Вам также может понравиться
- American Water Works Association: Info/about/policies/terms - JSPДокумент25 страницAmerican Water Works Association: Info/about/policies/terms - JSPNermeen ElmelegaeОценок пока нет
- Rheological Study of Slickwater Fluid Systems Consisting of High-Vis Friction Reducers Additives For Hydraulic Fracturing ApplicationsДокумент11 страницRheological Study of Slickwater Fluid Systems Consisting of High-Vis Friction Reducers Additives For Hydraulic Fracturing ApplicationsKOSIREDDY ASHOK DEVA KUMARОценок пока нет
- Inaccessible Pore VolumeДокумент15 страницInaccessible Pore VolumeAprilya RamadantiОценок пока нет
- BESTДокумент13 страницBESTrishitharan100% (1)
- Brackish Water Ro and NF Operations On High Tds Feed WatersДокумент11 страницBrackish Water Ro and NF Operations On High Tds Feed WatersAyahKenzieОценок пока нет
- Viscosity Flow Time RelationДокумент7 страницViscosity Flow Time Relationm_k_tripathyОценок пока нет
- A Case Study of A Successful Matrix Acid Stimulation Treatment in Horizontal Wells Using A New Diversion Surfactant in Saudi ArabiaДокумент9 страницA Case Study of A Successful Matrix Acid Stimulation Treatment in Horizontal Wells Using A New Diversion Surfactant in Saudi Arabiamsmsoft90Оценок пока нет
- SPE-171080-MS New Technology For Flow Assurance in An Extra Heavy Oil Field: Case Study in The Akacias FieldДокумент10 страницSPE-171080-MS New Technology For Flow Assurance in An Extra Heavy Oil Field: Case Study in The Akacias FieldRajarshiPanigrahiОценок пока нет
- BF 02639661Документ3 страницыBF 02639661Basma AhmedОценок пока нет
- Development and Field Application of A Low-pH, Efficient Fracturing Fluid For Tight Gas Field in The Greater Green River Basin, WyomingДокумент9 страницDevelopment and Field Application of A Low-pH, Efficient Fracturing Fluid For Tight Gas Field in The Greater Green River Basin, WyomingTeddy GeovanieОценок пока нет
- PROCESS Description 2Документ9 страницPROCESS Description 2Nabeel SiddiqueОценок пока нет
- Rate Effects On Water-Oil Relative PermeabilityДокумент12 страницRate Effects On Water-Oil Relative Permeabilityari_si100% (2)
- Jar TestДокумент7 страницJar TestSY LeeОценок пока нет
- Failure of LP Flash Drum Packing Bed Support: Geoff BlewettДокумент10 страницFailure of LP Flash Drum Packing Bed Support: Geoff BlewettDheeraj DheeruОценок пока нет
- Application Note 637 Flow and Concentration Measurement For Dilution of Sulphuric Acid en GBДокумент2 страницыApplication Note 637 Flow and Concentration Measurement For Dilution of Sulphuric Acid en GBwongpengchiong7205Оценок пока нет
- Fundamentals of Reverse Osmosis DesignДокумент16 страницFundamentals of Reverse Osmosis DesignJayfeson Gotuanco100% (2)
- 002 Ov Foam EquipmentДокумент10 страниц002 Ov Foam EquipmentHesti WulandariОценок пока нет
- Exergy Analysis of A 10,000 M /day Tajoura SWRO Desalination PlantДокумент7 страницExergy Analysis of A 10,000 M /day Tajoura SWRO Desalination Plantchengawy7Оценок пока нет
- FlowmetersinwetsupsteamДокумент8 страницFlowmetersinwetsupsteamqmet.solОценок пока нет
- LECTURAДокумент11 страницLECTURAsamantaОценок пока нет
- Adsorption of Water and EthanolДокумент16 страницAdsorption of Water and EthanolMario RossiОценок пока нет
- The Marsh FunnelДокумент10 страницThe Marsh FunnelShaho Abdulqader Mohamedali100% (1)
- SPE-169262-MS A Novel Procedure To Apply A Relative Permeability Modifier During Perforating Guns and TCPДокумент7 страницSPE-169262-MS A Novel Procedure To Apply A Relative Permeability Modifier During Perforating Guns and TCPLeopold Roj DomОценок пока нет
- SPE 59290 Enhancement of Oil Recovery Using A Low Concentration of Surfactant To Improve Spontaneous and Forced Imbibition in ChalkДокумент8 страницSPE 59290 Enhancement of Oil Recovery Using A Low Concentration of Surfactant To Improve Spontaneous and Forced Imbibition in Chalkkalim2054Оценок пока нет
- Heavy Oil Transportation As A SlurryДокумент10 страницHeavy Oil Transportation As A SlurryHomam MohammadОценок пока нет
- Performance Prediction of A Centrifugal Pump Delivering Non Newtonian SlurryДокумент9 страницPerformance Prediction of A Centrifugal Pump Delivering Non Newtonian SlurrysallyОценок пока нет
- SPE-190057-MS Asphaltenes Contribution in Emulsion Formation During Solvent-Steam ProcessesДокумент12 страницSPE-190057-MS Asphaltenes Contribution in Emulsion Formation During Solvent-Steam ProcessesDaniel FelipeОценок пока нет
- Water Shut-Off With Polymer Gels in A High Temperature Horizontal Gas Well: A Success StoryДокумент15 страницWater Shut-Off With Polymer Gels in A High Temperature Horizontal Gas Well: A Success StoryjbetancourtОценок пока нет
- Optimization of Electrosubmersible Pumps For Handling Heavy Foamy OilsДокумент11 страницOptimization of Electrosubmersible Pumps For Handling Heavy Foamy OilsrizalziОценок пока нет
- P-V-T Properties of AmmoniaДокумент6 страницP-V-T Properties of AmmoniaHsein WangОценок пока нет
- 5.0 Dosing System: Chapter-5 / 1Документ2 страницы5.0 Dosing System: Chapter-5 / 1Shambhu MehtaОценок пока нет
- Plant ReportДокумент5 страницPlant ReportAli Hassan RazaОценок пока нет
- Condensate Recovery by Reverse OsmosisДокумент8 страницCondensate Recovery by Reverse OsmosisIsbel CedilloОценок пока нет
- 1997, Wilf, Design Consequences of Recent Improvements in Membrane PerformanceДокумент7 страниц1997, Wilf, Design Consequences of Recent Improvements in Membrane PerformanceDaniel Alejandro Jara PaineanОценок пока нет
- Controlling Aeration With Ammonium SensorsДокумент2 страницыControlling Aeration With Ammonium SensorsMaritza Catalina Melo MartinezОценок пока нет
- On The Influence of Viscosity On Esp Performance - Valdir EstevamДокумент8 страницOn The Influence of Viscosity On Esp Performance - Valdir EstevamGaldir RegesОценок пока нет
- Whoc12 - 338Документ7 страницWhoc12 - 338Steve MarfissiОценок пока нет
- SPE 167774 Benefits of Novel Preformed Gel Fluid System in Proppant Placement For Unconventional ReservoirsДокумент7 страницSPE 167774 Benefits of Novel Preformed Gel Fluid System in Proppant Placement For Unconventional ReservoirsDhrnmtcha chaechaОценок пока нет
- Al Muntasheri2014Документ18 страницAl Muntasheri2014rafaelОценок пока нет
- SPE 114127 Reliability of Multiphase Flowmeters and Test Separators at High Water CutДокумент9 страницSPE 114127 Reliability of Multiphase Flowmeters and Test Separators at High Water Cutshakouri1370_8902064Оценок пока нет
- A Guide To Using Polyacrylamide (PAM) Polymers For Control of Irrigation Run-Off On The Central CoastДокумент13 страницA Guide To Using Polyacrylamide (PAM) Polymers For Control of Irrigation Run-Off On The Central CoastM Z NasutionОценок пока нет
- Polymer Reduction Leads To Increased Success: A Comparative StudyДокумент6 страницPolymer Reduction Leads To Increased Success: A Comparative StudybayuОценок пока нет
- Isopropyl Alcohol PurificationДокумент13 страницIsopropyl Alcohol PurificationMiraj savaniОценок пока нет
- Phase Pressure Measurements: Simultaneous and Direct Derivation of Relative Permeability and Dynamic Capillary PressureДокумент13 страницPhase Pressure Measurements: Simultaneous and Direct Derivation of Relative Permeability and Dynamic Capillary PressureRosa K Chang HОценок пока нет
- Qfarc 2016 EEPP1948Документ3 страницыQfarc 2016 EEPP1948Abdelrahman AwadОценок пока нет
- Ultra-Wide PPW Variable Range Proportioners: FeaturesДокумент4 страницыUltra-Wide PPW Variable Range Proportioners: FeatureskennymagallanesОценок пока нет
- Impact of A Novel Scale Inhibitor System On The Wettability of Paleozoic Unayzah Sandstone Reservoir, Saudi ArabiaДокумент6 страницImpact of A Novel Scale Inhibitor System On The Wettability of Paleozoic Unayzah Sandstone Reservoir, Saudi ArabiaRosa K Chang HОценок пока нет
- Spe-81573-Ms Water Injection Plant in Kuwait Oil FieldsДокумент10 страницSpe-81573-Ms Water Injection Plant in Kuwait Oil FieldsEvelynОценок пока нет
- Modeling ReservoirДокумент10 страницModeling ReservoirMustapha BouregaaОценок пока нет
- Spe 184815 MSДокумент13 страницSpe 184815 MSSSОценок пока нет
- Howard 2015Документ18 страницHoward 2015Ebrahim MohamadikhahОценок пока нет
- Influence of PH On The Stability of Oil-In-Water Emulsions Stabilized by A Splittable SurfactantДокумент7 страницInfluence of PH On The Stability of Oil-In-Water Emulsions Stabilized by A Splittable Surfactantsfar yassineОценок пока нет
- Factsheet 2 Water Mixing and Measurement P 2Документ4 страницыFactsheet 2 Water Mixing and Measurement P 2sishu21Оценок пока нет
- Paper Heavy Oil SamplingДокумент6 страницPaper Heavy Oil SamplingLatorreMОценок пока нет
- Kim 2007Документ9 страницKim 2007elisairmamОценок пока нет
- Evaluation of Laminar Flow of Surfactant Stabilized Bitumen in Water Emulsion in Pipe Using Computational Fluid Dynamics Effects of Water Content andДокумент14 страницEvaluation of Laminar Flow of Surfactant Stabilized Bitumen in Water Emulsion in Pipe Using Computational Fluid Dynamics Effects of Water Content andArian VelayatiОценок пока нет
- UltratraceHgbyFIMSAmalgamationAppNote PDFДокумент4 страницыUltratraceHgbyFIMSAmalgamationAppNote PDFKANSY HAIKALОценок пока нет
- Standard methods for the examination of water and sewageОт EverandStandard methods for the examination of water and sewageОценок пока нет
- Design and Development of Box Shifting Mechanism Using Gearless Power Transmission SystemДокумент4 страницыDesign and Development of Box Shifting Mechanism Using Gearless Power Transmission SystemInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- CE 407 Earthquake Engineering 2019Документ20 страницCE 407 Earthquake Engineering 2019Andrea MagtutoОценок пока нет
- Hgkujhguyg Yrty Rty Rty Rty RT Ybuy Guyhgu Yghuiyh Ug UjhДокумент19 страницHgkujhguyg Yrty Rty Rty Rty RT Ybuy Guyhgu Yghuiyh Ug UjhhennieОценок пока нет
- A Study of Two Phase Flow in Inclined PipesДокумент11 страницA Study of Two Phase Flow in Inclined PipesJhonalberth MendezОценок пока нет
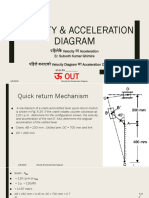
- Velocity and Acceleration Diagram 1Документ25 страницVelocity and Acceleration Diagram 1Bibek0% (1)
- Chapter 5 Principal Stresses PDFДокумент61 страницаChapter 5 Principal Stresses PDFcoded coderОценок пока нет
- Analysis of Structure Supported On Elastic FoundationДокумент6 страницAnalysis of Structure Supported On Elastic Foundationtaosye100% (1)
- Compression Memeber NumericalДокумент6 страницCompression Memeber NumericalDeepak SahОценок пока нет
- Analysis of T-Beam PDFДокумент23 страницыAnalysis of T-Beam PDFjansenОценок пока нет
- Foundation in Science: SCP 232-Physic 2 Chapter 1 (Part 1) OscillationsДокумент84 страницыFoundation in Science: SCP 232-Physic 2 Chapter 1 (Part 1) OscillationsaОценок пока нет
- Work Energy and Power Class XIДокумент17 страницWork Energy and Power Class XIKAMAL KANT KUSHWAHAОценок пока нет
- Chapter 12. FEMA 751-TextoДокумент64 страницыChapter 12. FEMA 751-TextoPaul RuizОценок пока нет
- Pipe Ut TelДокумент16 страницPipe Ut TelS N satyanarayanaОценок пока нет
- Shear FlowДокумент12 страницShear FlowMOFEEZALAMОценок пока нет
- Principal StressДокумент20 страницPrincipal StressAnup KashyapОценок пока нет
- Fluid Mechanics, Lecture 4Документ27 страницFluid Mechanics, Lecture 4Jagruti Patel100% (1)
- WWW - Mana R e Sults - Co.in: Mechanics of SolidsДокумент14 страницWWW - Mana R e Sults - Co.in: Mechanics of Solidsmahendra babu mekalaОценок пока нет
- Coil DesignДокумент7 страницCoil DesignSajal Kulshrestha100% (3)
- AGARDAG328Документ200 страницAGARDAG328EОценок пока нет
- EMT - Assingment (Electromagnatic Floater)Документ10 страницEMT - Assingment (Electromagnatic Floater)Iqbal Haziq AzmiОценок пока нет
- (2012) (Selvakumar & Suresh) (Use of Al2O3-CuWater Hybrid Nanofluid in An Electronic Heat Sink)Документ8 страниц(2012) (Selvakumar & Suresh) (Use of Al2O3-CuWater Hybrid Nanofluid in An Electronic Heat Sink)Shahzaib Anwar OffОценок пока нет
- Aircraft Construction and RepairДокумент8 страницAircraft Construction and RepairCed SisonОценок пока нет
- Viscometer-Group 7Документ25 страницViscometer-Group 7Camille Millondaga100% (1)
- Web5160, MODELS FOR DYNAMIC ANALYSIS OR RAILWAY BRIDGES PDFДокумент90 страницWeb5160, MODELS FOR DYNAMIC ANALYSIS OR RAILWAY BRIDGES PDFJuan Carlos Torres HernándezОценок пока нет
- AP Physics Notes - MagnetismДокумент8 страницAP Physics Notes - MagnetismAndy HeОценок пока нет
- Mechanics of Materials: Revision of Pre-RequisitesДокумент15 страницMechanics of Materials: Revision of Pre-Requisites67-Tawakal MuzaffarОценок пока нет
- General Structural Theory: Section 3Документ1 страницаGeneral Structural Theory: Section 3afendiОценок пока нет
- Homogeneous Nucleation NotesДокумент4 страницыHomogeneous Nucleation NotesLiam ClinkОценок пока нет
- Exercise 1 1681535064Документ8 страницExercise 1 1681535064Rahul SharmaОценок пока нет
- Physics Answers Electric and MagnetismДокумент8 страницPhysics Answers Electric and MagnetismGeethanjali SivakumarОценок пока нет