Вам также может понравиться
- Analysis of Vertical Axis Wind Turbine: Mini Project Work Report Submitted ToДокумент47 страницAnalysis of Vertical Axis Wind Turbine: Mini Project Work Report Submitted ToSanketОценок пока нет
- 3 - Inside Cover Page Certificate Ack-Annexure 2-8Документ12 страниц3 - Inside Cover Page Certificate Ack-Annexure 2-8koiОценок пока нет
- Sample Graduation Project Final ReportДокумент40 страницSample Graduation Project Final ReportAhmet Tuken100% (1)
- Gogte Institute of Technology: Department of Mechanical EngineeringДокумент46 страницGogte Institute of Technology: Department of Mechanical EngineeringLogic ManjuОценок пока нет
- Behaviour of H-Section With Slender Flange 1Документ58 страницBehaviour of H-Section With Slender Flange 1Kaushiki KambojОценок пока нет
- C.project ReportДокумент70 страницC.project ReportMalwadkar P.B.Оценок пока нет
- UDP Final ReportДокумент47 страницUDP Final Reporthairin33% (3)
- Project ReportДокумент47 страницProject Reports77153430Оценок пока нет
- "Project Title" (16 TNR Bold) : Dr. Babasaheb Ambedkar Marathwada University, Aurangabad (M.S.) (12 TNR)Документ9 страниц"Project Title" (16 TNR Bold) : Dr. Babasaheb Ambedkar Marathwada University, Aurangabad (M.S.) (12 TNR)Akash GaikwadОценок пока нет
- Capstone Report - FinalДокумент44 страницыCapstone Report - FinalAnkit SinghОценок пока нет
- Major Project Report Anirudh Topiwala 13bme003Документ77 страницMajor Project Report Anirudh Topiwala 13bme003Mohsin ShaikhОценок пока нет
- Mini ProjectДокумент42 страницыMini ProjectVamshi ChinthalaОценок пока нет
- Avinash PanchalДокумент92 страницыAvinash PanchalDhyey KalariyaОценок пока нет
- MP ReportДокумент57 страницMP Reportrameshrajaseee2026Оценок пока нет
- ATG ReportДокумент51 страницаATG Report19-581 Sannidhi ReddyОценок пока нет
- MIG Welding-3Документ44 страницыMIG Welding-3yashashreeg2307Оценок пока нет
- Submitted in Partial Fulfillment of The Requirement For The Award of TheДокумент8 страницSubmitted in Partial Fulfillment of The Requirement For The Award of ThepinjarivajeedОценок пока нет
- Dissertation - 19042035Документ82 страницыDissertation - 19042035ShivamОценок пока нет
- Automatic Flower Pot Making MachineДокумент36 страницAutomatic Flower Pot Making MachineManikandan50% (2)
- 3Документ219 страниц3irawantaniОценок пока нет
- g1 - t6 - Project Book Final SoftДокумент131 страницаg1 - t6 - Project Book Final SoftHemanth Krishna SheelamshettiОценок пока нет
- Digital Twin Technology For Windmill Operating MethodologyДокумент48 страницDigital Twin Technology For Windmill Operating MethodologyVIGNESH A.PОценок пока нет
- Currency Converter ReportДокумент33 страницыCurrency Converter ReportYagnik Sakhiya78% (9)
- Project Report: (Session 2022-2023)Документ43 страницыProject Report: (Session 2022-2023)Bhumesh jangraОценок пока нет
- Multi-Response Optimization in Machining: Exploration of TOPSIS and Deng's Similarity Based ApproachДокумент42 страницыMulti-Response Optimization in Machining: Exploration of TOPSIS and Deng's Similarity Based ApproachVijay KumarОценок пока нет
- Ajeesha (SIP)Документ43 страницыAjeesha (SIP)Anurag DixitОценок пока нет
- Deepanshu Garg M.techДокумент53 страницыDeepanshu Garg M.techpmeet1627Оценок пока нет
- Taguchi MethodДокумент24 страницыTaguchi MethodMahad KhanОценок пока нет
- Apfc 6TH ReportДокумент52 страницыApfc 6TH ReportTofik BelimОценок пока нет
- Jewellery Management System: Bachelor of EngineeringДокумент49 страницJewellery Management System: Bachelor of Engineeringyugal mehandoleОценок пока нет
- Prediction of Shear Strength of Deep Beam Using Genetic ProgrammingДокумент49 страницPrediction of Shear Strength of Deep Beam Using Genetic ProgrammingDereje bedoreОценок пока нет
- Thesis FinalДокумент43 страницыThesis FinalRakib KhanОценок пока нет
- JAIMIN M.E. Final Project ReportДокумент84 страницыJAIMIN M.E. Final Project ReportPratik PatelОценок пока нет
- Dynamic Analysis of Sloped BuildingsДокумент98 страницDynamic Analysis of Sloped BuildingsAnonymous nbozs80lygОценок пока нет
- CertificateДокумент85 страницCertificateShivaniОценок пока нет
- Seminar Report 2Документ46 страницSeminar Report 2sunny ponnalaОценок пока нет
- Computer Aided Design and Analysis of Swing Jaw Plate of Jaw CrusherДокумент103 страницыComputer Aided Design and Analysis of Swing Jaw Plate of Jaw CrusherAmir HzmОценок пока нет
- Numerical of SAHДокумент60 страницNumerical of SAHcantika putriОценок пока нет
- Optimization in Design of Sectional WarДокумент54 страницыOptimization in Design of Sectional WareeОценок пока нет
- Without Yellow Whole PDДокумент79 страницWithout Yellow Whole PDPranjalSharmaОценок пока нет
- Project Report About Vortex GeneratorsДокумент32 страницыProject Report About Vortex Generatorsaaron prakashОценок пока нет
- Wa0012.Документ45 страницWa0012.19BCP144 yashОценок пока нет
- Near Karna Petrol Pump, Modasa-383315, Gujarat, IndiaДокумент60 страницNear Karna Petrol Pump, Modasa-383315, Gujarat, IndiaHardik SolankiОценок пока нет
- Seminar Report On 3d Metal Printing Its Microstructure and Mechanical PropertiesДокумент20 страницSeminar Report On 3d Metal Printing Its Microstructure and Mechanical PropertiesDeepak SonawaneОценок пока нет
- B Details 1 PDFДокумент9 страницB Details 1 PDFApoorva v HejjajiОценок пока нет
- Title PageДокумент11 страницTitle Pageshaim mahamudОценок пока нет
- Certificate and IndexДокумент11 страницCertificate and IndexshrikantharleОценок пока нет
- Final Report of LPG Gas StoveДокумент69 страницFinal Report of LPG Gas StoveUdit SharmaОценок пока нет
- ReportДокумент77 страницReportpramo_dass100% (1)
- (Updated) Solar Dehydrator Project Report-1Документ58 страниц(Updated) Solar Dehydrator Project Report-1Rj Prudhvi RajОценок пока нет
- Polydirectional Solar PanelДокумент61 страницаPolydirectional Solar PanelamanОценок пока нет
- Power Generation Through Vertical Axis Wind TurbineДокумент50 страницPower Generation Through Vertical Axis Wind TurbineRakesh MadishettiОценок пока нет
- Field Training Report: Department of Civil EngineeringДокумент8 страницField Training Report: Department of Civil EngineeringSiraj KhanОценок пока нет
- Compressive Strength of ConcreteДокумент43 страницыCompressive Strength of Concretesai vandan100% (1)
- Project Sample 1Документ103 страницыProject Sample 1mjrsudhakar100% (1)
- Cat 3600 Series and c280 Series Diesel Engine Fluids RecДокумент24 страницыCat 3600 Series and c280 Series Diesel Engine Fluids Recical iculОценок пока нет
- Mini Project With WatermarkДокумент36 страницMini Project With WatermarkSai Varun GoudОценок пока нет
- Basic Reliability Engineering Analysis: Butterworths Basic SeriesОт EverandBasic Reliability Engineering Analysis: Butterworths Basic SeriesРейтинг: 4 из 5 звезд4/5 (4)
- Battleship PotemkinДокумент7 страницBattleship PotemkinMariusOdobașa100% (1)
- Paroles by PrevertДокумент29 страницParoles by PrevertCity Lights90% (10)
- Unit - 3 Consignment: Learning OutcomesДокумент36 страницUnit - 3 Consignment: Learning OutcomesPrathamesh KambleОценок пока нет
- Debt Policy and Firm Performance of Family Firms The Impact of Economic AdversityДокумент21 страницаDebt Policy and Firm Performance of Family Firms The Impact of Economic AdversityMiguel Hernandes JuniorОценок пока нет
- Design Thinking For Social Innovation Ideo: Special ReportДокумент4 страницыDesign Thinking For Social Innovation Ideo: Special ReportmileinesiqueiraОценок пока нет
- Antenna and Propagation: Introduction + Basic ConceptsДокумент19 страницAntenna and Propagation: Introduction + Basic Conceptsanon_584636667Оценок пока нет
- Daily Lesson Log in Math 9Документ13 страницDaily Lesson Log in Math 9Marjohn PalmesОценок пока нет
- Lost On Mystery Mountain - The Ghost (PG 3&4)Документ52 страницыLost On Mystery Mountain - The Ghost (PG 3&4)Olivia LeeОценок пока нет
- Aol2 M6.1Документ5 страницAol2 M6.1John Roland CruzОценок пока нет
- Hunt v. United States, 4th Cir. (2004)Документ7 страницHunt v. United States, 4th Cir. (2004)Scribd Government DocsОценок пока нет
- 00 FA17 ENG 2070 SyllabusДокумент9 страниц00 FA17 ENG 2070 SyllabusLauren SalisburyОценок пока нет
- A Case of Uterine Fibroid Managed by Homoeopathy.20210808065707Документ5 страницA Case of Uterine Fibroid Managed by Homoeopathy.20210808065707200408203002Оценок пока нет
- Afritalent Agency Seeks To Bridge Talent of The Global Diaspora With Hollywood Casting Directors and ProducersДокумент3 страницыAfritalent Agency Seeks To Bridge Talent of The Global Diaspora With Hollywood Casting Directors and ProducersPR.comОценок пока нет
- Chapter 11Документ25 страницChapter 11Marjorie PuzoОценок пока нет
- E-Fim OTNM2000 Element Management System Operation GuideДокумент614 страницE-Fim OTNM2000 Element Management System Operation GuidePrabin Mali86% (7)
- Life in The Middle Ages Unit Study - Grade 8Документ21 страницаLife in The Middle Ages Unit Study - Grade 8HCSLearningCommonsОценок пока нет
- Mechanics of Materials Lab 1-Zip Tie Tensile TestingДокумент7 страницMechanics of Materials Lab 1-Zip Tie Tensile TestingcoolshavaОценок пока нет
- If Tut 4Документ7 страницIf Tut 4Ong CHОценок пока нет
- Peter John G. Dadula: (Career Objective) (Educati ON)Документ1 страницаPeter John G. Dadula: (Career Objective) (Educati ON)Jericho JacalneОценок пока нет
- 50 Interview Questions For Adryenn AshleyДокумент5 страниц50 Interview Questions For Adryenn AshleyAdryenn AshleyОценок пока нет
- Analysis of Austenitic Stainless Steel by Spark Atomic Emission SpectrometryДокумент5 страницAnalysis of Austenitic Stainless Steel by Spark Atomic Emission SpectrometryVasu RajaОценок пока нет
- I/O Reviewer Chapter 1Документ3 страницыI/O Reviewer Chapter 1luzille anne alertaОценок пока нет
- Is 456 - 2016 4th Amendment Plain and Reinforced Concrete - Code of Practice - Civil4MДокумент3 страницыIs 456 - 2016 4th Amendment Plain and Reinforced Concrete - Code of Practice - Civil4Mvasudeo_ee0% (1)
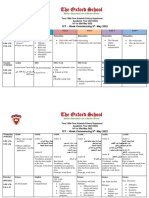
- Term 3 Mid-Term Assessment ScheduleДокумент9 страницTerm 3 Mid-Term Assessment ScheduleRabia MoeedОценок пока нет
- Emma Becomes CluelessДокумент8 страницEmma Becomes CluelessNathorlОценок пока нет
- Periods of Nursing HistoryДокумент38 страницPeriods of Nursing HistoryJeny Pearl Hijosa0% (1)
- Wardruna-Yggdrasil Bio EngДокумент3 страницыWardruna-Yggdrasil Bio EngCristian RamirezОценок пока нет
- The Spiritist Review - Journal of Psychological Studies - 1864 - January - Healing MediumsДокумент5 страницThe Spiritist Review - Journal of Psychological Studies - 1864 - January - Healing MediumsWayne BritoОценок пока нет
- Karling Aguilera-Fort ResumeДокумент4 страницыKarling Aguilera-Fort Resumeapi-3198760590% (1)
- Gripped by The Mystery: Franziska Carolina Rehbein SspsДокумент70 страницGripped by The Mystery: Franziska Carolina Rehbein SspsdonteldontelОценок пока нет