Академический Документы
Профессиональный Документы
Культура Документы
Report New Third pageANOSH
Загружено:
AB Aneesh KrishnaОригинальное название
Авторское право
Доступные форматы
Поделиться этим документом
Поделиться или встроить документ
Этот документ был вам полезен?
Это неприемлемый материал?
Пожаловаться на этот документАвторское право:
Доступные форматы
Report New Third pageANOSH
Загружено:
AB Aneesh KrishnaАвторское право:
Доступные форматы
HYBRID MULTI-TASKING MACHINE TOOL
CHAPTER 1
INTRODUCTION
1.1 INTRODUCTION
Metal working process can be categorized into three types. The first one is
removal processing which is represented by machining, grinding, polishing, laser
cutting and so on. The second one is forming processing which is represented by
casting, forging, stamping, injection molding and so on. The third process which has
increasing focus is AM typified by 3D printing, rapid prototyping, coating, welding,
jointing, etc. As the advantages of AM, it enables the production of metal parts with
geometries that previously have not been possible with traditional technologies. In
addition, AM is a suitable method for efficient small lot production through reduction
of production lead time, set up and material preparation. However, in spite of these
advantages, the majority of manufacturing industry still hardly regards AM as a truly
viable manufacturing process alternative. There are a number of reasons for this;
including poor accuracy and productivity of parts which are made using AM
technologies. In addition, industrial scale AM equipment remains a significant capital
expense. Another fundamental reason is that building parts by AM is not currently
cost effective and is relatively slow compared to conventional manufacturing methods
for similar geometry components. Therefore, in these days, a number of government-
supported projects have been initiated for the development of equipment and
materials for use on production lines to manufacture components in Japan and
elsewhere. On the other hand, the integration of AM with traditional technologies
such as CNC machining has been widely practiced in academic and research area in
order to utilize the advantages of both methods for many years [1, 2, 3, 4]. The
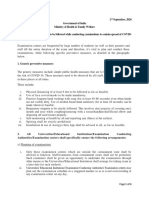
concept of hybridizing AM and CNC machining is to enable in-process finishing of
metal AM parts, typically achieving an order of improvement in accuracy and surface
finish straight out of the machine as shown in Fig.1. However, the intended purposes
of these hybrid concept systems were limited because these metal AM technologies
have many tasks for practical applications. In addition, most of these hybrid concept
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 1
HYBRID MULTI-TASKING MACHINE TOOL
systems platforms have drive axes configurations which focused on mainly additive
manufacturing technologies.
Therefore, they are not ideally configured for applications such as turning and 5-axis
machining which are necessary functions in order to produce wide variety of complex
components in one process for high-efficiency production. In order to solve these
problems and propose a new manufacturing system for the next generation, Mazak has
developed the Hybrid Multi-tasking machine named INTEGREX i-400 AM which has
further enhanced and increased the scope of the Done-in One.
Concept of hybridizing AM and CNC machining
LMD mechanism
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 2
HYBRID MULTI-TASKING MACHINE TOOL
Investigation has shown, hybrid concept systems have the potential and effective use
for high functionality mold production, Near-net shape manufacturing, repair
processing and coating. There are a number of companies which have launched hybrid
machine incorporating SLM technology and milling function as a solution for high
functionality mold manufacturing [5]. Mold manufacturing is relatively small for Mazak,
therefore, the focus has been on the rest of three potential applications. Basically, DED
technology has the advantage in these applications compared with PBF method including
SLM. Therefore, Mazak decided to choose LMD technology which is one of DED as AM
method for our hybrid machine because DED was developed technology from Laser
cladding which is general production method in some industries. It is a process that uses a
laser beam to form a melt pool onto a metallic substrate, into which powder is fed. The
powder melts to form a deposit that is fusion bonded to the substrate. The required
geometry is built up layer by layer. Though AM has received a lot of attention as a new
manufacturing technology in recent years, the strength of the evaluation of this method
for building parts by AM has been less well-established. Therefore, AM has not been
fully utilized as a real manufacturing method in industry. Typically, the qualification
period for adoption of new manufacturing technologies normally takes long-time to be
permitted as accepted manufacturing methods in aerospace industry where product
safety is critical. Mazak took particular note that a significant advantage of LMD
technology is the ability to combine a variety of different metals and alloys rather than
building up 3D object. Though it is possible to say that there are many effective
applications for LMD such as Near-net Shape, repair and coating manufacturing, it is
estimated that the most effective application to utilize this significant advantage is
material coating. In these days, there are many coating application requirements from the
oil and energy industry and the medical industry. Coating is the technology which has
been typically utilized in these industries and the strength evaluation method for this
technology has been very well-established. In the point of raw material figure view, there
are many applications which are full-machining from a long pipe shaft and a bar work
piece in these industries. Therefore, Mazak consciously decided to select a multitasking
machine “INTEGREX” which is designed for intensive production and an ideal platform
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 3
HYBRID MULTI-TASKING MACHINE TOOL
for the hybri machine to be developed. shows the developed hybrid multi-tasking
machine “AM”.INTEGREX i-400
1.1.1 INTEGREX i-400 AM
The developed machine as the platform of CNC machining consists basically
of 5 axes: 3 linear axes (X, Y and Z), a rotary C axis of the turning spindle, and a rotary B
axis around the Y axis. In addition, this machine has a second turning spindle for higher
productivity through the ability to carry out secondary operations in a single set up. In
order to integrate LMD technology to the multi-tasking machine, Mazak developed two
types of LMD heads.
INTEGREX i-400 AM
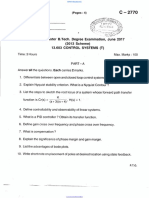
One of them is “Fine” LMD head which is a co-axial laser cladding type. It is designed to
confine the supplied amount of metal powder and the laser power aimed at high accuracy
LMD for intricate feature generation with a bead size of W: 1 mm and H: 0.5 mm. The
other is “High speed” LMD head which enables laser cladding with higher speed and
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 4
HYBRID MULTI-TASKING MACHINE TOOL
more efficient deposition rate, delivering a bead size of W: 3 mm and H: 1 mm because
the special lens in the head makes tophat power distribution and focus for a high power
multi-mode laser with a big laser spot size. In the case of LMD process for Inconel 718
powder, the deposition rate of “High speed” LMD head is about 1.0 kg/ hour. The various
types of LMD head are selected according to the type of application process and enable
to have a wider range of effective operations than using a single LMD head. They
provide robust process flexibility to meet a range of application requirements. These
LMD heads are designed to be stored in the standard tool magazine thanks to the head
interface design being the same as other machine tool holder interface. In this example, it
is Capto-C6. As the process of LMD, the AM head is loaded to the milling spindle by
ATC. Then, the protection cover which is a countermeasure against contamination into
optical parts in LMD head is removed from the head automatically and the head docks to
the manifold. This provides a laser, metal powder and inactive gas. Mazak developed this
machine with safety-minded because a fiber laser is applied as a heat source to melt metal
powder and substrates. For example, this machine was developed with covering the
processing area fully to prevent a laser light leakage, improving the door interlocking
system for an operator and applying a mineral glass for operating windows to protect
operator’s eyes. In addition, the fume extraction system is installed to avoid affect on the
human body by suspended metal powder in the atmosphere of processing area. Extra
lights for processing area, furthermore, are also placed on the basis of ergonomics to
ensure enough visibility for operators
1.2 OBJECTIVES
As discussed above, the research of hybrid manufacturing has gained
significant attention both in academia and industry. The reasons why hybrid
manufacturing processes are needed can be briefly summarized in two aspect: (1)
conventional manufacturing processes which have advantages and disadvantages; (2)
some of the products that need to be made these days can no longer be manufactured
by using individual conventional manufacturing processes or in other words, it is more
reasonable to manufacture those products by using hybrid processes in terms of process
capability, production time and costs. Some typical and representative examples are
outlined below.
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 5
HYBRID MULTI-TASKING MACHINE TOOL
1. Conventional deep micro-hole mechanical drilling of Inconel 718 is a time consuming
process. A noticeable improvement in terms of circularity was observed and 50%
increase of MRR was reported, while using the hybrid process combing mechanical
drilling with laser and ultrasonic vibration, respectively.
2. On the other hand, recast layer and spatter cannot be completely eliminated if an
individual laser drilling process is used. The combination of laser drilling and ECM
provides a solution to dramatically reduce recast layer.
3.In order to increase tool life, reduce cutting forces as well as obtain better surface
finish in mechanical milling, turning and grinding of hard materials (e.g. ceramics, H-13
mould steel, Ti and Ni-based-alloys and Inconel 718), the concepts of ultrasonic assisted
machining and thermally enhanced mechanical machining have A Review of Hybrid
manufacturing processes – state of the art and future perspectives 21 been proposed .
4.EDM process has been widely used in the machining of tungsten carbide and
stainless steels, but electrode deflection restricts its further development. Ultrasonic
assisted EDM is capable of machining those hard materials with reduced electrode
deflection effect.
5.Long production time is always the major concern in forming processes. Laser
assisted sheet metal forming has shown the advantages in improving material
formability and more importantly, reducing forming steps , which results in reduced
production time
1.3 REPORT OUTLINE
The chapter bifurcation in brief is as follows. Initially, Chapter 2 deals with
background information on the information’s and studies which are related to the Hybrid
multi-tasking machine tool. It also includes the manufacturing, working and the methods
used in AM technology. Chapter 3 discusses what all outputs which we get after using
this multi-tasking machine tool. In chapter 4, we discuss about the results and some
figures explaining the methods. Finally, the report concludes with Chapter 5 which
highlights the main contributions of this seminar and outlines potential direction for
further work.
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 6
HYBRID MULTI-TASKING MACHINE TOOL
CHAPTER 2
LITERATURE REVIEW
2.1 INTRODUCTION
In today’s manufacturing industry, various manufacturing operations
have been widely used for producing products for many industrial sectors. These
processes are generally recognized as CNC machining, additive manufacturing,
transformative processes such as forming, joining and dividing operations, for example
welding and sawing
However, these manufacturing processes have their inherent drawbacks
which cannot be eliminated. In other words, due to their technological constraints, they
are not always feasible for the production of various components in terms of geometry,
dimension and strength et. CNC machining can have the difficulties in machining
complex shapes due to tool accessibility. High temperature and tool wear are other
considerations while machining hard materials. Rapid prototyping is still restricted
because of long production time and low accuracy, as compared to CNC machining .
Limited materials’ formability and springback effect confines the development of
forming processes. In addition, dimensional accuracy is difficult to fully control in
welding processes.
Based on the problems mentioned above, hybrid manufacturing, which can
be considered as the combination of two or more manufacturing processes, is becoming
more and more topical for manufacturing researchers. The purpose of developing these
hybrid processes is to enhance their advantages whilst at the same time minimise their
disadvantage. The combination of CNC machining and additive processes may provide a
new substantial solution to the limitations of additive processes (Liang et al., 2002) due to
the high accuracy and machining speed that machining processes offer. Moreover, the
combination of laser heating and forming reduces spring back behaviour. The integration
of ultrasonic vibration and drilling can reduce the cutting force and tool wear rate. The
involvement of laser drilling and ECM significantly removes the recast layer and heat
affect zone . The above indicates that hybrid manufacturing has huge potential for growth
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 7
HYBRID MULTI-TASKING MACHINE TOOL
in terms of producing more complex parts with more flexibility and maintaining high
accuracy in a relatively short production time. Hybrid processes open new avenues of
research for enhancing processes capabilities, minimising their weaknesses and extending
application areas,operations, for example welding and sawing.
2.2 LITERATURE REVIEW ON HYBRID MULTI-TASKING MACHINE TOOL
2.2.1 A Review of Hybrid Manufacturing Processes – state of the art and future
perspectives Z. Zhu, V.G. Dhokia, A. Nassehi and S.T. Newman
This section briefly introduces the definitions of hybrid processes as well as
other related ‘hybrid’ terms from other researchers in order to provide the basic
fundamentals of hybrid processes. It is recognised that hybrid manufacturing/processes is
a vague term. Many researchers call the combination of different manufacturing
processes as hybrid manufacturing or hybrid processes without a precise definition. A
Review of Hybrid manufacturing processes – state of the art and future perspectives 3
Rajurkar et al. (1999) described ‘hybrid machining’ as a combination of two or more
machining processes to remove material. This definition is still seen to be vague. Kozak
and Rajurkar (2000) highlighted that ‘the performance characteristics of hybrid
machining processes must be considerably different from those that are characteristic for
the component processes when performed separately’. In detail, Aspinwall et al. (2001)
stated that the combination of machining operations can be considered either in terms of a
hybrid machining method, by which two or more machining processes are applied
independently on a single machine, or in terms of an assisted machining approach, by
which two or more processes are utilised simultaneously. Similarly, Menzies and Koshy
(2008) used ‘hybrid machining process’ to represent the combination of two or more
machining processes with ‘distinct mechanisms of material removal’. Furthermore, Curtis
et al. (2009) provided a limited definition, stating that only a method, where two or more
material removal processes work simultaneously can be termed ‘hybrid’.
2.2.2 Hybrid Manufacturing System Design and Development- Jacquelyn K. S.
Nagel1 and Frank W. Liou
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 8
HYBRID MULTI-TASKING MACHINE TOOL
Reliable and economical fabrication of metallic parts with complicated geometries is
of considerable interest for the aerospace, medical, automotive, tooling, and consumer
products industries. In an effort to shorten the time-to-market, decrease the
manufacturing process chain, and cut production costs of products produced by these
industries, research has focused on the integration of multiple unit manufacturing
processes into one machine. The end goal is to reduce production space, time, and
manpower requirements. Integrated systems are increasingly being recognized as a means
to meet these goals. Many factors are accelerating the push toward integrated systems.
These include the need for reduced equipment and process cost, shorter processing times,
reduced inspection time, and reduced handling. On the other hand, integrated systems
require a higher level of synthesis than does a single process. Therefore, development of
integrated processes will generally be more complex than that of individual unit
manufacturing processes, but it could provide simplified, lower-cost manufacturing.
2.2.3 Frontiers of Additive Manufacturing Research and Education-Yong Huang ,
Ming C. Leu
Additive manufacturing (AM), the process of joining materials to make objects
from three dimensional (3D) model data, usually layer by layer, is distinctly different
from and has many advantages over traditional manufacturing processes. For example,
customized and personalized parts can be made on-demand easily, no need exists for
special tooling in part fabrication, material waste is greatly reduced, the time and cost of
manufacturing can be reduced significantly for individualized parts and small-quantity
productions, novel components and structures with complex geometries and
heterogeneous compositions can be fabricated without difficulty, and the supply chain is
compressed drastically. Commonly known as “3D printing,” AM’s synonyms include
rapid prototyping, additive fabrication, additive processes, additive techniques, additive
layer manufacturing, layer manufacturing, freeform fabrication, solid freeform
fabrication, and direct digital manufacturing. AM provides a cost-effective and time
efficient way to produce low-volume, customized products with complicated geometries
and advanced material properties and functionality. At the 2013 NSF workshop on
“Frontiers of Additive Manufacturing Research and Education” held on July 11-12, 2013,
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 9
HYBRID MULTI-TASKING MACHINE TOOL
in Arlington, Virginia, stakeholders from academia, industry, and government shared
their ideas and knowledge about the frontiers of AM research, education, and technology
transfer. This report summarizes AM’s current state, future potential, gaps and needs, as
well as recommendations for technology and research, university-industry collaboration
and technology transfer, and education and training.
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 10
HYBRID MULTI-TASKING MACHINE TOOL
CHAPTER 3
DESIGN SETUP
3.1 Development background
Investigation has shown, hybrid concept systems have the potential and
effective use for high functionality mold production, Near-net shape manufacturing,
repair processing and coating. There are a number of companies which have launched
hybrid machine incorporating SLM technology and milling function as a solution for
high functionality mold manufacturing [5]. Mold manufacturing is relatively small for
Mazak, therefore, the focus has been on the rest of three potential applications. Basically,
DED technology has the advantage in these applications compared with PBF method
including SLM. Therefore, Mazak decided to choose LMD technology which is one of
DED as AM method for our hybrid machine because DED was developed technology
from Laser cladding which is general production method in some industries. It is a
process that uses a laser beam to form a melt pool onto a metallic substrate, into which
powder is fed. The powder melts to form a deposit that is fusion bonded to the substrate.
The required geometry is built up layer by layer. Though AM has received a lot of
attention as a new manufacturing technology in recent years, the strength of the
evaluation of this method for building parts by AM has been less well-established.
Therefore, AM has not been fully utilized as a real manufacturing method in industry.
Typically, the qualification period for adoption of new manufacturing technologies
normally takes long-time to be permitted as accepted manufacturing methods in
aerospace industry where product safety is critical. Mazak took particular note that a
significant advantage of LMD technology is the ability to combine a variety of different
metals and alloys rather than building up 3D object. Though it is possible to say that there
are many effective applications for LMD such as Near-net Shape, repair and coating
manufacturing, it is estimated that the most effective application to utilize this significant
advantage is material coating. In these days, there are many coating application
requirements from the oil and energy industry and the medical industry. Coating is the
technology which has been typically utilized in these industries and the strength
evaluation method for this technology has been very well-established. In the point of raw
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 11
HYBRID MULTI-TASKING MACHINE TOOL
material figure view, there are many applications which are full-machining from a long
pipe shaft and a bar work piece in these industries. Therefore, Mazak consciously decided
to select a multitasking machine “INTEGREX” which is designed for intensive
production and an ideal platform for the hybri machine to be developed. shows the
developed hybrid multi-tasking machine “AM”.INTEGREX i-400
3.1.1 Hybrid subtractive manufacturing processes
A significant number of papers have reported the development of hybrid processes for
integrating different machining methods as described below. These hybrid processes typically
aim to achieve higher performance, in terms of material removal rate (MRR), surface integrity
and tool wear,
1.Mechanical machining and ECM
A few studies have been reported on applying electrochemical and mechanical
machining (finishing processes) at the same time, in which case material is removed
mainly by chemical dissolve dissolution. Komanduri et al. (1997) reviewed chemical
mechanical polishing processes and showed its effectiveness for polishing of
semiconductors. Lee and Jeong (2009) conducted experiments for polishing workpieces
made from copper, in which the copper ion is dissolved electrochemically in an
electrolyte and followed by mechanical polishing on a single machine. However, the
electrolyte contamination was unavoidable. Zhu et al. (2011) investigated the
mechanical-electrochemical machining of small holes by ECM and grinding.
Electrochemical machining is also used in the in-process machining of grinding wheels.
Lim et al. (2002a) studied the mechanisms of dressing and grinding operations. The
retrofitted grinding machine they developed consisted of a metal-bonded grinding wheel
and a dressing unit which utilises the effects of electrical discharge and electrochemical
processes for the in-process dressing of the wheel (Fathima et al., 2007)
2.Mechanical machining and Electric Discharge Machining (EDM)
The application of mechanical and EDM has enabled the exploration of
machining micro features in hard and brittle materials. Aspinwall et al. (2001) combined
EDM and high speed milling (HSM) by mounting a graphite electrode on the spindle of
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 12
HYBRID MULTI-TASKING MACHINE TOOL
the HSM centre to machine nickel-based alloys. An attempt has been made by Lim et al.
(2002b) to machine components with microstructures by turning and micro-EDM, where
turning was used for fast preparation of the thin tool electrode on-machine. Kozak et al.
(2003) replaced graphite and brass grinder with a metal-bonded grinding wheel in the
electro discharge grinding process for rough machining, where the synergistic interactive
effect of the combination of conventional and electro discharge grinding realised a higher
material removal rate (Kozak and Oczos, 2001).
3.Mechanical machining and laser cutting
As laser cutting provides high precision and zero tool wear, the resulting
combination of mechanical machining and laser cutting dramatically reduces tool wear,
leading to increased accuracy. In industry, the most wide-spread application of this
technology is the use of mechanical machining centres integrated with laser processing
units (DMG, 2011). In the academic literature, more variations of this technology have
been identified and are recognised below. A high speed milling machine equipped with
an Nd: YAG laser source has been developed by Quintana et al (2009), which is capable
of producing micro metallic components. Li et al. (2005a) reported a 100% increase in
MRR compared to pure laser milling, while simultaneously applying an abrasive jet to
the laser melted pool for removing the molten material in-situ. Instead of using a laser
simultaneously, Okasha et al. (2010) used a sequential laser and mechanical drill for the
micro-drilling of Inconel® 718. Similarly, Biermann and Heilmann (2011) used a laser to
pre-drill a pilot hole, followed by single-lip deep hole mechanical drilling on non-planar
surfaces.
4.Laser cutting and EDM
Laser cutting and EDM research concentrates on micro-machining applications
for reducing production time and eliminating the recast and heat affected zone caused by
laser ablation. Li et al. (2006) used a sequential laser and EDM for the micro-drilling of a
fuel injection nozzle with a diameter of 137-140μm. Kim et al. (2010) applied laser
cutting for rough machining of grooves and subsequently, micro EDM was employed to
finish machine the parts, therefore significantly reducing the tool wear of the electrode.
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 13
HYBRID MULTI-TASKING MACHINE TOOL
5.Laser cutting and ECM
This is a method that uses laser drilling with an electrochemical dissolution,
which has been investigated to improve the quality of drilled holes in terms of recast
layer, spatter and heat affected zones (Li and Achara, 2004). A jet electrolyte was aligned
coaxially with the laser beam, where the material was removed mainly by the laser with
the recast layer and spatter being dramatically reduced by the effect of ECM jet
simultaneously (Zhang et al., 2009a)
6. EDM and ECM
The electro chemical discharge machining (ECDM) process, which combines
ECM and EDM on a single platform, has been studied since the 1970s (Cook et al., 1973;
Tsuchiya et al., 1985; Chikamori, 1991). Electrical discharges between the cathodic state
of the art and future perspectives 7 electrode and the anodic work piece occurs, whilst the
electrochemical dissolves the work piece (Chak and Rao, 2007). Bhattacharyya et al.
(1999) and Schopf et al. (2001) successfully used an ECDM process in trueing and
dressing of metal bonded diamond grinding wheels/tools
3.2 Hybrid manufacturing system
The laser aided manufacturing process (LAMP) lab at Missouri University of
Science and Technology (formerly University of Missouri-Rolla) houses a 5-axis hybrid
manufacturing system, which was established by Dr. Liou and other faculty in the late
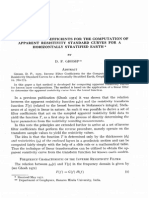
1990s. This system entails additive-subtractive integration, as shown in Figure, to build a
rapid prototyping/ manufacturing infrastructure for research and education at Missouri
S&T. Integration of this kind was planned specifically to gain sturdy thin wall structures,
good surface finish, and complex internal features, which are not possible by a LMD or
machining system alone. Overall, the system design provides greater build capability,
better accuracy, and better surface finish of structures with minimal post-processing
while supporting automated control. Applications of the system include repairing
damaged parts (Liou et al., 2007), creating functionally gradient materials, fabrication of
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 14
HYBRID MULTI-TASKING MACHINE TOOL
overhang parts without support structures, and embedding sensors, and cooling channels
into specialty parts. The LAMP process planning system is a in-house layered
manufacturing or slicing software that imports STL models from a commercial CAD
package to generate a description that specifies melt pool length (mm), melt pool peak
temperature, clad height (mm) and sequences of operations. The objective of the process
planning software is to integrate the five-axis motion and deposition-machining hybrid
processes. The results consist of the subpart information and the build/machining
sequence .
To generate an accurate machine tool path a part skeleton, which calculates distance
and offset edges or boundaries, is created of the CAD model. Distance, gradient, and
tracing functions were modified to allow more complicated and unconnected known
environments for successful implementation with the LAMP hybrid manufacturing
system. Basic planning steps involve determining the base face, extracting the skeleton,
decomposing a part into subparts, determining build sequence and direction for subparts,
checking the feasibility of the build sequence and direction for the machining process,
and optimization of the deposition and machining.
Five-axis Hybrid Manufacturing Process
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 15
HYBRID MULTI-TASKING MACHINE TOOL
3.3 Application example
Considering the potential purpose of use as mentioned above, Mazak
developed an application example for oil energy industry. The material of cylinder shaft
substrate is Stainless Steel alloy (316S31), a popular material for casing pipes used in
offshore oil due to the good corrosion-resistance against seawater. The metal powder for
deposition is Nickelbase alloy Inconel 718 with characteristics ideal for environments
with high-temperature, corrosion, oxidation and creep resistance. The particle diameter of
the powder is approximately 50 – 100 m. This is the application for the purpose to
make a product with high-value adding, improving productivity and reducing production
cost by jointing high functional and dissimilar metal materials to substrates. In addition,
this application includes laser marking in order to propose the idea which the hybrid
machine can create a product in one process with ensuring traceability as well. The
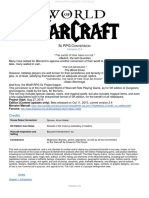
hybrid process for the application by INTEGREX i- 400 AM is shown in Fig.6. This
application makes 6 parts of spiral coating, 12 fins and a flange in the hybrid process with
“High Speed” LMD and CNC machining. 6 bosses are made in the hybrid process with
“Fine” LMD and CNC machining. Our company logo is carved in 6 areas as laser
marking which is done by Fine LMD head without metal powder feeding. As , the total
cycle time of this application is 634 minutes. Considering about the case that the same
shape of this workpiece is produced by machining from a solid material of Inconel 718,
the cycle time in the hybrid process is not dramatically improved. However, it is clear
that hybrid process gets a serious reduction in material cost and tool consumption. Even
though the price of metal powder is still expensive in the market, the deposition area in
this application is limited and the amount of metal powder consumption is less than 10 kg
in this application. It is in the region of $2,000 as an indicative estimation. The Stainless
steel substrate is about $500 by 50 kg. Therefore, the total material cost is about $2,500.
On the other hand, in the case that the same shape of this work-piece is produced by
machining from a solid material of Inconel 718, approximately 90kg of the solid material
is necessary because of the size. It costs more than $90,000 in material only. In addition,
it is obvious that the tooling consumption for machining Inconel 718 materials from 90
kg to 50 kg as a finished product is huge amount. Therefore, it is possible to say that there
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 16
HYBRID MULTI-TASKING MACHINE TOOL
are many applications like this case that hybrid process has a big advantage comparing to
conventional way, if all parts of the product are not necessary to be manufactured from
the sam high-valued material.
Application example of a hybrid process by INTEGREX i-400 AM
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 17
HYBRID MULTI-TASKING MACHINE TOOL
CHAPTER 4
RESULT ANALYSIS
In an effort to shorten the time-to-market, decrease the manufacturing process
chain and cut production costs, research has focused on the integration of multiple
manufacturing processes into one machine; meaning less production space, time, and
manpower needed. An integrated or hybrid system has all the same features and
advantages of rapid prototyping systems, plus provides a new set of features and benefits.
Moreover, hybrid manufacturing systems are increasingly being recognized as a means to
produce parts in material combinations not otherwise possible and have the ability to
fabricate complex internal geometries, which is beyond anything that can be
accomplished with subtractive technologies alone. Internal geometries such as complex
conformal cooling channels provide better product thermal performance, which additive
fabrication processes create them with ease, giving the manufacturer a better product with
little extra cost. As manufacturers and customers dream up more complex products,
requiring more advanced equipment and software, hybrid systems will emerge. In short,
integrating additive and subtractive technologies to create new manufacturing systems
and processes is going to advance the manufacturing industry in today’s competitive
market. Modeling and simulation, both qualitative and quantitative, were shown to be an
integral part of hybrid system design and development as well as motivate areas of
research that a pure empirical approach does not reveal. Although this research is focused
on integrating additive and subtractive processes, the general principles can also be
applicable to integrating other unit manufacturing processes (NRC, 1995). Integrated
processes can combine multiple processes that fall within the same family, such as
different material removal processes, or they can combine processes that are in different
unit process families, such as a mass-change process and a microstructure-change
process. The results can lead to significant processing breakthroughs for low-cost, high-
quality production. Future work includes applying integrated process and product
analysis to various hybrid processes that integrate different manufacturing processes and
applying the hybrid system concept to other types of configurations, such as those that
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 18
HYBRID MULTI-TASKING MACHINE TOOL
include robots. Model-based simulation reveals various new opportunities for
simultaneous improvement of part quality, energy and material efficiencies, and
environmental cleanness. Thereby, accelerating the hybrid integration process. Other
work includes applying an open architecture for the hybrid controller, as such an
architecture avoids the difficulties of using proprietary technology and offers an efficient
environment for operation and programming, ease of integrating various system
configurations, and provides the ability to communicate more effectively with
CAD/CAM systems and factory-wide information management systems.
APPLICATIONS
AM has been used across a diverse array of industries, including automotive,
aerospace, biomedical, energy, consumer goods, and many others. Figure 2 shows a
schematic of the AM field represented by a tree model based on the output of the 2009
Roadmap for Additive Manufacturing (RAM) Workshop [5]. The base of the tree
consists of the various AM processes. The trunk represents the research and development
efforts that spring from these processes. The branches are the outcomes and benefits of
these efforts. New applications and benefits are expected to grow in time, and other
applications will branch into significant subcategories. Though the applications of AM
are expanding into numerous areas, such as food engineering, we will briefly describe its
applications in the aerospace, automobile, and biomedical fields. Aerospace components
often have complex geometries and usually are made from advanced materials, such as
titanium alloys, nickel superalloys, special steels, or ultra-high temperature ceramics,
which are difficult, costly, and time-consuming to manufacture using conventional
processes. Additionally, aerospace production runs are usually small, limited to a
maximum of several thousand parts. Therefore, AM technology is highly suitable for
aerospace applications. For example, after their tests of AM-fabricated parts, BAE
Systems has approved a replacement part made using AM – a plastic window breather
pipe for the BAE 146 regional jet. Furthermore, Optomec [10] recently used the Laser
Engineered Net Shaping (LENS) process to fabricate complex metal components for
satellites, helicopters, and jet engines.
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 19
HYBRID MULTI-TASKING MACHINE TOOL
In the automotive industry, AM technology has been explored as a tool in the
design and development of automotive components because it can shorten the
development cycle and reduce manufacturing and product costs. AM processes also have
been used to make small quantities of structural and functional components, such as
engine exhausts, drive shafts, gear box components, and braking systems for luxury, low-
volume vehicles. Unlike passenger cars, vehicles for motorsports usually use lightweight
alloys (e.g., titanium) and have highly complex structures and low production volumes.
Companies and research institutes also have successfully applied AM techniques to
manufacture functional components for racing vehicles. Ample AM application
opportunities exist in the biomedical field for the fabrication of customshaped orthopedic
prostheses and implants, medical devices, biological chips, tissue scaffolds, living
constructs, drug-screening models, and surgical planning and training apparatuses. The
year 2013 marked the 15th year of cell printing, an ambitious vision to create a
developmental biology-enabled, scaffold-less technique to fabricate living tissues and
organs by printing living cells [11, 12]. A typical cell printing process consists of three
stages: 1) pre-processing: creating tissue- or organ-specific CAD models for each patient
using CT scan data, 2) processing: using AM processes to deposit living cells into 3D
biological constructs [12-14], and 3) post processing: incubating printed tissues or organs
to encourage tissue fusion and maturation. In industry, medium and large quantities of
polymer-based components usually are manufactured by injection molding. It is difficult
for AM to compete with injection molding in producing these components directly.
However, AM processes can be used to manufacture the injection molds (called rapid
tooling) to reduce the time and cost of new tool development. Similarly, metallic parts
can also be casted from molds or dies made using AM technology.
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 20
HYBRID MULTI-TASKING MACHINE TOOL
CHAPTER 5
CONCLUSION
The initial purpose of developing hybrid manufacturing processes is to provide
the advantages of constituent processes whilst minimising their inherent drawbacks
(Karunakaran et al., 2010). Even though the specific consensus of hybrid processes
definition has not been formed, the development of a hybrid concept is becoming wide
spread and in this paper has been broken down into seven major research areas. The
combinations of subtractive processes are mainly applied in the milling, turning, drilling
and grinding of difficult to machine materials e.g. super alloys and ceramic. Due to the
high surface quality provided by mechanical machining and EDM, they are the major
contributors to material removal. With ultrasonic vibration or laser cutting, lower tool
wear, higher surface integrity and shorter production times are achieved to some extent.
Laser processing is still drawing considerable research interest in hybrid subtractive and
transformative processes, whereas the use of the laser does not participate in cutting
materials, but changing the microstructures of the materials. It enables conventional
machining operations to remove the material more easily in terms of the lower cutting
forces, longer tool life and higher material removal rate. However, these types of
combinations cannot increase the flexibility of the processes, therefore, researchers
employ rapid prototyping technology to flexibly build components with arbitrary shapes
and then further machine the components for obtaining high dimensional accuracy. With
the trend of producing hybrid products, hybrid additive processes technology has been
proposed, which is aimed at the fabrication of multi-material parts. Similarly, hybrid
transformative processes emerged due to specific demand, for example, the formability of
high-strength sheet metals for making complex thin shapes. In summary, new kinds of
combinations are still emerging, which extend to broader application fields. There is a
major need to establish the relationships between constituent processes and their
respective control systems. This will largely determine the development of hybrid
processes in the future. In addition, breakthroughs in individual processes can promote an
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 21
HYBRID MULTI-TASKING MACHINE TOOL
advance in hybrid processes developments. The authors believe that for hybrid
manufacturing processes to be fully realised, a number of future research advances, need
to be addressed, namely i) integration with other processes; ii) need for new process
planning methods (Xu et al., 2011); iii) modeling representations of hybrid process
capabilities (Nassehi et al., 2011); and iv) additional standards
CHAPTER 6
REFERENCES
[1] K. Karunakaran, V. Pushpa, S. B. Akula, S. Suryakumar. Technoeconomic analysis
of hybrid layered manufacturing. International journal of intelligent systems technologies
and applications; 2008. vol.4: p.161- 176.
[2] Jacquelyn K. S. Nagel Frank W. Liou. Hybrid Manufacturing System Design and
Development, Manufacturing System, InTech; 2012
[3] Klas B, Slavko D, David H. Hybrid Manufacturing; Integration of Additive
Technolgies for Competitive Production of Complex Tools and Products. 15th
International Research/Expert Conference; 2011.
[4] Jason J, Phil M, Riccardo t, Clinton P, David W. Remanufacture of turing blades by
laser cladding, maching and in-process scanning in a single machine. 23rd Annual
International Solid Freeform Fabrication Symposium; 2012 Austin, TX, USA. :
University of Texas, p.821-827.
[5] Yong Huang, Ming C. Leu. Frontiers of Additive Manufacturing Research and
Education. Report of NSF Additive Manufacturing Workshop; 2013.
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 22
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 23
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 24
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 25
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 26
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 27
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 28
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 29
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 30
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 31
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 32
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 33
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 34
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 35
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 36
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 37
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 38
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 39
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 40
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 41
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 42
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 43
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 44
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 45
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 46
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 47
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 48
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 49
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 50
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 51
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 52
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 53
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 54
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 55
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 56
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 57
HYBRID MULTI-TASKING MACHINE TOOL
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 58
HYBRID MULTI-TASKING MACHINE TOOL
Around 35,000 BCE, Homo sapiens discovered the benefits of the application of
rotary tools. This would have rudimentarily consisted of a pointed rock being spun
between the hands to bore a hole through another material. This led to the hand drill, a
smooth stick that was sometimes attached to flint point, and was rubbed between the
palms. This was used by many ancient civilizations around the world including the
Mayans. The earliest perforated artifacts such as bone, ivory, shells and antlers found, are
from the Upper Paleolithic era. Bow drill (strap-drills) are the first machine drills, as they
convert a back-and forth motion to a rotary motion, and they can be traced back to around
10,000 years ago. It was discovered that tying a cord around a stick, and then attaching
the ends of the string to the ends of a stick (a bow), allowed a user to drill quicker and
more efficiently. Mainly used to create fire, bow-drills were also used in ancient
woodwork, stonework and dentistry.
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 59
HYBRID MULTI-TASKING MACHINE TOOL
Archeologist discovered a Neolithic grave yard in Mehrgrath, Pakistan dating
from the time of the Harappans, around 7,500-9,000 years ago, containing 9 adult bodies
with a total of 11 teeth that had been drilled. There are hieroglyphs depicting Egyptian
carpenters and bead makers in a tomb at Thebes using bow-drills. The earliest evidence
of these tools being used in Egypt dates back to around 2500 BCE. The usage of bow-
drills was widely spread through Europe, Africa, Asia and North America, during ancient
times and is still used today. Over the years many slight variations of bow and strap drills
have developed for the various uses of either boring through materials or lighting
fires.The core drill was developed in ancient Egypt by 3000 BC. The pump drill was
invented during Roman times; it consists of a vertical spindle aligned by a piece of
horizontal wood and a flywheel to maintain accuracy and momentum.
Drill machines have been the heart of every industry. Drilling holes in parts,
sheets and structures is a regular industrial work. Perfect and well aligned drilling needs
fixed and strong drills. Some parts cannot be drilled using fixed drills due to low space
between drill bit and drill bed. We need to use hand drills in such cases but hand drills
have alignment problems while drilling. So here i propose a 360º flexible drill that can be
mounted on a table or wall and can be used to drill holes horizontally, vertically or even
upside down. So this makes it possible for easy drilling in even complicated parts and
surfaces. Thus i use rotating hinges and connectors with motor mount and supporting
structure to design and fabricate a 360 degree drilling machine for easy drilling
operations.
Drilling machine is one of the most important machine tools in a workshop. It was
designed to produce a cylindrical hole of required diameter and depth on metal work
pieces. Though holes can be made by different machine tools in a shop, drilling machine
is designed specifically to perform the operation of drilling and similar operations.
Drilling can be done easily at a low cost in a shorter period of time in a drilling machine.
Drilling can be called as the operation of producing a cylindrical hole of required
diameter and depth by removing metal by the rotating edges of a drill. The cutting tool
known as drill is fitted into the spindle of the drilling machine. A mark of indentation is
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 60
HYBRID MULTI-TASKING MACHINE TOOL
made at the required location with a center punch. The rotating drill is pressed at the
location and is fed into the work. The hole can be made up to a required depth. Drilled
holes are characterized by their sharp edge on the entrance side and the presence of burrs
on the exit side (unless they have been removed). Also, the inside of the hole usually has
helical feed marks. Drilling may affect the mechanical properties of the work piece by
creating low residual stresses around the whole opening and a very thin layer of highly
stressed and disturbed material on the newly formed surface.
1.1.1 DRILLING MACHINE MOUNTED ON THE TABLE
The above figure shows that the machine is mounted on the table. It can also be
mounted on the wall for easy transportation.
1.1.2 DRILLING HEAD OPERATED BY BARE HAND
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 61
HYBRID MULTI-TASKING MACHINE TOOL
The above figure shows that even if the machine is automatic, the drill head is
controlled by bare hands. With the help of bare hands, the drill head moves along with
the flexible arm.
1.2 OBJECTIVES
Drilling machine can be used for drilling in all direction (x, y, z and radial).
These drilling machines can be used for drilling different materials like wood,
metal, etc.
Main purpose is to reduce time and vibration in drilling operation.
Drilling machine is compact and flexible.
It can be used in small and large scale Industries for increasing production
rates.
1.3 SCOPE
Complete automation can be achieved
Easy locking technique can be derived.
180o rotation of the upper base plate can be modified further more to achieve
360o rotation
Mobility of machine can be increased.
Portability can be improvised.
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 62
HYBRID MULTI-TASKING MACHINE TOOL
Base bottom plate can be magnetized for an environment where no clamping
is possible.
Locking in the base can be further accurate by the use of gears or any stepper
motor.
It is used in industries.
It is used with automation for automatic drilling.
In future it is used in every field where drilling is required.
Also use this method of rotation of arm in other machining operation.
1.4 REPORT OUTLINE
The chapter bifurcation in brief is as follows. Initially, Chapter 2 deals
withbackground information on the information’s and studies which are related to the
flexible drilling machine. It alsoincludes the manufacturing, working and the methods
used in drilling. Chapter 3 discusses what all outputs which we get after using this
drilling machine. In chapter 4, we discuss about the results and some figures explaining
the methods. Finally, the report concludes with Chapter 5 which highlights the main
contributions of this seminar and outlinespotential direction for further work.
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 63
HYBRID MULTI-TASKING MACHINE TOOL
CHAPTER 2
LITERATURE REVIEW
2.1INTRODUCTION
The purpose of this chapter is to provide a literature survey of past research effort
such as journals or articles related to flexible drilling machine,and to study the new
inventions related to this topic. Moreover, review of other relevant research studies is
made to provide more information in order to understand more on this research. Current
and previous research related to 360 degree flexible drilling machine will be discussed in
the literature review.
2.2LITERATURE REVIEW ON 360 DEGREE FLEXIBLE DRILLING MACHINE
2.2.1Mr. K. I. Nargatti, Mr. S. V. Patil, Mr. G. N. Rakate
They developed a model in Multispindle Drilling Head with Varying Centre
Distance. Multiple-spindle drilling machines are used for mass production, a great time
saver where many pieces of jobs having many holes are to be drilled. Multi-spindle head
machines are used in mechanical industry in order to increase the productivity of
machining systems. This machine has two spindles driven by a single motor and all the
spindles are fed in to the work piece simultaneously. Feeding motions are obtained either
by raising the work table or by lowering the drills head.As the name indicates multiple
spindle drilling machines have two spindles driven by a single power head, and these two
spindles holding the drill bits are fed into the work piece simultaneously. The spindles are
so constructed that their Centre distance can be adjusted in any position within the drill
head depending on the job requirement.The positions of those parallel shafts holding the
drills are adjusted depending upon the locations of the holes to be made on the job. Based
on the literature review, the most parameters that widely considered when investigating
the operation of a machine are feed rate, spindle speed and depth of cut. Most of the
researches didn’t consider the uncontrolled parameters, such as tool geometry, tool wear,
chip loads, and chip formations, or the material properties of both tool and work piece.
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 64
HYBRID MULTI-TASKING MACHINE TOOL
2.2.2 Niranjan Hugar, Ajithkumar, A.
Increasing production capacity of manufacturing industry with minimum increase
in cost is the challenge faced by the modern production industry. In this regard an attempt
was made to design a rod grooving multiple spindle drilling unit to replace existing single
spindle unit. Proposed design enabled 6 grooves to be drilled simultaneously and results
achieved were reduced cycle time and higher productivity. The parts of this multi spindle
unit have to be designed using conventional methods. Finite Element Analysis of spindle
housing and gear housing was performed to analyze structural integrity using ANSYS.
Results of analysis indicate that these parts are structurally sound. After implementation
of the design we found that the production rate increases from 150 components per shift
to 425 components per shift. Added benefits include less chance for error, less
accumulated tolerance error and less tools change
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 65
HYBRID MULTI-TASKING MACHINE TOOL
CHAPTER 3
DESIGN SETUP
3.1 MANUFACTURING SETUP
The basic parts of a drilling machine are its base, supporting arms, drill head and
chuck. The base made of cast iron or other hard material may rest on a bench, floor
depending upon the design. Larger and heavy duty machines are grounded on the floor.
The arms are mounted on base with the help of hinge to rotate about it. It is accurately
machined and the arms can move up, down and rotate about x-axis. The drill chuck, an
electric motor and the mechanism meant for driving the chuck at different speeds are
mounted on the top of the upper arm. Power is transmitted from the electric motor to the
drill chuck. The Drilling Machine have a thick base plate and vertical column to which is
mounted a horizontal arm. The horizontal arm moves up and down on the column and
can be rotated/locked at any position. The drilling head move along the radial arm
towards or away from the column and can be locked at any position. The drill is housed
in the drilling head; it rotates and also moves up and down.
3.2 DRILLING MACHINE WORKING PRINCIPLE
The working principle of this flexible drilling machine is initially started from the
D.C. motor through full wave rectifier. In which there is one power sources, received
from the rectifier. Then the arm rotates at 360 degree and moves anywhere when drilling
is required up to its maximum arm length. With the help of my project we can drill in
complicated parts accurately.
In which all the component is mounted on table.
This support the arm to rotate freely.
Arm rotates manually when where it is required.
Motor are mounted on Arm which moves where work piece is to drill.
Put drill bit point on work piece area where drill is required.
Switch on the main supply which of A.C.
Then this A.C. flow through Rectifier and convert to Pure D.C.
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 66
HYBRID MULTI-TASKING MACHINE TOOL
This rotates motor and also bit rotates.
After make hole where on work piece is required.
Then switch off the main supply.
3.3 COMPONENTS USED
1) MOTOR
It is an electrical device which converts electrical energy to mechanical
energy. It rotates shaft which support by bush in it when power is supply through
rectifier. This shaft connect with drill bit through chuck to rotate drill bit and
make hole on work piece when it is required.
2) CONNECTING ROD
It connects the two Frames to each other for supports between them to
help to move when we required. It consist of metal strips of two sizes one of 12”
(inch) and another is of 15” (inch). Both are of four pieces of equal length.
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 67
HYBRID MULTI-TASKING MACHINE TOOL
3) HINGES
It supports frames and connecting rods to each other by joints together. It
used to constraint one axis movement. It is of two types –
1) Vertical Hinge – It helps by fixing y-axis movement of Arm.
2) Horizontal Hinge – It helps by fixing x-axis movement of Arm.
VERTICAL HINGEHORIZONTAL HINGE
4) FRAMES
It is of metal sheets of material G.I. (galvanized iron). It supports the arm
by help of hinges Its thickness is of about 0.5mm (approx.). This are of two
different sizes one is support by vertical hinge and other is support by horizontal
hinge.
5) SCREWS
This is of metal screws which are of 12mm long in size. This screwed on
frames to make joining between two frames.
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 68
HYBRID MULTI-TASKING MACHINE TOOL
6) DRILL BIT
In which drill bit are used of twisted type drill. It is of material Carbon
Steel. Its diameter is of 2mm. This is used to make drill on wood, plastic and light
metals.
7) CHUCK
It is used to make contact between motor shaft and drill bit. It helps to
transmit Torque from motor shaft to Drill bit. It is of material Fibre. Its length is
15mm and diameter is 7mm.
8) RECTIFIER
It converts A.C. (Alternate Current) to D.C. (Direct Current). This is of
full wave Rectifier or full bridge Rectifier. It consist of one Transformer of 12 V,
1 AMP Output, one Capacitor of 2200 MFD And four Diode of Model IN4007.
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 69
HYBRID MULTI-TASKING MACHINE TOOL
3.4 PARAMETERS USED
A. Cutting Speed (V)
V = πDN
D = diameter of drill in mm = 2mm
N = speed of rotation in mm = 1750 rpm
V = 183.259 mm/sec
B. Feed Rate (f) – 40 mm/min
C. Depth of Cut (d)
d = D/2
d = 1 mm
D. Material Removal Rate
MRR = (πD2 /4)f N = 219911.485 mm3 /min
E. Machining Time
t = L/f
L = length of the hole to be drilled = 10cm
f = feed of the drill = 40 mm/min
t = 0.25 min
F. Torque
P = 15 watts
N = 1750 rpm
P = 2πNT/60
T = P x 60/2πN = 81.8511 N-mm
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 70
HYBRID MULTI-TASKING MACHINE TOOL
Specification of Motor:
Type of Motor – D.C.
Motor Speed – Max 4000 rpm
Voltage – 12 Volt
Supply – D.C. Supply
Current – 0.2 – 1.2 AMP
Power – 2.4 – 15 watt
Frequency – 50 Hz
Controller – Hand
Weight – 150gm
Shaft dia. – 3.17 mm
Diameter – 36mm Length (Body) – 50mm Length (Shaft) – 16mm
Main Color – Silver Tone
Material – Metal Net
Specification of Drill Chuck:
Length = 15mm
Diameter = 7mm
Type of Chuck – Fibre
Specifications of Bit:
Diameter – 2mm
Material – Carbon Steel
Type of Bit – Twist Drill Bit
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 71
HYBRID MULTI-TASKING MACHINE TOOL
3.5 MATERIALS AND METHODS
My project even be rotate easily drill at any direction. So that job setting
operation is not complicated as well as reduces the setting time for the operation. It
also takes into consideration the most effective method of controlling the drilling
machine by manually. Materials like wood, plastic and light metals drilled with this.
The work piece is fixed on the work table. As the machine tool exert Vertical pressure
to original a hole it loosely called a “drill press”. This Drilling is performed for
Different Position Drilling in the working job. Up/Down and rotating mechanism is
available in this Drilling Machine.
FIG:
Rotation of Upper Arm about Vertical Hinge
FIG:Rotation of Bottom Arm about Vertical Hinge
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 72
HYBRID MULTI-TASKING MACHINE TOOL
FIG:Up/Down Movement of Bottom Arm about Horizontal Hinge
FIG:Up/Down Movement of Upper Arm about Horizontal Hinge
FIG:360 Degree Flexible Drilling Machine
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 73
HYBRID MULTI-TASKING MACHINE TOOL
CHAPTER 4
RESULT ANALYSIS
Price comparative to other available in market will be much cheaper the presently
available smallest radial drilling machine will cost approximately 1.5 lakhs well this
machine costs only 40000 rupees. The radial, vertical and horizontal movement of the
drilling head enables locating the drill spindle at any point within a very large space
required by large and odd shaped jobs. High accuracy while drilling complex drills can
be achieved. It is a multifunctional portable machine. The sixth degree of freedom is an
added advantage of using the machine. The machine design on further up gradation is a
new step towards evolution of drilling machine would outnumber. Helping the needy
small scale industries had been our motto and we have succeeded in giving a simpler
solution which has a huge scope to be improvised in the near future. Head may swivel so
holes can be drilled on angle. The flexibility of machining is also one of the main features
of our machine.
This drilling machine possesses a radial arm which along with the drilling head
can swing and move vertically up and down as can be seen in Fig. The radial, vertical and
horizontal arm movement of the drilling head enables locating the drill spindle at any
point within a very large space required by large and odd shaped jobs. The tubular
column on that the radial arm which moves up and down manually or it can powered
movement then the drilling head here this is called drilling head which holds the drill
spindle here in which the drill is mounted and is subjected to rotation. The entire head is
mounted on the radial arm and this can move inward and outward from the drill axis.
Also the horizontal arm can slide linearly on vertical arm. Not only that, as this along
with this radial arm the drilling head moves upward and downward to have large gap
between the to drill and job or there is a stoke length. Not only that further this radial arm
can be rotated about the column rotated about the column, say about 360 degree. The
main movements in the machine are: 360 degrees rotation of arm joint. Up & down
movement of the horizontal arm on vertical arm.
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 74
HYBRID MULTI-TASKING MACHINE TOOL
4.1 Advantage
EFFICIENT DRILLING
360 DEGREE ROTATION
FLEXIBLE
EASY TO USE
LOW COST
REDUCE HANDLING COST
REDUCE TIME
REDUCE OVERALL MANUFACTURING COST
INCREASE PRODUCTIVITY
4.2 APPLICATION
To put holes with high precision on engine heads, blocks and cylindrical
shell.
Used in furniture making.
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 75
HYBRID MULTI-TASKING MACHINE TOOL
CHAPTER 5
CONCLUSION
The size of machine is smaller than the older machine so it is very simple to move
from one place to another. So this machine can be easily transported. The overall space
required is also minimum. With the help of this machine we can drill holes in any
direction at a particular time. This machine is reduces the manufacturing cycle time, the
re-clamping can be eliminated: once the work piece is clamped, there is no need for re-
clamping in a different direction, reduces the number of machines needed, elimination of
human error. The machine is very simple to operate.
This project is an efficient operation and competitive cost. Since a number of
operation and hole can be performed in a simple unit. It is efficient and economical.
Considering its uses and cost of project, it becomes relatively cheap when compared to
other units.The Radial Drilling Machine have a thick base plate and vertical column to
which is mounted a horizontal arm The horizontal arm moves up and down on the
column and can be rotated/locked at any position. The drilling head move along the radial
arm towards or away from the column and can be locked at any position. The drill is
housed in the drilling head; it rotates and also moves up and down.
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 76
HYBRID MULTI-TASKING MACHINE TOOL
CHAPTER 6
REFERENCES
1) Mr. Jay M. Patel , Mr. Akhil P. Nair , Prof. Hiral U.Chauhan , 3-Directional
Flexible Drilling Machine, International Journal for Scientific Research &
Development , Vol. 3, January 2015 , Pages 1262 – 1264
2) Praveen Kumar, B. S., Niranjan Hugar, Ajithkumar, A. , DESIGN OF ROD
GROOVING MULTISPINDLE DRILLING UNIT, Asian Journal of Science
and Technology , Vol.07, March,2016 , Pages 2600-2605
3) Prof. Gadhia Utsav D, Shah Harsh A, Patel Viral A, Patel Kushang P, Amin
Harsh J , DESIGN & DEVELOPMENT OF UNIVERSAL PNEUMATIC
DRILLING MACHINE: A REVIEW STUDY, International Journal For
Technological Research In Engineering Volume 3, April-2016 , Pages 1614 –
1616
4) N.VENKATESH, G.THULASIMANI, S.NAVEENKUMAR,
S.K.MALATHI, S.PALANISAMY, M.KARTHIKEYAN, Combined Drilling
and Tapping Machine by using Cone Mechanism, International Journal of
Scientific & Engineering Research, Volume 7, May-2016 , Pages 11 – 15
5) Prof. P.R. Sawant, Mr. R. A.Barawade , DESIGN AND DEVELOPMENT
OF SPM-A CASE STUDY IN MULTI DRILLING AND TAPPING
MACHINE, International Journal of Advanced Engineering Research and
Studies, Vol. 1, January-March, 2012 , Pages 55-57
6) Mr. Sakate P.R. , Mr. Jadhav A.S. , Prof. Bamankar P.B. , Miss. Jagadale
A.A. , Miss. Bhosale P.S. , A Review on Multi Spindle Drilling Special
Purpose Machine with Respect to Productivity , International Journal for
Scientific Research & Development , Vol. 3, 2015 , Pages 560 – 562
7) Mr. K. I. Nargatti, Mr. S. V. Patil , Mr. G. N. Rakate , Design And
Fabrication of Multispindle Drilling Head with Varying Centre Distance ,
International Journal of Trend in Research and Development, Volume 3(3) ,
May-Jun 2016 , Pages 506 – 508
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 77
HYBRID MULTI-TASKING MACHINE TOOL
8) R.Anandhan, P.Gunasekaran, D.Sreenevasan, D.Rajamaruthu , Design and
Fabrication of Angular Drilling Machine , International Journal of Innovative
Research in Science, Engineering and Technology , Vol. 5, May 2016 , Pages
88 – 95
9) Dnyaneshwar B Bharad, Rahul D Gawande, Pratik D Ghangale, Rahul K
Gunjal, Prof.A.S.Autade, Prof.P.P.Darade , A Paper on Two Spindle Drilling
Head , International Research Journal of Engineering and Technology ,
Volume: 04 , Apr -2017 , Pages 818 – 821
10) S. R. Gawande, S. P. Trikal , Development of Multi Spindle Drilling Machine
to Enhance the Productivity in Amba Stainless Steel Kitchen Trolley
Manufacturer, Amravati , International Journal of Science and Research ,
Volume 4 , October 2015 , Pages 1659 – 1661
Dept. of Mechanical Engineering, VAST TC, Killimanoor Page 78
Вам также может понравиться
- Ojsadmin, 46Документ7 страницOjsadmin, 46AB Aneesh KrishnaОценок пока нет
- Answer Any Two Full Questions, Each Carries 15 Marks.: Pages: 2Документ2 страницыAnswer Any Two Full Questions, Each Carries 15 Marks.: Pages: 2AB Aneesh KrishnaОценок пока нет
- I. Ii. IIIДокумент4 страницыI. Ii. IIIAB Aneesh KrishnaОценок пока нет
- EC409 Model QP1-Control Systems-Ktustudents - inДокумент4 страницыEC409 Model QP1-Control Systems-Ktustudents - inAB Aneesh KrishnaОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Ghosh, D. P., 1971, Inverse Filter Coefficients For The Computation of Apparent Resistivity Standard Curves For A Horizontally Stratified EarthДокумент7 страницGhosh, D. P., 1971, Inverse Filter Coefficients For The Computation of Apparent Resistivity Standard Curves For A Horizontally Stratified EarthCinthia MtzОценок пока нет
- Power System Planning Lec5aДокумент15 страницPower System Planning Lec5aJoyzaJaneJulaoSemillaОценок пока нет
- Mod B - HSC EssayДокумент11 страницMod B - HSC EssayAryan GuptaОценок пока нет
- Presentation On HR Department of Mobilink.Документ18 страницPresentation On HR Department of Mobilink.Sadaf YaqoobОценок пока нет
- Dwnload Full Conceptual Physics 12th Edition Hewitt Test Bank PDFДокумент36 страницDwnload Full Conceptual Physics 12th Edition Hewitt Test Bank PDFscreamsoaring.pm7hcv100% (13)
- The Impact of Video Gaming To The Academic Performance of The Psychology Students in San Beda UniversityДокумент5 страницThe Impact of Video Gaming To The Academic Performance of The Psychology Students in San Beda UniversityMarky Laury GameplaysОценок пока нет
- PDF Certificacion 3dsmaxДокумент2 страницыPDF Certificacion 3dsmaxAriel Carrasco AlmanzaОценок пока нет
- Episode 5 The Global TeacherДокумент8 страницEpisode 5 The Global TeacherEllieza Bauto SantosОценок пока нет
- Science Fiction FilmsДокумент5 страницScience Fiction Filmsapi-483055750Оценок пока нет
- Girl: Dad, I Need A Few Supplies For School, and I Was Wondering If - . .Документ3 страницыGirl: Dad, I Need A Few Supplies For School, and I Was Wondering If - . .AKSHATОценок пока нет
- Chiraghe Roshan Wa Amali Taweel - Nasir Khusrau PDFДокумент59 страницChiraghe Roshan Wa Amali Taweel - Nasir Khusrau PDFJuzer Songerwala100% (1)
- Eapp Module 1Документ6 страницEapp Module 1Benson CornejaОценок пока нет
- Literature Review LichenДокумент7 страницLiterature Review LichenNur Fazrina CGОценок пока нет
- Tutorials in Complex Photonic Media SPIE Press Monograph Vol PM194 PDFДокумент729 страницTutorials in Complex Photonic Media SPIE Press Monograph Vol PM194 PDFBadunoniОценок пока нет
- MU151 Group Assignment 6Документ3 страницыMU151 Group Assignment 6Jay CadienteОценок пока нет
- Course Hand Out Comm. Skill BSC AgДокумент2 страницыCourse Hand Out Comm. Skill BSC Agfarid khanОценок пока нет
- CB Insights Venture Report 2021Документ273 страницыCB Insights Venture Report 2021vulture212Оценок пока нет
- The First Step Analysis: 1 Some Important DefinitionsДокумент4 страницыThe First Step Analysis: 1 Some Important DefinitionsAdriana Neumann de OliveiraОценок пока нет
- Dubai TalesДокумент16 страницDubai Talesbooksarabia100% (2)
- World of Warcraft 5e RPG Core DocumentДокумент152 страницыWorld of Warcraft 5e RPG Core DocumentHugo Moreno100% (1)
- Effect of Employee Loyalty On Customer S PDFДокумент37 страницEffect of Employee Loyalty On Customer S PDFShailendra DasariОценок пока нет
- InfoVista Xeus Pro 5 TMR Quick GuideДокумент76 страницInfoVista Xeus Pro 5 TMR Quick GuideNguyen Dang KhanhОценок пока нет
- Zone Raiders (Sci Fi 28mm)Документ49 страницZone Raiders (Sci Fi 28mm)Burrps Burrpington100% (3)
- KFC 225 Installation ManualДокумент2 страницыKFC 225 Installation Manualsunarya0% (1)
- Shostakovich: Symphony No. 13Документ16 страницShostakovich: Symphony No. 13Bol DigОценок пока нет
- TesisДокумент388 страницTesisHadazaОценок пока нет
- Early Pregnancy and Its Effect On The Mental Health of Students in Victoria Laguna"Документ14 страницEarly Pregnancy and Its Effect On The Mental Health of Students in Victoria Laguna"Gina HerraduraОценок пока нет
- They Cried MonsterДокумент13 страницThey Cried MonstermassuroОценок пока нет
- Chapter 5Документ24 страницыChapter 5Tadi SaiОценок пока нет
- Outbreaks Epidemics and Pandemics ReadingДокумент2 страницыOutbreaks Epidemics and Pandemics Readingapi-290100812Оценок пока нет