Вам также может понравиться
- Comercio Electronico y Marketing DigitalДокумент6 страницComercio Electronico y Marketing DigitalPiaa AyrОценок пока нет
- El Lord SaДокумент12 страницEl Lord SaPiaa AyrОценок пока нет
- Cronograma Plan de TesisДокумент5 страницCronograma Plan de TesisPiaa Ayr80% (5)
- Empresa Cosmos PerfilДокумент26 страницEmpresa Cosmos PerfilPiaa AyrОценок пока нет
- Pbi EstadisticaДокумент5 страницPbi EstadisticaPiaa AyrОценок пока нет
- Vida de Fray Martín de Valencia Por Fray Francisco Jiménez PDFДокумент26 страницVida de Fray Martín de Valencia Por Fray Francisco Jiménez PDFCarlos VОценок пока нет
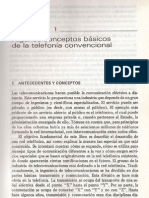
- Roger L. Freeman - Ingenieria en Sistemas de ComunicacionДокумент46 страницRoger L. Freeman - Ingenieria en Sistemas de Comunicacionagroalfa33% (3)
- Sesion de Aprendizaje 2019Документ191 страницаSesion de Aprendizaje 2019juanitaОценок пока нет
- Potenciostato Educacion PDFДокумент6 страницPotenciostato Educacion PDFgheijoОценок пока нет
- Proyecto de Intervencion Educativa Hasta Noviembre 2017 Jennifer AGДокумент60 страницProyecto de Intervencion Educativa Hasta Noviembre 2017 Jennifer AGJennifer Ar GoОценок пока нет
- Clases Excel Intermedio para El RelatorДокумент17 страницClases Excel Intermedio para El RelatorProfe Mónica AnichОценок пока нет
- Guía Del Facilitador - Clase 3 Programa 'Róger Gutiérrez'Документ3 страницыGuía Del Facilitador - Clase 3 Programa 'Róger Gutiérrez'agrinzoneskerenОценок пока нет
- Filosofía - 2022-2Документ106 страницFilosofía - 2022-2cliver jhoni chaiña huaraccalloОценок пока нет
- Resumen de La Diversidad CulturalДокумент2 страницыResumen de La Diversidad CulturalEduardo De Avila Jr.60% (5)
- Modulo 3 ComercializaciónДокумент74 страницыModulo 3 ComercializaciónMAGDALENAОценок пока нет
- Tabla Especificaciones Ensayo SimceДокумент3 страницыTabla Especificaciones Ensayo Simceloreto moralesОценок пока нет
- La Profecía Del Arcángel (Saga El Gremio de Los Cazadores) PDFДокумент617 страницLa Profecía Del Arcángel (Saga El Gremio de Los Cazadores) PDFAdriana75% (8)
- EDI 6 Ley de Educación de San LuisДокумент13 страницEDI 6 Ley de Educación de San LuisCarolina Djemdjemian100% (1)
- Resumen de Alienación - Julio Ramón RibeyroДокумент3 страницыResumen de Alienación - Julio Ramón RibeyroLEONARDO DANIEL VERGARA RODRIGUEZОценок пока нет
- ? ?????? ?? ????????? ??????? ??? ?????????Документ252 страницы? ?????? ?? ????????? ??????? ??? ?????????Pablo riveraОценок пока нет
- Proyecto 5: Construimos Un Pais Libre de Discriminacion Con Una Ciudadania Critica Y ActivaДокумент5 страницProyecto 5: Construimos Un Pais Libre de Discriminacion Con Una Ciudadania Critica Y ActivaAriadne GarciaОценок пока нет
- Laboratorio DarligtonДокумент6 страницLaboratorio DarligtonLinda VanegasОценок пока нет
- Formato PciДокумент7 страницFormato PciLeandro Ryohei Gomez Rojas100% (1)
- Revista de Filosofía Paradoxa - Gómez DavilaДокумент84 страницыRevista de Filosofía Paradoxa - Gómez Davilaphilosophia-11Оценок пока нет
- Josep FontanaДокумент13 страницJosep FontanacarlosОценок пока нет
- Trabajo Semana 2Документ14 страницTrabajo Semana 2Jose AlejoОценок пока нет
- El MachismoДокумент10 страницEl MachismoAndres Can CancheОценок пока нет
- Asilo CanevaroДокумент20 страницAsilo CanevaroYessenia ReateguiОценок пока нет
- Solucionario Clave Lenguaje 8Документ62 страницыSolucionario Clave Lenguaje 8Ingrid Alejandra Concha100% (1)
- Geometria Otra Vez U3Документ56 страницGeometria Otra Vez U3Candela GorositoОценок пока нет
- Aplicaciones de La Termodinamica en La IДокумент7 страницAplicaciones de La Termodinamica en La IMarco Antonio VilcaОценок пока нет
- Arte Sumerio (Resumen)Документ12 страницArte Sumerio (Resumen)Luisfer MonroyОценок пока нет
- CongresoДокумент6 страницCongresoEduardo Salgado EnríquezОценок пока нет
- Masaje Shantala para Las FamiliasДокумент8 страницMasaje Shantala para Las FamiliasEdidt PerezОценок пока нет
- La Cuncuna FilomenaДокумент3 страницыLa Cuncuna FilomenavivijenoОценок пока нет