Вам также может понравиться
- Effective Approaches To Improve The Electrical Conductivity of PEDOT:PSS: A ReviewДокумент16 страницEffective Approaches To Improve The Electrical Conductivity of PEDOT:PSS: A ReviewSasa PetrovicОценок пока нет
- Tesa Twinlock Faq A3 041018Документ1 страницаTesa Twinlock Faq A3 041018Sasa PetrovicОценок пока нет
- Investigation of Micro-Flexographic Printing Method in Fine Solid Lines Printing Structure by Graphene InkДокумент6 страницInvestigation of Micro-Flexographic Printing Method in Fine Solid Lines Printing Structure by Graphene InkSasa PetrovicОценок пока нет
- Unit 4Документ70 страницUnit 4Sasa PetrovicОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5795)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- EN FOLIANT Vega 530AДокумент2 страницыEN FOLIANT Vega 530ARaul CostiniucОценок пока нет
- Regional Talent ManagersДокумент3 страницыRegional Talent ManagersAna TalosОценок пока нет
- P L MUN: College of Business AdministrationДокумент71 страницаP L MUN: College of Business Administrationjhaeus enajОценок пока нет
- International Business English GlossaryДокумент29 страницInternational Business English GlossaryVikas100% (1)
- The Effectiveness of Total Quality Management Principles in The PДокумент121 страницаThe Effectiveness of Total Quality Management Principles in The Pdeepak202002tОценок пока нет
- Flexible Coupling: Rizvi College of EngineeringДокумент1 страницаFlexible Coupling: Rizvi College of Engineeringvarad rautОценок пока нет
- From press-to-ATM - How Money Travels - The Indian ExpressДокумент14 страницFrom press-to-ATM - How Money Travels - The Indian ExpressImad ImadОценок пока нет
- Improving Paper Mill Productivity Using Thermal Imagers: Mahesh S KotianДокумент33 страницыImproving Paper Mill Productivity Using Thermal Imagers: Mahesh S Kotianrajeevtyagi41Оценок пока нет
- Using Accounting Information in DecisionДокумент15 страницUsing Accounting Information in DecisionMarj AgustinОценок пока нет
- Print and Copy Price GuideДокумент26 страницPrint and Copy Price GuideGeoff WaldronОценок пока нет
- Cookbook: A Reference Guide For All GTX Series UsersДокумент12 страницCookbook: A Reference Guide For All GTX Series UserskicsispermaОценок пока нет
- TLE-IA 6 Summ. Test No 1-q4Документ2 страницыTLE-IA 6 Summ. Test No 1-q4janelyn acuinОценок пока нет
- Paper Bag ManufacturingДокумент11 страницPaper Bag ManufacturingVivek LimbalkarОценок пока нет
- Negotiable Instrument ActДокумент18 страницNegotiable Instrument ActSathushra EswaranОценок пока нет
- Guidlines - For - Summer Internship ReportДокумент19 страницGuidlines - For - Summer Internship ReportJyoti YadavОценок пока нет
- Issues-11-075r - The Case - Task 1Документ15 страницIssues-11-075r - The Case - Task 1api-115328034Оценок пока нет
- Greenbacks: Banknote Design Credit: Scanned byДокумент1 страницаGreenbacks: Banknote Design Credit: Scanned byKevin RodríguezОценок пока нет
- WASO at A Glance: Corporate HistoryДокумент13 страницWASO at A Glance: Corporate HistoryRashan Jida ReshanОценок пока нет
- Voucher NH2003069007378Документ3 страницыVoucher NH2003069007378Thalapathy VenkatОценок пока нет
- MCMP Construction Corporation v. Monark Equipment CorporationДокумент1 страницаMCMP Construction Corporation v. Monark Equipment CorporationBenBulacОценок пока нет
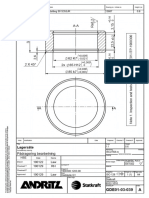
- Gde01 03 039 AДокумент1 страницаGde01 03 039 Aluca.laniОценок пока нет
- Id616258 Rev02Документ6 страницId616258 Rev02Prakash Surgond (KFIL)Оценок пока нет
- Mewar ApplicationДокумент4 страницыMewar ApplicationSathishОценок пока нет
- Chapter 3Документ61 страницаChapter 3syazazahirahОценок пока нет
- Caterpillar Research PaperДокумент5 страницCaterpillar Research Papermgrekccnd100% (1)
- Results Automation 2-2014Документ44 страницыResults Automation 2-2014predic1Оценок пока нет
- BT Crossing N Making of EndorsementДокумент5 страницBT Crossing N Making of EndorsementBoobalan RОценок пока нет
- Modern Technology of Printing & Writing Inks - With Formulae & Processes 2nd Revised EditionДокумент46 страницModern Technology of Printing & Writing Inks - With Formulae & Processes 2nd Revised EditionaboobakerОценок пока нет
- Darton. What Is The History of Books PDFДокумент14 страницDarton. What Is The History of Books PDFDaniel LopezОценок пока нет
- CGHS Medical Reimbursment FormДокумент3 страницыCGHS Medical Reimbursment FormBinu PkОценок пока нет