Вам также может понравиться
- ASME B31.3 2014 NDT AcceptanceДокумент9 страницASME B31.3 2014 NDT AcceptanceWalter Trajada83% (6)
- API 1104 Acceptance CriteriaДокумент1 страницаAPI 1104 Acceptance CriteriaMekhman100% (1)
- Calculation Formula For API 510Документ2 страницыCalculation Formula For API 510Luthfi ArdiansyahОценок пока нет
- RT Acceptance Para. 9.4Документ4 страницыRT Acceptance Para. 9.4Yan Ferizal100% (1)
- ASME Sec V - 2019 - Article 5Документ9 страницASME Sec V - 2019 - Article 5Mohsin IamОценок пока нет
- 328.4.2 End Preparation: ASME B31.3-2012Документ2 страницы328.4.2 End Preparation: ASME B31.3-2012Stephen Raj100% (1)
- API 1104 - UT Acceptance StandardsДокумент5 страницAPI 1104 - UT Acceptance StandardsABDIELОценок пока нет
- Acceptance Criteria-Asme Section 5Документ18 страницAcceptance Criteria-Asme Section 5HAKAN67% (3)
- 6-15-0003 Rev 4Документ9 страниц6-15-0003 Rev 4cynideОценок пока нет
- Electrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedureДокумент2 страницыElectrode Brad Qualification Procedure As Per ASME Section II Part C Along With NPCIL ProcedurePrashant Puri100% (2)
- 7.5.5.2asme Sec Viii Div 2 2017Документ3 страницы7.5.5.2asme Sec Viii Div 2 2017James100% (2)
- ASME V Article 7 Magnetic Particle ExaminationДокумент1 страницаASME V Article 7 Magnetic Particle ExaminationAmanda Ariesta Aprilia100% (4)
- Radiographic Acceptance Criteria: (This Table Contains Maximum Discontinuity Size Allowed)Документ7 страницRadiographic Acceptance Criteria: (This Table Contains Maximum Discontinuity Size Allowed)Alzaki AbdullahОценок пока нет
- SS WPSДокумент1 страницаSS WPSMOHAMEDABBASОценок пока нет
- API 570 Exam CalculationsДокумент2 страницыAPI 570 Exam Calculationssnehal.deshmukhОценок пока нет
- Defect ASME Sec. I ASME B31.1 ASME Sec. VIII, Div. I, Para. UW-51 API 650 Asme Sec Viii Div. I, Paragraph UW-52Документ7 страницDefect ASME Sec. I ASME B31.1 ASME Sec. VIII, Div. I, Para. UW-51 API 650 Asme Sec Viii Div. I, Paragraph UW-52AnilОценок пока нет
- Piping External Visual Inspection ProcedureДокумент3 страницыPiping External Visual Inspection Procedurecamasa2011100% (1)
- ASME B31 3 Acceptance Criteria Tab 341-3-2AДокумент2 страницыASME B31 3 Acceptance Criteria Tab 341-3-2Aadel100% (1)
- ASME B31.3 Acceptance Criteria - Tab 341.3.2AДокумент2 страницыASME B31.3 Acceptance Criteria - Tab 341.3.2Avsnaiduqc90% (21)
- PWHT Requirement As Per API-650Документ1 страницаPWHT Requirement As Per API-650hgagselim2012Оценок пока нет
- Uw-51 RT Acceptance CriteriaДокумент12 страницUw-51 RT Acceptance CriteriaSameer RajuОценок пока нет
- Acceptance Criteria For NDT (UT, RT, DPT, Visual, MPT)Документ5 страницAcceptance Criteria For NDT (UT, RT, DPT, Visual, MPT)Naveen Kumar75% (4)
- P Peaking BandingДокумент4 страницыP Peaking BandingSUBHOMOYОценок пока нет
- NDT As Per B31.3Документ2 страницыNDT As Per B31.3invilink87Оценок пока нет
- EQT ChecklistДокумент5 страницEQT Checklistvijayachidu100% (1)
- API 1104 Defects Acceptance Criteria FinalДокумент9 страницAPI 1104 Defects Acceptance Criteria Finalazizieh5701Оценок пока нет
- AWWA Steel Water Pipe NDT RequirementsДокумент4 страницыAWWA Steel Water Pipe NDT RequirementsCalidad PellizzariОценок пока нет
- Pressure Vessel Dimension InspectionДокумент10 страницPressure Vessel Dimension InspectionYetkin ErdoğanОценок пока нет
- Vacuum Box Test Report of Tank T-8112 Bottom PlatesДокумент8 страницVacuum Box Test Report of Tank T-8112 Bottom PlatesShalom LivingstonОценок пока нет
- API 5L-Annex KДокумент5 страницAPI 5L-Annex KHareendran AkmОценок пока нет
- Automated Ultrasonic Report Sample PHASE ARRAYДокумент2 страницыAutomated Ultrasonic Report Sample PHASE ARRAYAzrul Hanif100% (2)
- Weld Profile B16.25 - B 16.9Документ2 страницыWeld Profile B16.25 - B 16.9f_riseОценок пока нет
- Weld Fit Up Inspection Employee TrainingДокумент10 страницWeld Fit Up Inspection Employee TrainingBadiuzzama Azmi100% (2)
- Asme B31.3 Open & Closed Book (165 Q&A) (For Api 570 & Si Examinations)Документ28 страницAsme B31.3 Open & Closed Book (165 Q&A) (For Api 570 & Si Examinations)nani356Оценок пока нет
- Golden Joint Procedure Rev1Документ9 страницGolden Joint Procedure Rev1Mohd Effiezool Yaser100% (3)
- Aws d1.1 Tubular Vs Non TubularДокумент1 страницаAws d1.1 Tubular Vs Non TubularrendraОценок пока нет
- Defects Acceptance CriteriaДокумент1 страницаDefects Acceptance CriteriahakamaffaqОценок пока нет
- Table UCS-56-1 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 1Документ4 страницыTable UCS-56-1 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 1MechanicalОценок пока нет
- Comparision Between AWS D1.1&ASME Sec - IXДокумент33 страницыComparision Between AWS D1.1&ASME Sec - IXStephen RajОценок пока нет
- Lesson 09 UW16 UG37 New2Документ38 страницLesson 09 UW16 UG37 New2Kandregula Mohan BabuОценок пока нет
- Chapter 7 - ASME B31.3 NotesДокумент17 страницChapter 7 - ASME B31.3 NotesStevenQuekОценок пока нет
- Acceptance Criteria Radiography Test 2018 PDFДокумент7 страницAcceptance Criteria Radiography Test 2018 PDFSigit Pratikno100% (1)
- API 1104 Defects Acceptance Criteria FinalДокумент4 страницыAPI 1104 Defects Acceptance Criteria FinalHendry AriosОценок пока нет
- Piping Material Equivalent GradesДокумент19 страницPiping Material Equivalent GradesTejas DesaiОценок пока нет
- Ug-116 - RT4Документ3 страницыUg-116 - RT4miteshpatel191Оценок пока нет
- STD 1104 - Welding of Pipelines and Related FacilitiesДокумент38 страницSTD 1104 - Welding of Pipelines and Related FacilitiesGishnu SunilОценок пока нет
- Asme Questions and Answers Part ViДокумент22 страницыAsme Questions and Answers Part ViAshwani DograОценок пока нет
- Table 341.3.2 Acceptance Criteria For Welds - Visual and Radiographic ExaminationДокумент3 страницыTable 341.3.2 Acceptance Criteria For Welds - Visual and Radiographic ExaminationerboalОценок пока нет
- Asme - bpvc.v.2010 - Art 9Документ3 страницыAsme - bpvc.v.2010 - Art 9felipefistОценок пока нет
- RT Acceptance Criteria: Asme Sec Viii Div-1 API-650 Ansi/ Asme B 31.3 ASME B 31.1 Asme Sec Ix CodesДокумент1 страницаRT Acceptance Criteria: Asme Sec Viii Div-1 API-650 Ansi/ Asme B 31.3 ASME B 31.1 Asme Sec Ix CodesEr Md AamirОценок пока нет
- Visual Inspection Method of Storage TankДокумент2 страницыVisual Inspection Method of Storage TankAnonymous NDkWQpp100% (1)
- Asme b31.3 Acceptance RT TabulatedДокумент86 страницAsme b31.3 Acceptance RT TabulatedWalter Trajada100% (2)
- ASME B 31.1 Acceptance Criteria PDFДокумент13 страницASME B 31.1 Acceptance Criteria PDFasim alok swain100% (3)
- 341 Texto y TablaДокумент5 страниц341 Texto y TablaJUANCAMILOОценок пока нет
- Asme B31.3,341.3.4Документ1 страницаAsme B31.3,341.3.4mzarei_1982Оценок пока нет
- Acceptance Criteria - ASME B31.3 2022Документ7 страницAcceptance Criteria - ASME B31.3 2022muharom aprilОценок пока нет
- Pages From ASME B31.3 2018 PDFДокумент6 страницPages From ASME B31.3 2018 PDFAli AdnanОценок пока нет
- Asme B31.3Документ2 страницыAsme B31.3Gilmar MarquesОценок пока нет
- Chapter VI Inspection, Examination, and TestingДокумент12 страницChapter VI Inspection, Examination, and TestingFlorin TrОценок пока нет
- 340 INSPECTION (PG 112 - 121) : Para. 302.3.3Документ3 страницы340 INSPECTION (PG 112 - 121) : Para. 302.3.3r_ramiresОценок пока нет
- Liquid Penetrant Test: Visual Inspection Results: Additional DetailsДокумент4 страницыLiquid Penetrant Test: Visual Inspection Results: Additional DetailsWisüttisäk PeäröönОценок пока нет
- Chemical Composition of Stainless SteelДокумент7 страницChemical Composition of Stainless SteelWisüttisäk PeäröönОценок пока нет
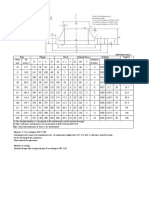
- Din Flange Din 2627: (Dimensions in MM.)Документ12 страницDin Flange Din 2627: (Dimensions in MM.)Wisüttisäk PeäröönОценок пока нет
- WTM-026 MT Procedure AWS D 1.1 2010-V01 - ThaiДокумент11 страницWTM-026 MT Procedure AWS D 1.1 2010-V01 - ThaiWisüttisäk PeäröönОценок пока нет
- Wtm-045 RT Procedure Asme V 2010-V01Документ18 страницWtm-045 RT Procedure Asme V 2010-V01Wisüttisäk Peäröön100% (1)
- RI Defect CausesДокумент50 страницRI Defect CausesWisüttisäk Peäröön100% (3)
- Wtm-046 RT Procedure Aws D 1.1 2010-V01Документ16 страницWtm-046 RT Procedure Aws D 1.1 2010-V01Wisüttisäk Peäröön100% (2)
- Wtm-058 Ut Procedure Aws d1.5 (2010)Документ9 страницWtm-058 Ut Procedure Aws d1.5 (2010)Wisüttisäk Peäröön0% (1)
- Wtm-059 RT Procedure Aws D 1.5 2010-V01Документ17 страницWtm-059 RT Procedure Aws D 1.5 2010-V01Wisüttisäk PeäröönОценок пока нет
- WTM-053 Safety Procedure in Radiographic WorkДокумент15 страницWTM-053 Safety Procedure in Radiographic WorkWisüttisäk PeäröönОценок пока нет
- Ello World DДокумент1 страницаEllo World DWisüttisäk PeäröönОценок пока нет
- CV Grish BoonsakhonДокумент7 страницCV Grish BoonsakhonWisüttisäk PeäröönОценок пока нет
- Medical ReferenceДокумент1 страницаMedical ReferenceWisüttisäk PeäröönОценок пока нет
- 10070-C63-XX-XXXX-ENB-0001-024 RTP03M 44MPS-Old PoleДокумент1 страница10070-C63-XX-XXXX-ENB-0001-024 RTP03M 44MPS-Old PoleKrishna Kns100% (1)
- A 3 14 PDFДокумент272 страницыA 3 14 PDFRahardian Faizal ZuhdiОценок пока нет
- Bolt Supply Technical Catalogue PDFДокумент32 страницыBolt Supply Technical Catalogue PDFchacha_yousraОценок пока нет
- BBB PDFДокумент12 страницBBB PDFJuanaОценок пока нет
- N02 Concealed HingesДокумент16 страницN02 Concealed Hingesvenkat2674Оценок пока нет
- Plastic Processing TechniquesДокумент8 страницPlastic Processing TechniquesSohail Anwar KhanОценок пока нет
- Chemrite WP - 1Документ2 страницыChemrite WP - 1ICPL-RWPОценок пока нет
- Tle 2023Документ3 страницыTle 2023Md Bulbul AhmedОценок пока нет
- Industrial Chic Concrete and Pipe Shelves TutorialДокумент1 страницаIndustrial Chic Concrete and Pipe Shelves TutorialKátia ReisОценок пока нет
- ANSI IEEE 135.30 Amerian National Standar For Zinc Coated For Overhead or Underground Line ConstructionДокумент4 страницыANSI IEEE 135.30 Amerian National Standar For Zinc Coated For Overhead or Underground Line ConstructionLuis MartinezОценок пока нет
- Lintel Beam (When Height Less)Документ30 страницLintel Beam (When Height Less)Kartik MehtaОценок пока нет
- Cabinet Installation GuideДокумент17 страницCabinet Installation Guidetrlyevl1Оценок пока нет
- PLATE KapalДокумент11 страницPLATE KapalRizal HidayatullahОценок пока нет
- Frequently Asked QuestionsДокумент6 страницFrequently Asked QuestionsChimmy GonzalezОценок пока нет
- CF Hydraulic Sampling Products.01Документ18 страницCF Hydraulic Sampling Products.01Patrick FoОценок пока нет
- Study On Partial Replacement of Coarse Aggregate With Steel SlagДокумент9 страницStudy On Partial Replacement of Coarse Aggregate With Steel SlagIJRASETPublicationsОценок пока нет
- Piping Tie in Procedure Rev A PDFДокумент15 страницPiping Tie in Procedure Rev A PDFMohammed Sibghatulla100% (1)
- Standard Welded Wire Mesh Fabric For ConcДокумент2 страницыStandard Welded Wire Mesh Fabric For ConcJohneey Deep0% (1)
- PDF Q1 Mod 1 EIM GRADE 12 NewДокумент10 страницPDF Q1 Mod 1 EIM GRADE 12 NewCloud DullasОценок пока нет
- DSI-USA DYWIDAG Geotechnical Product Range Us PDFДокумент24 страницыDSI-USA DYWIDAG Geotechnical Product Range Us PDFvozdricaОценок пока нет
- Biocomposites Reinforced With Natural FibersДокумент46 страницBiocomposites Reinforced With Natural FibersCarlos ChavesОценок пока нет
- Disclosure To Promote The Right To Information: IS 1341 (1992) : Steel Butt Hinges - (CED 15: Builder Hardware)Документ11 страницDisclosure To Promote The Right To Information: IS 1341 (1992) : Steel Butt Hinges - (CED 15: Builder Hardware)Sriram SubramanianОценок пока нет
- Hygienic Air Handling Unit CatalogueДокумент27 страницHygienic Air Handling Unit Cataloguemoataz medhatОценок пока нет
- 3.inspection & Testing PlanДокумент24 страницы3.inspection & Testing PlanIrfan Putra100% (4)
- FMW7753 FoamerДокумент1 страницаFMW7753 FoamerfructoraОценок пока нет
- CorrosionДокумент19 страницCorrosiongopal singhОценок пока нет
- Rubcrete, Use of Rubber in ConcreteДокумент6 страницRubcrete, Use of Rubber in Concreterahuldasbi100% (1)
- Polymers Polymer MONOMER (Name & Structure) Uses Addition or Chain Growth PolymerДокумент2 страницыPolymers Polymer MONOMER (Name & Structure) Uses Addition or Chain Growth PolymerYash KumarОценок пока нет
- Adwea Standard Quality Control Plan (SQCP) : For Ductile Iron FittingsДокумент17 страницAdwea Standard Quality Control Plan (SQCP) : For Ductile Iron FittingsAmro HarasisОценок пока нет
- Continuous (One Way)Документ7 страницContinuous (One Way)scribd1991Оценок пока нет
- The End of Craving: Recovering the Lost Wisdom of Eating WellОт EverandThe End of Craving: Recovering the Lost Wisdom of Eating WellРейтинг: 4.5 из 5 звезд4.5/5 (83)
- The Fabric of Civilization: How Textiles Made the WorldОт EverandThe Fabric of Civilization: How Textiles Made the WorldРейтинг: 4.5 из 5 звезд4.5/5 (58)
- The Future of Geography: How the Competition in Space Will Change Our WorldОт EverandThe Future of Geography: How the Competition in Space Will Change Our WorldРейтинг: 4 из 5 звезд4/5 (6)
- Hero Found: The Greatest POW Escape of the Vietnam WarОт EverandHero Found: The Greatest POW Escape of the Vietnam WarРейтинг: 4 из 5 звезд4/5 (19)
- Sully: The Untold Story Behind the Miracle on the HudsonОт EverandSully: The Untold Story Behind the Miracle on the HudsonРейтинг: 4 из 5 звезд4/5 (103)
- When the Heavens Went on Sale: The Misfits and Geniuses Racing to Put Space Within ReachОт EverandWhen the Heavens Went on Sale: The Misfits and Geniuses Racing to Put Space Within ReachРейтинг: 3.5 из 5 звезд3.5/5 (6)
- Faster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestОт EverandFaster: How a Jewish Driver, an American Heiress, and a Legendary Car Beat Hitler's BestРейтинг: 4 из 5 звезд4/5 (28)
- How to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerОт EverandHow to Build a Car: The Autobiography of the World’s Greatest Formula 1 DesignerРейтинг: 4.5 из 5 звезд4.5/5 (54)
- Dirt to Soil: One Family’s Journey into Regenerative AgricultureОт EverandDirt to Soil: One Family’s Journey into Regenerative AgricultureРейтинг: 5 из 5 звезд5/5 (125)
- The Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyОт EverandThe Intel Trinity: How Robert Noyce, Gordon Moore, and Andy Grove Built the World's Most Important CompanyОценок пока нет
- Pale Blue Dot: A Vision of the Human Future in SpaceОт EverandPale Blue Dot: A Vision of the Human Future in SpaceРейтинг: 4.5 из 5 звезд4.5/5 (588)
- The Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaОт EverandThe Beekeeper's Lament: How One Man and Half a Billion Honey Bees Help Feed AmericaОценок пока нет
- ChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindОт EverandChatGPT Money Machine 2024 - The Ultimate Chatbot Cheat Sheet to Go From Clueless Noob to Prompt Prodigy Fast! Complete AI Beginner’s Course to Catch the GPT Gold Rush Before It Leaves You BehindОценок пока нет
- Four Battlegrounds: Power in the Age of Artificial IntelligenceОт EverandFour Battlegrounds: Power in the Age of Artificial IntelligenceРейтинг: 5 из 5 звезд5/5 (5)
- Permaculture for the Rest of Us: Abundant Living on Less than an AcreОт EverandPermaculture for the Rest of Us: Abundant Living on Less than an AcreРейтинг: 4.5 из 5 звезд4.5/5 (33)
- Process Plant Equipment: Operation, Control, and ReliabilityОт EverandProcess Plant Equipment: Operation, Control, and ReliabilityРейтинг: 5 из 5 звезд5/5 (1)
- The Technology Trap: Capital, Labor, and Power in the Age of AutomationОт EverandThe Technology Trap: Capital, Labor, and Power in the Age of AutomationРейтинг: 4.5 из 5 звезд4.5/5 (46)
- This Is What It Sounds Like: What the Music You Love Says About YouОт EverandThis Is What It Sounds Like: What the Music You Love Says About YouРейтинг: 4 из 5 звезд4/5 (33)
- Fallout: The Hiroshima Cover-up and the Reporter Who Revealed It to the WorldОт EverandFallout: The Hiroshima Cover-up and the Reporter Who Revealed It to the WorldРейтинг: 4.5 из 5 звезд4.5/5 (82)
- From Darwin to Derrida: Selfish Genes, Social Selves, and the Meanings of LifeОт EverandFrom Darwin to Derrida: Selfish Genes, Social Selves, and the Meanings of LifeРейтинг: 4 из 5 звезд4/5 (2)