Вам также может понравиться
- Encofrado en Frío para La Reparación de Un ChasisДокумент8 страницEncofrado en Frío para La Reparación de Un ChasisElito ZagalОценок пока нет
- Materiales PoliméricosДокумент13 страницMateriales PoliméricosElito ZagalОценок пока нет
- Aluminio Función y LaminaciónДокумент5 страницAluminio Función y LaminaciónElito ZagalОценок пока нет
- Distribución de PoissonДокумент8 страницDistribución de PoissonElito ZagalОценок пока нет
- Cultura ShuarДокумент15 страницCultura ShuarElito ZagalОценок пока нет
- Electroscopio CaseroДокумент1 страницаElectroscopio CaseroElito ZagalОценок пока нет
- Investigacion 2 - Maquinas CNC y Sus Codigos de ProgramacionДокумент6 страницInvestigacion 2 - Maquinas CNC y Sus Codigos de ProgramacionElito ZagalОценок пока нет
- Dispositivos SemiconductoresДокумент6 страницDispositivos SemiconductoresElito ZagalОценок пока нет
- Informe Casa de Los MarquesesДокумент1 страницаInforme Casa de Los MarquesesElito ZagalОценок пока нет
- Superficies de Revolución en GeoGebraДокумент11 страницSuperficies de Revolución en GeoGebraElito ZagalОценок пока нет
- Electroscopio CaseroДокумент1 страницаElectroscopio CaseroElito ZagalОценок пока нет
- Consulta AluminioДокумент6 страницConsulta AluminioElito ZagalОценок пока нет
- Silabo 01201701IAAA91AДокумент4 страницыSilabo 01201701IAAA91AFredy ParionaОценок пока нет
- Instructivon2nPareo 75614ca91e09f33Документ7 страницInstructivon2nPareo 75614ca91e09f33Mabel tatiana Sosa valderramaОценок пока нет
- MateriaДокумент144 страницыMateriaFranco Botta0% (1)
- EscuadraДокумент3 страницыEscuadraArmando MátalОценок пока нет
- Daewoo IiДокумент5 страницDaewoo Iikaterin escobarОценок пока нет
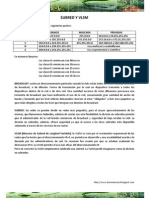
- Practica Subred y VLSMДокумент8 страницPractica Subred y VLSMjhormancely100% (2)
- ChillersДокумент107 страницChillersAnonymous e318j0SsAОценок пока нет
- SGS-LCH-ME-06 - Determinacion de Molibdeno Por GravimetriaДокумент6 страницSGS-LCH-ME-06 - Determinacion de Molibdeno Por GravimetriaJhonny Aguilar100% (2)
- Bases para La Gestion Del Sistema PresupuestalДокумент433 страницыBases para La Gestion Del Sistema Presupuestalnicko_eОценок пока нет
- Asignacion Beneficios 25 Años Martin Mamani ChoquehuancaДокумент4 страницыAsignacion Beneficios 25 Años Martin Mamani ChoquehuancaOskar ChavitoОценок пока нет
- Lixiviación Por Agitación - MineriaДокумент16 страницLixiviación Por Agitación - MineriaJesus De La Cruz Efus50% (2)
- HT UCARSAN SANITIZER 420 Vs Español-MulДокумент9 страницHT UCARSAN SANITIZER 420 Vs Español-MulMartín AlcarrazОценок пока нет
- Hazana by Paola Gavin Biblioteca AbiertaДокумент1 страницаHazana by Paola Gavin Biblioteca AbiertaValeria ZapataОценок пока нет
- Automatización en El Sector AutomotrizДокумент3 страницыAutomatización en El Sector AutomotrizMumulОценок пока нет
- TALLER-Unidad 1 - Conceptos Básicos de Accidentes de TrabajoДокумент24 страницыTALLER-Unidad 1 - Conceptos Básicos de Accidentes de TrabajoValentina GUERRERO MARMOLEJOОценок пока нет
- Gestion de Capital BinariasДокумент4 страницыGestion de Capital BinariasPatricio MillsОценок пока нет
- Accid Hk2718Документ6 страницAccid Hk2718yamidОценок пока нет
- Tipos de Malware en La ActualidadДокумент4 страницыTipos de Malware en La ActualidadDenniseОценок пока нет
- Pra-For-194 Entrega Insumos GratuidadДокумент1 страницаPra-For-194 Entrega Insumos GratuidadWilman CastilloОценок пока нет
- Descripción General Del ComputadorДокумент4 страницыDescripción General Del ComputadorJesús ColinaОценок пока нет
- F.T Piedralumbre Molida y RocaДокумент1 страницаF.T Piedralumbre Molida y Rocafundacion sinapsis vitalОценок пока нет
- Practica 5Документ14 страницPractica 5Daniel S. NavaОценок пока нет
- Renuncia - GPTДокумент1 страницаRenuncia - GPTRICARDO ARTURO ALTEZ INCISOОценок пока нет
- Ficha SDR-41 AlДокумент4 страницыFicha SDR-41 AlNelson JuniorОценок пока нет
- Estudio de Caso: La Oportunidad de Formarme: Actividad 3.2Документ5 страницEstudio de Caso: La Oportunidad de Formarme: Actividad 3.2Vanessa ObandoОценок пока нет
- Certf. CosmosДокумент1 страницаCertf. CosmosIrvin ChapilliquenОценок пока нет
- Actividad 4Документ62 страницыActividad 4Aurora Lucia TORRES GOMEZОценок пока нет
- Amparo Del IPYS Contra La Ley MulderДокумент4 страницыAmparo Del IPYS Contra La Ley MulderInstitutoPrensaySociedadОценок пока нет
- Guia 4Документ16 страницGuia 4W Alexander Naranjo RodriguezОценок пока нет
- LABORATORIO TRIBUTARIO 2022 Parte 1 PDFДокумент55 страницLABORATORIO TRIBUTARIO 2022 Parte 1 PDFYully Karolina MartinezОценок пока нет