Вам также может понравиться
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Thirteen Moons in MotionДокумент41 страницаThirteen Moons in MotionGalacticMaya100% (3)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- 6th Central Pay Commission Salary CalculatorДокумент15 страниц6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- W1 Introduction To Mechanisms and Kinematics 20140724Документ38 страницW1 Introduction To Mechanisms and Kinematics 20140724Izzat MalikОценок пока нет
- Design of Saddle Support For Horizontal Pressure Vessel PDFДокумент5 страницDesign of Saddle Support For Horizontal Pressure Vessel PDFnizam1372100% (3)
- CSWIP 3.2 Course Material 2016Документ418 страницCSWIP 3.2 Course Material 2016skychurch97% (29)
- EagleBurgmann K-KDE E3 Competence in Compressor Sealing 12.05.2016Документ28 страницEagleBurgmann K-KDE E3 Competence in Compressor Sealing 12.05.2016MatteoBertoneriОценок пока нет
- Zick AnalysisДокумент12 страницZick AnalysisrksahayОценок пока нет
- Libro Bearing Design in Machinery by A. HarnoyДокумент20 страницLibro Bearing Design in Machinery by A. HarnoyAndres Fernando Cano Urrea0% (1)
- Insight 2014 Mathematical Methods Examination 2Документ23 страницыInsight 2014 Mathematical Methods Examination 2nochnochОценок пока нет
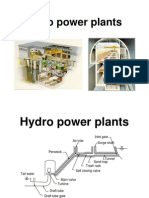
- 5 - Hydro Power PlantsДокумент73 страницы5 - Hydro Power Plants2003_335100% (1)
- Inspection of BoilersДокумент13 страницInspection of BoilersLuis MenaОценок пока нет
- (Lab Report Operation Unit) Experiment 3: Separation of An Ordinary Binary Mixture Consisting of Acetic Acid and Water by Using Simple Batch Distillation Technique.Документ8 страниц(Lab Report Operation Unit) Experiment 3: Separation of An Ordinary Binary Mixture Consisting of Acetic Acid and Water by Using Simple Batch Distillation Technique.Fazsroul100% (9)
- Astm C469 - C469M - 14Документ5 страницAstm C469 - C469M - 14adil Rahman hassoon100% (1)
- Libro Water Treatment Plant Waste Management by D. Cornwell and M. BishopДокумент484 страницыLibro Water Treatment Plant Waste Management by D. Cornwell and M. BishopAndres Fernando Cano UrreaОценок пока нет
- Option SwitchesДокумент357 страницOption SwitchesIVANОценок пока нет
- Neway Valve SpecsДокумент26 страницNeway Valve SpecsHanif BahОценок пока нет
- Artículo SD Tubular Heat Exchanger Inspection Maintenace, and Repair PDFДокумент34 страницыArtículo SD Tubular Heat Exchanger Inspection Maintenace, and Repair PDFAndres Fernando Cano UrreaОценок пока нет
- Artículo SD Tubular Heat Exchanger Inspection Maintenace, and RepairДокумент6 страницArtículo SD Tubular Heat Exchanger Inspection Maintenace, and RepairAndres Fernando Cano UrreaОценок пока нет
- H011228 PDFДокумент2 страницыH011228 PDFAndres Fernando Cano UrreaОценок пока нет
- Turbines, Compressors and Fans - S. M. YahyaДокумент170 страницTurbines, Compressors and Fans - S. M. YahyaHarsh Bhavsar0% (3)
- Grundfos Dosing Pumps Product GuideДокумент28 страницGrundfos Dosing Pumps Product GuidevamsipatwariОценок пока нет
- Boiler Heating Square Footage PDFДокумент2 страницыBoiler Heating Square Footage PDFAndres Fernando Cano UrreaОценок пока нет
- Limit, Fits and ToleranceДокумент13 страницLimit, Fits and ToleranceAnkit NautiyalОценок пока нет
- 2009 - Jan CB-8263 Retrofit or Replace Boilers - SconnorДокумент9 страниц2009 - Jan CB-8263 Retrofit or Replace Boilers - SconnorAndres Fernando Cano UrreaОценок пока нет
- Proj Plan DrivesДокумент160 страницProj Plan DrivesMiguelDiazV0% (1)
- Catálogo Grilletes 2Документ2 страницыCatálogo Grilletes 2Andres Fernando Cano UrreaОценок пока нет
- P 337 ED tcm33 182782Документ5 страницP 337 ED tcm33 182782Andres Fernando Cano UrreaОценок пока нет
- Grundfosliterature 2127818 PDFДокумент3 страницыGrundfosliterature 2127818 PDFAndres Fernando Cano UrreaОценок пока нет
- ICE Manual-For WebsiteДокумент29 страницICE Manual-For WebsiteAndres Fernando Cano UrreaОценок пока нет
- Advanced Tube DesignДокумент2 страницыAdvanced Tube DesignBabu AravindОценок пока нет
- 2016 Master Thesis Work CFD Pump Valve SystemДокумент1 страница2016 Master Thesis Work CFD Pump Valve SystemMohamedNihasОценок пока нет
- Lecture Notes in Economics and Mathematical Systems 583Документ484 страницыLecture Notes in Economics and Mathematical Systems 583AtanuОценок пока нет
- LV TrafoДокумент38 страницLV TrafoApik SubagyaОценок пока нет
- 1 Force and MotionДокумент27 страниц1 Force and Motion5kfwvjk68bОценок пока нет
- Design GuideДокумент30 страницDesign Guiderapidindustries100% (6)
- Water DistillerДокумент13 страницWater DistillerjordanrmaОценок пока нет
- Millikan Oil Drop ExperimentДокумент6 страницMillikan Oil Drop ExperimentruleevanОценок пока нет
- Guia para Expandido de TubosДокумент3 страницыGuia para Expandido de Tubosjafc986Оценок пока нет
- CUOBOGASДокумент4 страницыCUOBOGASDiego Fernando Pedroza UribeОценок пока нет
- 2012 Dse Phy 2 eДокумент18 страниц2012 Dse Phy 2 esamsonchoi427Оценок пока нет
- Subject - Wise - Result EditedДокумент34 страницыSubject - Wise - Result EditedSiva RamanОценок пока нет
- Important MCQ - Materials and ComponentsДокумент8 страницImportant MCQ - Materials and ComponentsarijitlgspОценок пока нет
- Typ. Beam Detail: ID FTB-1 FTB-2 B-1 Main LBДокумент1 страницаTyp. Beam Detail: ID FTB-1 FTB-2 B-1 Main LBRewsEnОценок пока нет
- Mandavya Integrated Pu CollegeДокумент4 страницыMandavya Integrated Pu CollegeSahaana VMОценок пока нет
- 524 14 OMTsДокумент28 страниц524 14 OMTsKarthik GanesanОценок пока нет
- C26x Enm C57a PDFДокумент1 284 страницыC26x Enm C57a PDFmn090078dОценок пока нет
- Analysis On Conversion Efficiency of Homojunction and Heterojunction Solar Cell Using Semiconductor MaterialsДокумент4 страницыAnalysis On Conversion Efficiency of Homojunction and Heterojunction Solar Cell Using Semiconductor MaterialsAnonymous izrFWiQОценок пока нет
- List of Institutes Engineering (Gujcet)Документ20 страницList of Institutes Engineering (Gujcet)Kumar ManglamОценок пока нет
- Grade 7 Chem NF 1st Term (1) - 1-6Документ6 страницGrade 7 Chem NF 1st Term (1) - 1-6zizo gamingОценок пока нет
- 3130507-Group Wise Topics For Online PresentationДокумент2 страницы3130507-Group Wise Topics For Online PresentationKaushal BaldhaОценок пока нет
- TDA7072 DatasheetДокумент11 страницTDA7072 Datasheetsergio_741Оценок пока нет
- ORMOCERIДокумент6 страницORMOCERIBogdanОценок пока нет