco VizcaìnoОценок пока нет