Вам также может понравиться
- Installation Operation Maintenance Instructions Model HD220 - HD270 Watercooled Gas CompressorДокумент14 страницInstallation Operation Maintenance Instructions Model HD220 - HD270 Watercooled Gas Compressorsourov mutsuddyОценок пока нет
- Skgd2000 CeДокумент98 страницSkgd2000 CeRafael GiraldoОценок пока нет
- Muyang SLHSJ Series Mixer: Operation ManualДокумент67 страницMuyang SLHSJ Series Mixer: Operation ManualLuis Felipe Saavedra ArangoОценок пока нет
- Munters Manual m120 enДокумент28 страницMunters Manual m120 enspj01Оценок пока нет
- Evinrude ServiceManual2012 40-50-60-65-75-90 PDFДокумент426 страницEvinrude ServiceManual2012 40-50-60-65-75-90 PDFadolfoc26188% (8)
- Ammco 4000gm Operation ManualДокумент32 страницыAmmco 4000gm Operation Manualjmartinezmo100% (2)
- Mercedes - OM 501 - OM 502 - EN OperatorsДокумент122 страницыMercedes - OM 501 - OM 502 - EN OperatorsRoysen Olsen86% (43)
- Front Flail Brushcutter ManualДокумент36 страницFront Flail Brushcutter Manualandy habibiОценок пока нет
- C185wkub Operacion y MantenimientoДокумент62 страницыC185wkub Operacion y MantenimientoVladimir100% (1)
- Style: MKII-III PlatformДокумент16 страницStyle: MKII-III PlatformChristoPher VegaОценок пока нет
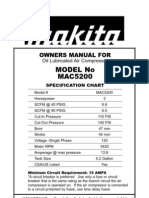
- Owners Manual for Oil Lubricated Air CompressorДокумент20 страницOwners Manual for Oil Lubricated Air CompressorwdowiuueОценок пока нет
- Instruction Manual Alfa Laval Tj40gДокумент50 страницInstruction Manual Alfa Laval Tj40gMohammadreza GabhraniОценок пока нет
- Manual Completo de Motor Kubota d722Документ132 страницыManual Completo de Motor Kubota d722saipem88100% (1)
- Winche Braden RW 300Документ31 страницаWinche Braden RW 300Raúl Francisco Cerda PizarroОценок пока нет
- Compresor 1 HP Husky PDFДокумент29 страницCompresor 1 HP Husky PDFJorge Luis Piñero VelazquezОценок пока нет
- Operator Manual: Instruction Manual Heatless Desiccant Air Dryers With Elektronikon and Purge ControlДокумент25 страницOperator Manual: Instruction Manual Heatless Desiccant Air Dryers With Elektronikon and Purge ControlLeonardo MartinezОценок пока нет
- Willo Pump - Operation Manual (Eng. Ver) PDFДокумент132 страницыWillo Pump - Operation Manual (Eng. Ver) PDFYongsak Yungyuen100% (1)
- Bomba ZLДокумент33 страницыBomba ZLErivelton ScaldelaiОценок пока нет
- Vdocument - in - Dressta TD 40c Crawler Dozer Bulldozer Service Repair Manual SN 1501 and UpДокумент19 страницVdocument - in - Dressta TD 40c Crawler Dozer Bulldozer Service Repair Manual SN 1501 and UpЮрий КременскийОценок пока нет
- Pajero Sports Workshop-Service Manual 1999Документ934 страницыPajero Sports Workshop-Service Manual 1999kiran_rm200693% (15)
- Mitsubishi Pajero Montero Sport 98Документ858 страницMitsubishi Pajero Montero Sport 98corollafx16100% (17)
- 1996 Pajero Sport Service ManualДокумент923 страницы1996 Pajero Sport Service ManualPedro Ipanema100% (1)
- 2954 5330 01 - XRV 1000 SD5 - enДокумент26 страниц2954 5330 01 - XRV 1000 SD5 - enarlindo-98Оценок пока нет
- 08 Isuzu 4le2 GBДокумент121 страница08 Isuzu 4le2 GBWere Wolf100% (14)
- Bucket Elevator 200 TPHДокумент28 страницBucket Elevator 200 TPHZeljkoSipcic100% (1)
- Series: Use and Maintenance Uso E Manutenzione Utilisation Et Entretien Betrieb Und Wartung Uso Y MantenimientoДокумент45 страницSeries: Use and Maintenance Uso E Manutenzione Utilisation Et Entretien Betrieb Und Wartung Uso Y Mantenimientoalex100% (2)
- TORO Reelmaster 3100-DДокумент306 страницTORO Reelmaster 3100-Ddalidelia100% (1)
- UntitledДокумент64 страницыUntitledzawmintun zpeОценок пока нет
- 01 - SLHSJ - 002 - 200911 EnglishДокумент68 страниц01 - SLHSJ - 002 - 200911 EnglishTwfeek AhmedОценок пока нет
- Emax - Manual de OperaciónДокумент20 страницEmax - Manual de OperaciónEnriqueMiguelPriceОценок пока нет
- Operating Manual: Grader Py180HДокумент80 страницOperating Manual: Grader Py180Hjechbolt1989Оценок пока нет
- Eppendorf 5415DRДокумент16 страницEppendorf 5415DRangelbuse1935Оценок пока нет
- CG431 Tractor: Operator's ManualДокумент88 страницCG431 Tractor: Operator's Manualandy habibiОценок пока нет
- Jet Dryer Process Manual (3051, 6051, 9051) (3-25-10)Документ49 страницJet Dryer Process Manual (3051, 6051, 9051) (3-25-10)rodrigotenerifeОценок пока нет
- OHE799Документ128 страницOHE799Emad Abu SafeihОценок пока нет
- wJGAIHuDI0EBhB Y062522-001-EN WEB2Документ6 страницwJGAIHuDI0EBhB Y062522-001-EN WEB2Pedro CardenasОценок пока нет
- BD06 Transmission Service ManualДокумент58 страницBD06 Transmission Service Manualgustavo100% (1)
- Lorentz Pump ManualДокумент16 страницLorentz Pump ManualGirish OniyilОценок пока нет
- Installation, Operation and Maintenance Manual: Document #455924 Energy Recovery VentilatorsДокумент36 страницInstallation, Operation and Maintenance Manual: Document #455924 Energy Recovery VentilatorsWESHIMОценок пока нет
- Evinrude 5007525 LoResДокумент369 страницEvinrude 5007525 LoResJulie Lafrance100% (2)
- Operating Instructions OM904LA OM926LAДокумент122 страницыOperating Instructions OM904LA OM926LAmnydinex100% (5)
- Back Tongs Super: Assembly, Operating and Maintenance Instructions Spare Parts ForgivenessДокумент16 страницBack Tongs Super: Assembly, Operating and Maintenance Instructions Spare Parts ForgivenessAlmir SehОценок пока нет
- Iveco Engine User Manual F32 - ENДокумент35 страницIveco Engine User Manual F32 - ENMuhammed Imran KhalidОценок пока нет
- Https WWW - Toolservicenet.com I DEVILBISS GLOBALBOM QU RAFTV660V 3 Instruction Manual EN MG7-OFTWIN-EДокумент16 страницHttps WWW - Toolservicenet.com I DEVILBISS GLOBALBOM QU RAFTV660V 3 Instruction Manual EN MG7-OFTWIN-EShouzab AbbasОценок пока нет
- Cleanfit W CPA450: Operating InstructionsДокумент32 страницыCleanfit W CPA450: Operating InstructionsRabah AmidiОценок пока нет
- Spencer CompressorДокумент20 страницSpencer Compressoricingrock100% (1)
- Deutz Operator Manual TCD 2015 enДокумент56 страницDeutz Operator Manual TCD 2015 enmnowaq100% (6)
- Practical Process Control for Engineers and TechniciansОт EverandPractical Process Control for Engineers and TechniciansРейтинг: 5 из 5 звезд5/5 (3)
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003От EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Рейтинг: 5 из 5 звезд5/5 (1)
- GM Automatic Overdrive Transmission Builder's and Swapper's GuideОт EverandGM Automatic Overdrive Transmission Builder's and Swapper's GuideРейтинг: 4.5 из 5 звезд4.5/5 (8)
- Chainsaw Operator's Manual: Chainsaw Safety, Maintenance and Cross-cutting TechniquesОт EverandChainsaw Operator's Manual: Chainsaw Safety, Maintenance and Cross-cutting TechniquesРейтинг: 5 из 5 звезд5/5 (1)
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisОт EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisРейтинг: 4 из 5 звезд4/5 (2)
- Practical Machinery Vibration Analysis and Predictive MaintenanceОт EverandPractical Machinery Vibration Analysis and Predictive MaintenanceРейтинг: 4.5 из 5 звезд4.5/5 (10)
- Daily Activity Equipment RepportДокумент13 страницDaily Activity Equipment RepportSyamsuri SamОценок пока нет
- Cat Dcs Sis Controller cssiSImageServletДокумент2 страницыCat Dcs Sis Controller cssiSImageServletSyamsuri SamОценок пока нет
- c18 - Emcp4.2 WiringДокумент2 страницыc18 - Emcp4.2 WiringBoulos Nassar100% (13)
- Godwin Primeguard 2 Controller: With Field Smart TechnologyДокумент2 страницыGodwin Primeguard 2 Controller: With Field Smart TechnologyFOXX AHMОценок пока нет
- HL160M Godwin Spec PDFДокумент2 страницыHL160M Godwin Spec PDFMohamed Badian TraoreОценок пока нет
- Manual de Partes 994 FДокумент7 страницManual de Partes 994 FRicardo Tolmo0% (1)
- K17 DealerManual-20160316Документ20 страницK17 DealerManual-20160316Syamsuri SamОценок пока нет
- Compact Oil Mist Filters Maintenance GuideДокумент15 страницCompact Oil Mist Filters Maintenance GuideSyamsuri SamОценок пока нет
- Motores AcerДокумент38 страницMotores AcerRocky Diego Chegne Salazar95% (39)
- Compact Oil Mist Filters Maintenance GuideДокумент15 страницCompact Oil Mist Filters Maintenance GuideSyamsuri SamОценок пока нет
- Godwin Product Catalog Us17 PDFДокумент44 страницыGodwin Product Catalog Us17 PDFAlvaro TreviñoОценок пока нет
- Allight LT6000 Operators ManualДокумент52 страницыAllight LT6000 Operators Manualcorrey100% (1)
- C4.4 To C 7.1 Industrial Products TPD1726E1Документ260 страницC4.4 To C 7.1 Industrial Products TPD1726E1Драгиша Небитни Трифуновић67% (3)
- Dewatering HandbookДокумент90 страницDewatering HandbookSyamsuri Sam0% (1)
- 61 - Southern Cross - Iso Pump - 250 X 200 - 315 - 975-1475 RPMДокумент1 страница61 - Southern Cross - Iso Pump - 250 X 200 - 315 - 975-1475 RPMSyamsuri Sam100% (1)
- Compact Oil Mist Filters Maintenance GuideДокумент15 страницCompact Oil Mist Filters Maintenance GuideSyamsuri SamОценок пока нет
- Ingersoll Rand AC185D Operators ManualДокумент70 страницIngersoll Rand AC185D Operators ManualYuswintoroОценок пока нет
- 7ivmiw 8: %Kvmgypxyvep-Rhywxvmep 4S (Iv9RmxwДокумент2 страницы7ivmiw 8: %Kvmgypxyvep-Rhywxvmep 4S (Iv9RmxwSyamsuri SamОценок пока нет
- Installation Operation Maintenance Instructions Model SP25 Vacuum PumpДокумент16 страницInstallation Operation Maintenance Instructions Model SP25 Vacuum PumpSyamsuri SamОценок пока нет
- Add A Valve ForДокумент1 страницаAdd A Valve ForSyamsuri SamОценок пока нет
- Cat Dcs Sis ControllerДокумент24 страницыCat Dcs Sis ControllerSyamsuri SamОценок пока нет
- K17 DealerManual-20160316Документ20 страницK17 DealerManual-20160316Syamsuri SamОценок пока нет
- Cat Dcs Sis Controller cssiSImageServletДокумент2 страницыCat Dcs Sis Controller cssiSImageServletSyamsuri SamОценок пока нет
- Motores AcerДокумент38 страницMotores AcerRocky Diego Chegne Salazar95% (39)
- Chapter5 EFI SYSTEM PDFДокумент74 страницыChapter5 EFI SYSTEM PDFHillan VieiraОценок пока нет
- Compact Oil Mist Filters Maintenance GuideДокумент15 страницCompact Oil Mist Filters Maintenance GuideSyamsuri SamОценок пока нет
- Compact Oil Mist Filters Maintenance GuideДокумент15 страницCompact Oil Mist Filters Maintenance GuideSyamsuri SamОценок пока нет
- Alternator Electronics Diagram ToyotaДокумент26 страницAlternator Electronics Diagram ToyotatestingОценок пока нет
- Cat Dcs Sis Controller cssiSImageServletДокумент2 страницыCat Dcs Sis Controller cssiSImageServletSyamsuri SamОценок пока нет
- Lecture 24 - Continuous (Multispan) Beams and The Method of Three MomentsДокумент10 страницLecture 24 - Continuous (Multispan) Beams and The Method of Three MomentsMacrem MacremОценок пока нет
- Rates For Rate Analysis Excel FormatДокумент23 страницыRates For Rate Analysis Excel FormatIswers GuptaОценок пока нет
- Technical - UMA - 01 - DM2-1015 PDFДокумент7 страницTechnical - UMA - 01 - DM2-1015 PDFSicologo CimeОценок пока нет
- Mla628 Owner ManualДокумент130 страницMla628 Owner ManualmarianoОценок пока нет
- Mirilla Vaposcope Sightglasses DBL 818475 01 VK14-VK16 enДокумент2 страницыMirilla Vaposcope Sightglasses DBL 818475 01 VK14-VK16 enAlberto Jara N.Оценок пока нет
- Exhaust Valve RotatorДокумент9 страницExhaust Valve RotatorThiet PhamОценок пока нет
- Parker Solenoid ValveДокумент9 страницParker Solenoid ValveHamza BayatОценок пока нет
- Secugrid: Advantages of PET/PPДокумент4 страницыSecugrid: Advantages of PET/PPDinesh PoudelОценок пока нет
- Module 12 NewДокумент315 страницModule 12 NewNorman Stewart Ah Shung71% (14)
- AA...A2 Differential Air Pressure Switch Installation GuideДокумент4 страницыAA...A2 Differential Air Pressure Switch Installation GuidePablo MartinezОценок пока нет
- GM 3 0Документ28 страницGM 3 0José roberto PoblanoОценок пока нет
- Sullair 900 1150 User ManualДокумент88 страницSullair 900 1150 User ManualLhsan Rajawi100% (1)
- Technical Databook 3E 3ES r2-2Документ87 страницTechnical Databook 3E 3ES r2-2EUROTANK MARITIMEОценок пока нет
- Epicyclic Gear TrainДокумент6 страницEpicyclic Gear TrainLow Kian JinОценок пока нет
- Mechanics of Deformable Bodies: Mapúa Institute of TechnologyДокумент16 страницMechanics of Deformable Bodies: Mapúa Institute of TechnologyAhsan AliОценок пока нет
- McCormick X60 Series (2011-2014) - RP67 - X60.50 Tractor Service Repair Manual PDFДокумент25 страницMcCormick X60 Series (2011-2014) - RP67 - X60.50 Tractor Service Repair Manual PDFfjkkekmdmОценок пока нет
- Analysis of A Turbojet With GasTurb 12Документ23 страницыAnalysis of A Turbojet With GasTurb 12pagonde83Оценок пока нет
- Motion in A Straight Line and Motion PrudeДокумент83 страницыMotion in A Straight Line and Motion PrudeTanujОценок пока нет
- Rockerbogie Mechanism Blackbook DataДокумент42 страницыRockerbogie Mechanism Blackbook Dataharshal kaduОценок пока нет
- Gravity-Driven Fluid Oscillations in A Drinking StrawДокумент4 страницыGravity-Driven Fluid Oscillations in A Drinking StrawAmaury DuránОценок пока нет
- Fire Pump Performance Test Results TemplateДокумент2 страницыFire Pump Performance Test Results TemplateATAIYERO ADEKUNLEОценок пока нет
- Boiler-Manual-Superior-Dryback SteamДокумент85 страницBoiler-Manual-Superior-Dryback Steamflorent reyОценок пока нет
- Vacuum Box Leak TestingДокумент6 страницVacuum Box Leak TestingSivaraman SelvarajОценок пока нет
- Suction Irrigation PDFДокумент3 страницыSuction Irrigation PDFNam LeОценок пока нет
- Seismic Analysis For Zone III, IV, V of (G+14) Multistorey Building With Bracings System Using Staad Pro SoftwareДокумент7 страницSeismic Analysis For Zone III, IV, V of (G+14) Multistorey Building With Bracings System Using Staad Pro SoftwareIJRASETPublicationsОценок пока нет
- BorsigДокумент37 страницBorsigChup AlaОценок пока нет
- Vibration Calculations in A Electric MotorДокумент14 страницVibration Calculations in A Electric MotorSantiago MolinaОценок пока нет
- Spare Parts Manual M1Документ195 страницSpare Parts Manual M1Kamlesh Kumar Lakhwara100% (4)
- NATEF Engine Performance Job SheetsДокумент13 страницNATEF Engine Performance Job SheetsAdriRojasОценок пока нет
- 8991 3816 00 List of PartsДокумент42 страницы8991 3816 00 List of PartsCésar Cusi LazoОценок пока нет