Вам также может понравиться
- JFE CasingДокумент40 страницJFE CasingezrawongОценок пока нет
- Hempaflor Decorate 600Документ2 страницыHempaflor Decorate 600Riian Apriansyah100% (1)
- BHA Guide: Bottom Hole Assembly Info for DrillingДокумент8 страницBHA Guide: Bottom Hole Assembly Info for DrillingHezron Bryian ManurungОценок пока нет
- 1.8 Casing Design1.9 Burst, Collapse, TensionДокумент19 страниц1.8 Casing Design1.9 Burst, Collapse, TensionMobeen MurtazaОценок пока нет
- Casing Types, Functions, and ClassificationsДокумент71 страницаCasing Types, Functions, and ClassificationsPeterMarkОценок пока нет
- Datasheet 30in Casing Ichalkil 4-Fieldwood (00000002)Документ2 страницыDatasheet 30in Casing Ichalkil 4-Fieldwood (00000002)Claudio Israel Godinez SomeraОценок пока нет
- Grant Prideco Field Service For Atlas Bradford ConnectionsДокумент12 страницGrant Prideco Field Service For Atlas Bradford Connectionsnardo_ingОценок пока нет
- Drawings All PUBLIC 7-14-20 - HuntingДокумент33 страницыDrawings All PUBLIC 7-14-20 - HuntingjaymuscatОценок пока нет
- Water Control BasicsДокумент40 страницWater Control BasicstonyОценок пока нет
- Instructions For Champ IV Packers: SectionДокумент20 страницInstructions For Champ IV Packers: SectionMohamed ShafieОценок пока нет
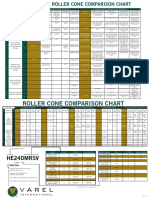
- ROLLER CONE COMPARISON CHART TUNGSTEN CARBIDE INSERTSДокумент2 страницыROLLER CONE COMPARISON CHART TUNGSTEN CARBIDE INSERTSBaitaw WanwarangОценок пока нет
- Model A Hydro TripДокумент1 страницаModel A Hydro TripFernando OlaveoОценок пока нет
- Pathfinder HDS-1 MWD Gamma ToolДокумент2 страницыPathfinder HDS-1 MWD Gamma Toolcheeeky_monkeyОценок пока нет
- Confined Compressive Strength Model of Rock For Drilling OptimizationДокумент7 страницConfined Compressive Strength Model of Rock For Drilling Optimizationodex100% (2)
- Lab 5 Reservoir Fluid StudiesДокумент10 страницLab 5 Reservoir Fluid StudiesIrwan JanuarОценок пока нет
- Chap EДокумент44 страницыChap ERANJITH K PОценок пока нет
- Hoisting Systems ExplainedДокумент21 страницаHoisting Systems Explainedsparda94Оценок пока нет
- VAM SFC 0511 SPДокумент8 страницVAM SFC 0511 SP11tkt11Оценок пока нет
- Drill Bit Classifier 2007Документ17 страницDrill Bit Classifier 2007amin peyvandОценок пока нет
- Mud Cooler ReportДокумент14 страницMud Cooler ReportAlok Singh100% (1)
- Inspection Casing On Location Procedure22222222Документ11 страницInspection Casing On Location Procedure22222222hamdi hamdiОценок пока нет
- Oil Casing Tubing DataДокумент3 страницыOil Casing Tubing DataAlexandru AndreiОценок пока нет
- NCS SpotFrac Saves Troubled Flossie Lake Horizontal CompletionДокумент9 страницNCS SpotFrac Saves Troubled Flossie Lake Horizontal CompletionMauro LozanoОценок пока нет
- PolarProp ApplicationДокумент4 страницыPolarProp ApplicationCristian BarbuceanuОценок пока нет
- 3 - Arenas Curables y ActivadoresДокумент52 страницы3 - Arenas Curables y ActivadoresPablo SotoОценок пока нет
- Filter Press HPHT 175R PDFДокумент3 страницыFilter Press HPHT 175R PDFHamed NazariОценок пока нет
- Tdas West Shell 091602Документ15 страницTdas West Shell 091602amin peyvandОценок пока нет
- Casing TallyДокумент11 страницCasing TallyianherzogОценок пока нет
- Bit ClassifierДокумент104 страницыBit Classifiersaeed65Оценок пока нет
- JFEBEAR - JFEBEAR Interchangeability Rules Rev 0 PDFДокумент2 страницыJFEBEAR - JFEBEAR Interchangeability Rules Rev 0 PDFnayrОценок пока нет
- Blast Joint/Flow Coupling: Document # RevisionДокумент1 страницаBlast Joint/Flow Coupling: Document # RevisionfelipeОценок пока нет
- The Ideal Bit Drag Bits: Fishtail Type Natural Diamond Polycrystalline Diamond Compact (PDC)Документ45 страницThe Ideal Bit Drag Bits: Fishtail Type Natural Diamond Polycrystalline Diamond Compact (PDC)ShourovjossОценок пока нет
- Casing DesignДокумент2 страницыCasing DesignTariq SaihoodОценок пока нет
- PDC Bits - All Comes From The Cutter Rock Interaction PDFДокумент9 страницPDC Bits - All Comes From The Cutter Rock Interaction PDFMejbahul SarkerОценок пока нет
- Attachment 10 SRXX-BTC - 5C1 DEC2009Документ6 страницAttachment 10 SRXX-BTC - 5C1 DEC2009Ahmadreza JaberipourОценок пока нет
- Overview of The Drilling Process and Rig SystemsДокумент3 страницыOverview of The Drilling Process and Rig Systemsعلي عباس جاسم غليم100% (1)
- Role of Rheology in ExtrusionДокумент25 страницRole of Rheology in Extrusionchristopher_kephart1Оценок пока нет
- Laser DrillingДокумент19 страницLaser Drillingmts1234100% (1)
- 05 - 3 ProtectorsДокумент35 страниц05 - 3 ProtectorsAndre Damara100% (1)
- Basic of Drillpipe Tensile Capacity and Its CalculationДокумент5 страницBasic of Drillpipe Tensile Capacity and Its CalculationMokr AchourОценок пока нет
- D3330D3330M-04 (2018) 15.10Документ6 страницD3330D3330M-04 (2018) 15.10marjan banooОценок пока нет
- Sedifilt Oil & Gas Brochure PDFДокумент8 страницSedifilt Oil & Gas Brochure PDFAalap DerasaryОценок пока нет
- Pipe Schedule Chart InchДокумент1 страницаPipe Schedule Chart InchLeroy Ambrosio GabineteОценок пока нет
- Dyna Drill Spec SheetsДокумент105 страницDyna Drill Spec SheetsDon BraithwaiteОценок пока нет
- Belt Identification Chart GATESДокумент1 страницаBelt Identification Chart GATESBenito Ramirez MirandaОценок пока нет
- Tri Can HandbookДокумент407 страницTri Can HandbookIMEDHAMMOUDA100% (1)
- Specialty Connectors PipeДокумент19 страницSpecialty Connectors PipeBhai RamaОценок пока нет
- Sample Directional Drilling CalculationДокумент4 страницыSample Directional Drilling CalculationBenjamin HaganОценок пока нет
- Hydraulic-Set Perma-Lach PHL PackerДокумент2 страницыHydraulic-Set Perma-Lach PHL PackerAmrani AdelОценок пока нет
- 4.500 in 18.90 PPF 0.430 in SM2535-125 VAM HTF-NR Ref. 27-11-17Документ1 страница4.500 in 18.90 PPF 0.430 in SM2535-125 VAM HTF-NR Ref. 27-11-17Ahmed Elwany100% (1)
- 7in 29ppf 13Cr-80 JFE BearДокумент1 страница7in 29ppf 13Cr-80 JFE BearYeit HauОценок пока нет
- Technical Catalogue (Imperial) HSC Casing PDFДокумент100 страницTechnical Catalogue (Imperial) HSC Casing PDFsouthernorОценок пока нет
- Senior Engineer Oil Gas in Houston TX Resume Morris NarunskyДокумент4 страницыSenior Engineer Oil Gas in Houston TX Resume Morris NarunskyMorrisNarunsky2Оценок пока нет
- Petrowiki Pressure Drop EquationsДокумент14 страницPetrowiki Pressure Drop Equationsrasnowmah2012Оценок пока нет
- Manpreet Et Al 2011Документ13 страницManpreet Et Al 2011manpreetОценок пока нет
- Compoaite Paper On EquipmentsДокумент7 страницCompoaite Paper On Equipmentsraj1508Оценок пока нет
- Fullpaper Csir Nal Icemp2014 0058Документ8 страницFullpaper Csir Nal Icemp2014 0058Vitor SegniniОценок пока нет
- Corrosion 2 PDFДокумент5 страницCorrosion 2 PDFDima Al KibbiОценок пока нет
- Hardwicke-Lau2013 Article AdvancesInThermalSprayCoatingsДокумент13 страницHardwicke-Lau2013 Article AdvancesInThermalSprayCoatingsBravОценок пока нет
- Composite Material Offshore Corrosion SolutionsДокумент15 страницComposite Material Offshore Corrosion SolutionsaruchellamОценок пока нет
- Siemens Site Healthcheck - DROPSДокумент3 страницыSiemens Site Healthcheck - DROPSairlinemembershipОценок пока нет
- DROPS - Ended So Badly 09 - 17 - 001Документ1 страницаDROPS - Ended So Badly 09 - 17 - 001airlinemembershipОценок пока нет
- DNV-Offshore Raiser Systems-OSS-302 PDFДокумент36 страницDNV-Offshore Raiser Systems-OSS-302 PDFairlinemembershipОценок пока нет
- Siemens Month 1 PosterДокумент1 страницаSiemens Month 1 PosterairlinemembershipОценок пока нет
- Siemens Month 2 PosterДокумент1 страницаSiemens Month 2 PosterairlinemembershipОценок пока нет
- WBS Project Management PDFДокумент85 страницWBS Project Management PDFGilmer Patricio100% (1)
- Statoil DROPS PresentationДокумент5 страницStatoil DROPS PresentationairlinemembershipОценок пока нет
- Global Drops: Łukasz SzadkowskiДокумент19 страницGlobal Drops: Łukasz SzadkowskiLeonardo Lannes VieiraОценок пока нет
- IWCF Accreditation HandbookДокумент20 страницIWCF Accreditation HandbookairlinemembershipОценок пока нет
- SnapOn Tools at HeightДокумент21 страницаSnapOn Tools at HeightairlinemembershipОценок пока нет
- Statoil DROPS PresentationДокумент5 страницStatoil DROPS PresentationairlinemembershipОценок пока нет
- AC-0025 Practical Assessor and Instructor Additional Primary Centre Application Form PDFДокумент5 страницAC-0025 Practical Assessor and Instructor Additional Primary Centre Application Form PDFairlinemembership0% (1)
- AC-0096 IWCF Level 5 Programme GuidanceДокумент7 страницAC-0096 IWCF Level 5 Programme Guidanceairlinemembership0% (1)
- DROPS Gravity 09-17-008Документ1 страницаDROPS Gravity 09-17-008airlinemembershipОценок пока нет
- AC-0018 Practical Assessor HandbookДокумент24 страницыAC-0018 Practical Assessor HandbookairlinemembershipОценок пока нет
- AC-0098 Accreditation Cancellation RequestДокумент5 страницAC-0098 Accreditation Cancellation RequestairlinemembershipОценок пока нет
- AC-0021 Practical Assessment - Notice To AssessorsДокумент1 страницаAC-0021 Practical Assessment - Notice To AssessorsairlinemembershipОценок пока нет
- AC-0085 Digital Assessment Accreditation GuidanceДокумент13 страницAC-0085 Digital Assessment Accreditation GuidanceairlinemembershipОценок пока нет
- AC-0102 Enhanced Well Control GuidanceДокумент8 страницAC-0102 Enhanced Well Control GuidanceairlinemembershipОценок пока нет
- Well Intervention Pressure Control Syllabi OverviewДокумент15 страницWell Intervention Pressure Control Syllabi OverviewairlinemembershipОценок пока нет
- AC-0024 Instructor Application FormДокумент6 страницAC-0024 Instructor Application FormairlinemembershipОценок пока нет
- AC-0084 Digital Assessment Application FormДокумент5 страницAC-0084 Digital Assessment Application FormairlinemembershipОценок пока нет
- AC-0082 IWCF Drilling Well Control Level 2 Cross Reference Form (Electronic)Документ36 страницAC-0082 IWCF Drilling Well Control Level 2 Cross Reference Form (Electronic)airlinemembershipОценок пока нет
- AC-0103 Enhanced Well Control ApplicationДокумент10 страницAC-0103 Enhanced Well Control ApplicationairlinemembershipОценок пока нет
- AC-0095 Change To FORUM UsersДокумент2 страницыAC-0095 Change To FORUM UsersairlinemembershipОценок пока нет
- AC-0049 Well Design RulesДокумент5 страницAC-0049 Well Design RulesairlinemembershipОценок пока нет
- AC-0087 Primary Centre Accreditation GuidanceДокумент16 страницAC-0087 Primary Centre Accreditation GuidanceairlinemembershipОценок пока нет
- AC-0097 Programme Accreditation ApplicationДокумент5 страницAC-0097 Programme Accreditation ApplicationairlinemembershipОценок пока нет
- AC-0027 Practical Assessor In-House Training Programme Application FormДокумент12 страницAC-0027 Practical Assessor In-House Training Programme Application FormairlinemembershipОценок пока нет
- AC-0100 Level 5 Programme Accreditation ApplicationДокумент11 страницAC-0100 Level 5 Programme Accreditation ApplicationairlinemembershipОценок пока нет
- Demo MP Current English ExamPediaДокумент28 страницDemo MP Current English ExamPediaanchalsingh8430Оценок пока нет
- 2017 PBB GuidelinesДокумент41 страница2017 PBB GuidelinesBen Bandojo100% (3)
- The Basics of Capital Budgeting Evaluating Cash Flows: Answers TO Selected End-Of-Chapter QuestionsДокумент17 страницThe Basics of Capital Budgeting Evaluating Cash Flows: Answers TO Selected End-Of-Chapter QuestionsIka NurjanahОценок пока нет
- Transcription of The Interview With Mr. Joselito Diga, Chief Financial Officer of UNILABДокумент4 страницыTranscription of The Interview With Mr. Joselito Diga, Chief Financial Officer of UNILABAngel Alejo AcobaОценок пока нет
- Office of The Municipal Mayor: Continued On Next PageДокумент5 страницOffice of The Municipal Mayor: Continued On Next PageErnest AtonОценок пока нет
- MAF551 - Exercise 1 - Answer Question 1 - Ridzuan Bin Saharun - 2017700141Документ14 страницMAF551 - Exercise 1 - Answer Question 1 - Ridzuan Bin Saharun - 2017700141RIDZUAN SAHARUNОценок пока нет
- TaxationДокумент742 страницыTaxationSrinivasa Rao Bandlamudi83% (6)
- 1 Economics October 2013 PRTCДокумент8 страниц1 Economics October 2013 PRTCCharry RamosОценок пока нет
- Saving Capitalism From Capitalists PDFДокумент44 страницыSaving Capitalism From Capitalists PDFAshish DeshpandeОценок пока нет
- Letter of IntentДокумент86 страницLetter of IntentarunceОценок пока нет
- Writing Module 5 (PP) - How To Write Project Proposal, Form and StyleДокумент22 страницыWriting Module 5 (PP) - How To Write Project Proposal, Form and StyleTieh Li SheaОценок пока нет
- Development and Contemporary Issues in Management AccountingДокумент15 страницDevelopment and Contemporary Issues in Management AccountingFaizah MK67% (3)
- England S Debt To India Lajpat Rai 1917Документ384 страницыEngland S Debt To India Lajpat Rai 1917smallverysmall100% (2)
- AGAP SeminarДокумент2 страницыAGAP Seminarramilgarcia100% (1)
- Ocr Ms 08 Legacy Gce JunДокумент24 страницыOcr Ms 08 Legacy Gce JunAhamed LafirОценок пока нет
- Growth Inequality and PovertyДокумент278 страницGrowth Inequality and Povertyولید عدنانОценок пока нет
- Uang Planner - Monthly Budget (English)Документ20 страницUang Planner - Monthly Budget (English)Jhoody Tandjung100% (1)
- Funds Management Budget Planning and ExecutionДокумент4 страницыFunds Management Budget Planning and ExecutionAkashОценок пока нет
- PUBLIC EXPENDITURES NotesДокумент13 страницPUBLIC EXPENDITURES NotesemeraldОценок пока нет
- 9708 m16 QP 32Документ12 страниц9708 m16 QP 32Junaid ZahidОценок пока нет
- Cash Budgets 2Документ9 страницCash Budgets 2Kopanang LeokanaОценок пока нет
- Unit1 (Basic) - D&F6e. Chap - 3-Revisiting Keynesian Model of Income DeterminationДокумент38 страницUnit1 (Basic) - D&F6e. Chap - 3-Revisiting Keynesian Model of Income Determination2K20/BAE/44 DHWANI JAINОценок пока нет
- Chap 10Документ43 страницыChap 10Boo LeОценок пока нет
- Soalan Budget Line MicroДокумент5 страницSoalan Budget Line MicroKhairy IsmailОценок пока нет
- Chapter 8 - Capital Budgeting Analysis - NPV and Other MethodsДокумент71 страницаChapter 8 - Capital Budgeting Analysis - NPV and Other MethodsMadhav Chowdary TumpatiОценок пока нет
- Business FInance Quiz 2Документ2 страницыBusiness FInance Quiz 2Pao C EspiОценок пока нет
- Pamantasan NG Lungsod NG Pasig: Test I - True or FalseДокумент4 страницыPamantasan NG Lungsod NG Pasig: Test I - True or FalseJOHN PAUL DOROINОценок пока нет
- Budget TheoriesДокумент8 страницBudget TheoriesGemini CapananОценок пока нет
- Practice Questions On Fiscal PolicyДокумент5 страницPractice Questions On Fiscal PolicyJaime SánchezОценок пока нет
- State Legislative Ratings Guide: IndianaДокумент16 страницState Legislative Ratings Guide: IndianaACU ConservativeОценок пока нет