Вам также может понравиться
- Presentation Dished Ends (Heads)Документ24 страницыPresentation Dished Ends (Heads)Rahul Moottolikandy100% (1)
- Head InspectionДокумент7 страницHead Inspectionpriti kumariОценок пока нет
- Shell Rolling For Pressure VesselsДокумент26 страницShell Rolling For Pressure VesselsSHREEJIОценок пока нет
- Pressure Vessel Fabrication & InspectionДокумент103 страницыPressure Vessel Fabrication & InspectionMangalraj Madasamy100% (2)
- Fabrication and Inspection of PV and Columns PPMAIДокумент47 страницFabrication and Inspection of PV and Columns PPMAIguruj3057640% (1)
- Shell Rolling ProcedureДокумент26 страницShell Rolling ProcedureKingston Rivington100% (1)
- Fabrication Procedure For Pressure Vessel, Boiler, Hydrant Pillar & Pressure Containing Piping NO. COIN/FPS/001/V/2018Документ20 страницFabrication Procedure For Pressure Vessel, Boiler, Hydrant Pillar & Pressure Containing Piping NO. COIN/FPS/001/V/2018PT.Composites Indonesia100% (2)
- Fabrication NotesДокумент76 страницFabrication NotesnicekhanОценок пока нет
- Dish InspectionДокумент1 страницаDish InspectionSamir ChaudharyОценок пока нет
- Fabrication SetupДокумент47 страницFabrication SetupGamble100% (2)
- Fabrication of Pressure Vessels PDFДокумент2 страницыFabrication of Pressure Vessels PDFRachel0% (1)
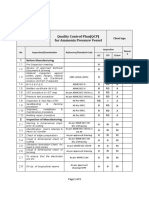
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingДокумент3 страницыQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingFaisal Awad100% (1)
- Heat TreatmentДокумент5 страницHeat TreatmentsheikmoinОценок пока нет
- Tube-to-Tubesheet Joints - BaherДокумент51 страницаTube-to-Tubesheet Joints - BaherNAMO100% (3)
- ASME MANUAL With Exhibit 03.07Документ92 страницыASME MANUAL With Exhibit 03.07Siva ShankaranОценок пока нет
- Pressure Vessel Shop Fabrication & InspectionДокумент80 страницPressure Vessel Shop Fabrication & InspectionKoya Thangal100% (1)
- Joint Efficiency TutorialДокумент47 страницJoint Efficiency TutorialJignesh ShahОценок пока нет
- Pressure Vessel Fabrication InspectionДокумент82 страницыPressure Vessel Fabrication InspectionHrishikesan100% (3)
- ITP For Pressure Vessel - Static EquipmentДокумент8 страницITP For Pressure Vessel - Static EquipmentReduddboyОценок пока нет
- Yerp Design Manual Engineering Verification ChecklistДокумент3 страницыYerp Design Manual Engineering Verification ChecklistZeshanОценок пока нет
- Pressure Vessel Dimension InspectionДокумент6 страницPressure Vessel Dimension Inspectionsatya_chaganti100% (1)
- PWHTДокумент57 страницPWHTssОценок пока нет
- ASME DIV 2 Class 1 Vs Class 2Документ3 страницыASME DIV 2 Class 1 Vs Class 2Idris SiddiquiОценок пока нет
- Check List For Design of Pressure VesselsДокумент2 страницыCheck List For Design of Pressure Vesselssuresh_vikiОценок пока нет
- ASME Joint Review (Leason Learnt)Документ44 страницыASME Joint Review (Leason Learnt)saneguru100% (1)
- Electrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedureДокумент2 страницыElectrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedurePrashant Puri100% (1)
- Pressure Vessel Itp PDFДокумент4 страницыPressure Vessel Itp PDFkorbelОценок пока нет
- Dish End InspectionДокумент2 страницыDish End InspectionTomy George80% (5)
- Pressure Vessel Fabrication & Inspection: Poyyara ConsultantsДокумент137 страницPressure Vessel Fabrication & Inspection: Poyyara ConsultantsPratik VashiОценок пока нет
- Qualification of Tube To Tubesheet TTJ WДокумент10 страницQualification of Tube To Tubesheet TTJ Whafiz zullaileОценок пока нет
- Tube To Tube Sheet WeldingДокумент5 страницTube To Tube Sheet WeldingGowrish Kumar100% (2)
- Pressure Vessel Dimension InspectionДокумент2 страницыPressure Vessel Dimension InspectionNorman MoralesОценок пока нет
- Pressure Vessel Dimension InspectionДокумент10 страницPressure Vessel Dimension InspectionYetkin ErdoğanОценок пока нет
- Tube To Tubesheet WeldingДокумент8 страницTube To Tubesheet WeldingManjadi Maverick100% (1)
- A Study On Welding Defects of Pressure VesselДокумент24 страницыA Study On Welding Defects of Pressure Vesseladamahmad1992100% (1)
- Critical Equipment Fabrication GuideДокумент103 страницыCritical Equipment Fabrication Guidemayank pandyaОценок пока нет
- Introduction To Pressure VesselsДокумент52 страницыIntroduction To Pressure VesselsAkankshya Mishra100% (4)
- Acceptance CriteriaДокумент1 страницаAcceptance CriteriaRamzi Dol Abdul Wahid50% (2)
- Visual and Dimension Inspection Tolerance RevДокумент8 страницVisual and Dimension Inspection Tolerance RevJorgeОценок пока нет
- Pressure Vessel Inspection 01Документ9 страницPressure Vessel Inspection 01Bhavani PrasadОценок пока нет
- Hastelloy C-276 WeldingДокумент4 страницыHastelloy C-276 WeldingClaudia MmsОценок пока нет
- Welding& Inspection WPS& WelderДокумент112 страницWelding& Inspection WPS& WelderNitesh Garg100% (7)
- 44AC9100-000-V.02-0105-A4 - Rev B - GENERAL SPECIFICATION FOR WELDED TUBE TO TUBE SHEET JOINTДокумент8 страниц44AC9100-000-V.02-0105-A4 - Rev B - GENERAL SPECIFICATION FOR WELDED TUBE TO TUBE SHEET JOINTAvinash ShuklaОценок пока нет
- WPS - EngineerДокумент20 страницWPS - Engineerhunghoanglong100% (1)
- ASME Sec VIII - AwarenessДокумент33 страницыASME Sec VIII - AwarenessNirmal100% (4)
- ASME-Sec-IX, WPS, Quick Guide To Fix-Essential & Non-Essential VariablesДокумент9 страницASME-Sec-IX, WPS, Quick Guide To Fix-Essential & Non-Essential VariablesAnnamalai Ram JGC100% (2)
- Wps-Stellite 6Документ2 страницыWps-Stellite 6vinoth67% (3)
- Tema Asme Section Viii Div1 Section Uhx PDFДокумент20 страницTema Asme Section Viii Div1 Section Uhx PDFAdrian StoicescuОценок пока нет
- Static Equipment Group-Facebook Posts Binder Format-eBook-1st EditionДокумент397 страницStatic Equipment Group-Facebook Posts Binder Format-eBook-1st EditionDivyesh PatelОценок пока нет
- Cold Forming Procedure Ellipsoidal Dish EndДокумент4 страницыCold Forming Procedure Ellipsoidal Dish EndKunal Ajgaonkar100% (1)
- Pressure Vessel Proj. ExecДокумент58 страницPressure Vessel Proj. ExecashwinsudaОценок пока нет
- Tube To Tubesheet Weld Joint Design & Welding Qualifications MicroДокумент21 страницаTube To Tubesheet Weld Joint Design & Welding Qualifications MicroSiva baalanОценок пока нет
- Gasket Seating Face Tolerance PDFДокумент5 страницGasket Seating Face Tolerance PDFAdrian RogersОценок пока нет
- Asme QCMДокумент84 страницыAsme QCMCaptainTonies100% (2)
- WPS& WQRДокумент132 страницыWPS& WQRAby Jacob Mathews100% (3)
- B2020-TDC-VF-009 Vessel Fabrication R0Документ5 страницB2020-TDC-VF-009 Vessel Fabrication R0Ramalingam PrabhakaranОценок пока нет
- Welding Procedures and Welders QualificationДокумент41 страницаWelding Procedures and Welders QualificationDhayalan Nethiranantham100% (14)
- Insert Shape ... : R S C T DДокумент11 страницInsert Shape ... : R S C T DskidamdnevnoОценок пока нет
- Trident Rotary Drill BitsДокумент6 страницTrident Rotary Drill BitsLGT LLCОценок пока нет
- Oil Free Bushings - Technical InformationДокумент1 страницаOil Free Bushings - Technical InformationStedzavayОценок пока нет
- ISO 1167 2 2006, ThermoplasticsДокумент8 страницISO 1167 2 2006, ThermoplasticsmalleshОценок пока нет
- Sabp Z 089Документ15 страницSabp Z 089malleshОценок пока нет
- Aci 547R-79 1997Документ16 страницAci 547R-79 1997malleshОценок пока нет
- Sabp-A-078 Htha PDFДокумент28 страницSabp-A-078 Htha PDFmalleshОценок пока нет
- Sabp-A-078 Htha PDFДокумент28 страницSabp-A-078 Htha PDFmalleshОценок пока нет
- RESE001Документ37 страницRESE001mallesh100% (2)
- SABP-A-044-rev.2 (Dec. 2017)Документ36 страницSABP-A-044-rev.2 (Dec. 2017)mallesh100% (1)
- API936 Effective Sheet-2020 PDFДокумент2 страницыAPI936 Effective Sheet-2020 PDFmalleshОценок пока нет
- API936 Effective Sheet-2020 PDFДокумент2 страницыAPI936 Effective Sheet-2020 PDFmalleshОценок пока нет
- Visual Inspection Check List For Piping System PDFДокумент2 страницыVisual Inspection Check List For Piping System PDFmallesh80% (10)
- Vendor Document Historical ListДокумент4 страницыVendor Document Historical ListmalleshОценок пока нет
- C704 C704 12Документ11 страницC704 C704 12mallesh100% (1)
- API 580 NotesДокумент2 страницыAPI 580 Notesmallesh100% (2)
- Api580 1Документ5 страницApi580 1RamyMoustafa100% (1)
- Risk Based Inspection TestДокумент16 страницRisk Based Inspection TestSameh Amin50% (2)
- Api580 1Документ5 страницApi580 1RamyMoustafa100% (1)
- Good Practices in Government Resource Planning, Developed Vs Developing CountriesДокумент11 страницGood Practices in Government Resource Planning, Developed Vs Developing CountriesFreeBalanceGRPОценок пока нет
- Asgmnt HECRASДокумент7 страницAsgmnt HECRASShahruzi MahadzirОценок пока нет
- Ultrasonic Mixer: Project 99.11Документ11 страницUltrasonic Mixer: Project 99.11Febri SandiОценок пока нет
- 25252525Документ38 страниц25252525Ivan GonzalezОценок пока нет
- Safety Data Sheet 84989 41 3 enДокумент4 страницыSafety Data Sheet 84989 41 3 enAdhiatma Arfian FauziОценок пока нет
- 2 Coagulation FlocculationДокумент26 страниц2 Coagulation FlocculationNurSyuhada AОценок пока нет
- Manual CRM-91H 93H 9SДокумент2 страницыManual CRM-91H 93H 9SFilip FilipovicОценок пока нет
- Colchicine - British Pharmacopoeia 2016Документ4 страницыColchicine - British Pharmacopoeia 2016Social Service (V)100% (1)
- David Lowe Thesis PDFДокумент201 страницаDavid Lowe Thesis PDFKRISHNA VAMSHIОценок пока нет
- Method StatementДокумент4 страницыMethod StatementtayitbatovОценок пока нет
- 1.1 General: "Processes and Environmental Management" at SUEZ LTD, BWSSB, TK HalliДокумент29 страниц1.1 General: "Processes and Environmental Management" at SUEZ LTD, BWSSB, TK HalliYogeesh B EОценок пока нет
- MILL Series GB-1007 01Документ20 страницMILL Series GB-1007 01Ady IonutОценок пока нет
- Gathering Network RequirementsДокумент30 страницGathering Network RequirementsAmin ZangetsuОценок пока нет
- Semantic and Frames PDFДокумент20 страницSemantic and Frames PDFsyncasterОценок пока нет
- Doing Hot Work On Gas ShipДокумент5 страницDoing Hot Work On Gas ShipAnonymous icnhaNsFОценок пока нет
- Exam Flashcards: by Jonathan DonadoДокумент520 страницExam Flashcards: by Jonathan Donadosolarstuff100% (1)
- Mega PostДокумент5 страницMega PostandreyfgОценок пока нет
- Shifting Meterials: Ground Floor ReceptionДокумент3 страницыShifting Meterials: Ground Floor Receptionvishwas pandithОценок пока нет
- Marine Lubricants Equivalents List: Sae 50 TBN 57 Sae 50 TBN 55 Sae 40 TBN 60 Sae 50 TBN 50 Sae 50 TBN 55Документ3 страницыMarine Lubricants Equivalents List: Sae 50 TBN 57 Sae 50 TBN 55 Sae 40 TBN 60 Sae 50 TBN 50 Sae 50 TBN 55spyros_peiraiasОценок пока нет
- 21-3971-CLA - DisenŞo Preliminar Cimentacion - Normal SoilДокумент4 страницы21-3971-CLA - DisenŞo Preliminar Cimentacion - Normal SoilJose ManzanarezОценок пока нет
- PNR90 PNR510 PNR91 PNR515 PNR92 PNR520: Manual of - Installation - Operating - Maintenance Heavy Oil Burners TypeДокумент28 страницPNR90 PNR510 PNR91 PNR515 PNR92 PNR520: Manual of - Installation - Operating - Maintenance Heavy Oil Burners Typec_lucian2004Оценок пока нет
- A9K CatalogueДокумент152 страницыA9K CatalogueMohamed SaffiqОценок пока нет
- ITP InstrumentationДокумент9 страницITP InstrumentationzhangyiliОценок пока нет
- Idlers - Medium To Heavy Duty PDFДокумент28 страницIdlers - Medium To Heavy Duty PDFEd Ace100% (1)
- Methods of Tube Expansion in Tube To TubДокумент19 страницMethods of Tube Expansion in Tube To Tubkurcek100% (1)
- Mechanical Workshop Practice ReportДокумент6 страницMechanical Workshop Practice ReportMuhd AkmalОценок пока нет
- Crankshaft Position (CKP) Sensor: 1F2-12 M161 Engine ControlsДокумент6 страницCrankshaft Position (CKP) Sensor: 1F2-12 M161 Engine ControlsKukuh SeptiantoОценок пока нет
- The Right Stuff PDFДокумент4 страницыThe Right Stuff PDFNeelank Tiwari100% (1)
- Product Management Self-Learning ManualДокумент261 страницаProduct Management Self-Learning ManualAbhishek Arekar100% (1)
- KST GlueTech 44 enДокумент80 страницKST GlueTech 44 enLeandro RadamesОценок пока нет