Вам также может понравиться
- AHVISITCTGДокумент5 страницAHVISITCTGVamshi RajОценок пока нет
- LTCC Based Sensors and MicrosystemsДокумент11 страницLTCC Based Sensors and MicrosystemsceroycesarОценок пока нет
- HTS For Accelerators PACДокумент6 страницHTS For Accelerators PACUdayanand KarriОценок пока нет
- High-Temperature Cuprate Superconductors Get To Work: Physics Today April 2005Документ8 страницHigh-Temperature Cuprate Superconductors Get To Work: Physics Today April 2005mangla bhullarОценок пока нет
- ThermalДокумент10 страницThermal1711076053Оценок пока нет
- (2013) 09 ApplPhysLett - 103 - 022906 Aman - Large Strain Under A Low Electric Field in Lead-Free Bismuth-Based PiezoelectricsДокумент5 страниц(2013) 09 ApplPhysLett - 103 - 022906 Aman - Large Strain Under A Low Electric Field in Lead-Free Bismuth-Based PiezoelectricsAchiri TangeОценок пока нет
- Physica C: M. Yagi, S. Mukoyama, N. Amemiya, S. Nagaya, N. Kashima, Y. ShioharaДокумент4 страницыPhysica C: M. Yagi, S. Mukoyama, N. Amemiya, S. Nagaya, N. Kashima, Y. ShioharaWilliam Leonardo Barrero GomezОценок пока нет
- Keeping A Gauge On PCB Thermal EffectsДокумент6 страницKeeping A Gauge On PCB Thermal EffectsArun KumarОценок пока нет
- High T Superconducting Materials For Strong Current Applications: Approach at The First StageДокумент6 страницHigh T Superconducting Materials For Strong Current Applications: Approach at The First StageMadhu JbОценок пока нет
- Development of Hobco Coated Conductor: Shuji Hahakura, Munetsugu Ueyama, Masaya Konishi and Kazuya OhmatsuДокумент7 страницDevelopment of Hobco Coated Conductor: Shuji Hahakura, Munetsugu Ueyama, Masaya Konishi and Kazuya OhmatsukoinsuriОценок пока нет
- Carbon NanotubeДокумент7 страницCarbon NanotubeNatalia Moreno MorenoОценок пока нет
- COPPER BRAID HEAT CONDUCTORS For Sirius Cryogenic X-RayДокумент4 страницыCOPPER BRAID HEAT CONDUCTORS For Sirius Cryogenic X-Raygermoal1468Оценок пока нет
- Complex Permitivity CharaterizationДокумент6 страницComplex Permitivity CharaterizationskinhugoОценок пока нет
- Advanced Ceramics - 4th Year - Lecture NotesДокумент44 страницыAdvanced Ceramics - 4th Year - Lecture Notesdrsaadbhf100% (1)
- Specification: 0.6/1kV XLPE CableДокумент4 страницыSpecification: 0.6/1kV XLPE CableChrysthyan HitachiОценок пока нет
- Hiruma 2007 BKTДокумент5 страницHiruma 2007 BKTramОценок пока нет
- InTech-Chasing High Efficiency DSSC by Nano Structural Surface Engineering at Low Processing Temperature For Titanium Dioxide ElectrodesДокумент19 страницInTech-Chasing High Efficiency DSSC by Nano Structural Surface Engineering at Low Processing Temperature For Titanium Dioxide ElectrodesDeva RajОценок пока нет
- 1 s2.0 0026271467900078 MainДокумент17 страниц1 s2.0 0026271467900078 MainPramod YadavОценок пока нет
- Machine DesignДокумент82 страницыMachine Designlearning never endsОценок пока нет
- Thermal Barrier CoatingДокумент15 страницThermal Barrier CoatingdafillyОценок пока нет
- 09 PDFДокумент19 страниц09 PDFHesham FandyОценок пока нет
- VLSI Report PDFДокумент20 страницVLSI Report PDFNurulAnisAhmadОценок пока нет
- Smart Packaging of Electronics and Integrated MEMS Devices Using LTCCДокумент6 страницSmart Packaging of Electronics and Integrated MEMS Devices Using LTCCgoutham ezhilarasuОценок пока нет
- Unit 1 Principles of Electrical Machine DesignДокумент8 страницUnit 1 Principles of Electrical Machine Designbenh-aldj100% (1)
- Why and How To Use Tantalum Capacitors in Satellites Secondary DC Bus? 2 Space Passive Component Days (SPCD), International SymposiumДокумент5 страницWhy and How To Use Tantalum Capacitors in Satellites Secondary DC Bus? 2 Space Passive Component Days (SPCD), International SymposiumUpendra KumarОценок пока нет
- Larbalestier 2001 NatureДокумент10 страницLarbalestier 2001 NatureComissãodeFormaturaОценок пока нет
- Nano ElectronicsДокумент41 страницаNano Electronicschatterjee_somenath2204Оценок пока нет
- Thermal Conductivity Determination For Autoclaved Aerated Concrete Elements Used in Enclosure Masonry WallsДокумент10 страницThermal Conductivity Determination For Autoclaved Aerated Concrete Elements Used in Enclosure Masonry WallssathishaacОценок пока нет
- Characterization and Modeling of 0.18 M Bulk CMOS Technology at Sub-Kelvin TemperatureДокумент8 страницCharacterization and Modeling of 0.18 M Bulk CMOS Technology at Sub-Kelvin TemperatureRaj JanaОценок пока нет
- I-V Characteristic of Cdo/Ps HeterojunctionДокумент6 страницI-V Characteristic of Cdo/Ps HeterojunctionInternational Journal of Application or Innovation in Engineering & ManagementОценок пока нет
- Citing (2019) - Role of Material On The Performance of Multi-Stage Depressed CollectorsДокумент4 страницыCiting (2019) - Role of Material On The Performance of Multi-Stage Depressed CollectorsEnginОценок пока нет
- Progress in High Performance DI-BSCCO WireДокумент10 страницProgress in High Performance DI-BSCCO Wirehariyati lubisОценок пока нет
- First Tests of Bi-Y T-FДокумент8 страницFirst Tests of Bi-Y T-FEBEОценок пока нет
- Thin Film Technology: Dr. Kanak Chandra Sarma Professor & Head Department of Instrumentation, GUДокумент34 страницыThin Film Technology: Dr. Kanak Chandra Sarma Professor & Head Department of Instrumentation, GUkumareshsarmahОценок пока нет
- Fabrication and Characterization of A Polycrystalline 3C-SiC PiezoresistiveДокумент4 страницыFabrication and Characterization of A Polycrystalline 3C-SiC Piezoresistivemala sОценок пока нет
- Implementation of High-k/Metal Gates in High-Volume ManufacturingДокумент5 страницImplementation of High-k/Metal Gates in High-Volume ManufacturingA J AYОценок пока нет
- High Quality CRA Solutions by Electroslag Process For Austenitic StainleДокумент14 страницHigh Quality CRA Solutions by Electroslag Process For Austenitic StainleMubeenОценок пока нет
- GBidron JMatProcTechДокумент16 страницGBidron JMatProcTechKue DroidОценок пока нет
- Ic FabricationДокумент7 страницIc FabricationphooolОценок пока нет
- 3.2.2 Surface Micromachining: Dry/wet Isotropic EtchingДокумент7 страниц3.2.2 Surface Micromachining: Dry/wet Isotropic EtchingRana Muhammad UmerОценок пока нет
- 1 s2.0 S129007292100168X MainДокумент16 страниц1 s2.0 S129007292100168X MainLiviu BadeaОценок пока нет
- Improved Algan/Gan Metal-Oxide - Semiconductor High-Electron Mobility Transistors With Tio Gate Dielectric Annealed in NitrogenДокумент5 страницImproved Algan/Gan Metal-Oxide - Semiconductor High-Electron Mobility Transistors With Tio Gate Dielectric Annealed in Nitrogenresearch4maniОценок пока нет
- Comparison of 100 Torr and 200 Torr BPSG Layer Deposited Using Sub Atmospheric Chemical Vapour Deposition (Sacvd) ProcessДокумент9 страницComparison of 100 Torr and 200 Torr BPSG Layer Deposited Using Sub Atmospheric Chemical Vapour Deposition (Sacvd) ProcessIAEME PublicationОценок пока нет
- Nanomaterials 10 00058Документ10 страницNanomaterials 10 00058WilliamОценок пока нет
- 08378062Документ7 страниц08378062research4maniОценок пока нет
- Optical Layers Produced by SputteringДокумент12 страницOptical Layers Produced by Sputteringgoldy243usОценок пока нет
- Coimbatore Institute of Engineering and Technology COIMBATORE-641 109 Internal Test-IДокумент2 страницыCoimbatore Institute of Engineering and Technology COIMBATORE-641 109 Internal Test-IvsureshkannanmsecОценок пока нет
- UW1Документ4 страницыUW1Poonam KaurОценок пока нет
- Thermal Analysis and Design of A Micro-Hotplate For Sisubstrated Micro Structural Gas SensorДокумент4 страницыThermal Analysis and Design of A Micro-Hotplate For Sisubstrated Micro Structural Gas SensorDeeplal SharmaОценок пока нет
- CAF Article PDFДокумент4 страницыCAF Article PDFZetocha MilanОценок пока нет
- Magnetic Penetration Depth and Coherence Length in A Single-Crystal Yba Cu OДокумент4 страницыMagnetic Penetration Depth and Coherence Length in A Single-Crystal Yba Cu OI AM I WASОценок пока нет
- Al-Baldawi 2019 IOP Conf. Ser. Mater. Sci. Eng. 518 042012Документ11 страницAl-Baldawi 2019 IOP Conf. Ser. Mater. Sci. Eng. 518 042012Maruda8382Оценок пока нет
- A Practical Guide For TBCs in Gas TurbinesДокумент30 страницA Practical Guide For TBCs in Gas Turbinestolentino.jason1222Оценок пока нет
- Capacitive Pressure Sensors and Switches Fabricated Using Strain Compensated SigebДокумент3 страницыCapacitive Pressure Sensors and Switches Fabricated Using Strain Compensated SigebitsmarОценок пока нет
- Effect of TBC On Heat Transfer Into Nickel Based Refractory AlloyДокумент14 страницEffect of TBC On Heat Transfer Into Nickel Based Refractory AlloyÁlvaro Bustos QuinteroОценок пока нет
- Jlpea 12 00043Документ13 страницJlpea 12 00043RAZОценок пока нет
- Mechanical and Dielectric Properties of Short-Carbon-Fibers/Epoxy-Modified-Organic-Silicone-Resin As Heat Resistant Microwave Absorbing CoatingsДокумент7 страницMechanical and Dielectric Properties of Short-Carbon-Fibers/Epoxy-Modified-Organic-Silicone-Resin As Heat Resistant Microwave Absorbing CoatingsRiston SinagaОценок пока нет
- 1 Online PDFДокумент5 страниц1 Online PDFSang HoОценок пока нет
- Plasma Etching Processes for CMOS Devices RealizationОт EverandPlasma Etching Processes for CMOS Devices RealizationNicolas PossemeОценок пока нет
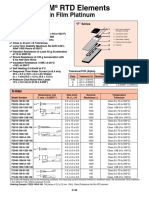
- Flat Profile Thin Film Platinum: "F" SeriesДокумент1 страницаFlat Profile Thin Film Platinum: "F" SeriesJairo FernandezОценок пока нет
- SFH 309 Fa - enДокумент14 страницSFH 309 Fa - enJairo FernandezОценок пока нет
- Simulation of Gradient-Coil-Induced Eddy Currents and Their Effects On A Head-Only HTS MRI MagnetДокумент7 страницSimulation of Gradient-Coil-Induced Eddy Currents and Their Effects On A Head-Only HTS MRI MagnetJairo FernandezОценок пока нет
- 4 ProblemsДокумент17 страниц4 ProblemsJairo Fernandez100% (1)
- Principles of Electric Machines and Power Electronics 3e Sen PDFДокумент198 страницPrinciples of Electric Machines and Power Electronics 3e Sen PDFJairo FernandezОценок пока нет
- Is Now Part ofДокумент6 страницIs Now Part ofJairo FernandezОценок пока нет
- CDKR Web v0.2rcДокумент3 страницыCDKR Web v0.2rcAGUSTIN SEVERINOОценок пока нет
- ICSI-Admit-Card (1) - 230531 - 163936Документ17 страницICSI-Admit-Card (1) - 230531 - 163936SanjayОценок пока нет
- Selvan CVДокумент4 страницыSelvan CVsuman_civilОценок пока нет
- Microsoft Word - Claimants Referral (Correct Dates)Документ15 страницMicrosoft Word - Claimants Referral (Correct Dates)Michael FourieОценок пока нет
- Delta AFC1212D-SP19Документ9 страницDelta AFC1212D-SP19Brent SmithОценок пока нет
- ST JohnДокумент20 страницST JohnNa PeaceОценок пока нет
- Fedex Service Guide: Everything You Need To Know Is OnlineДокумент152 страницыFedex Service Guide: Everything You Need To Know Is OnlineAlex RuizОценок пока нет
- Multispan LC 2046 Length Counter PDFДокумент2 страницыMultispan LC 2046 Length Counter PDFvinod kumarОценок пока нет
- Year 9 - Justrice System Civil LawДокумент12 страницYear 9 - Justrice System Civil Lawapi-301001591Оценок пока нет
- 500 Logo Design Inspirations Download #1 (E-Book)Документ52 страницы500 Logo Design Inspirations Download #1 (E-Book)Detak Studio DesainОценок пока нет
- Data Sheet WD Blue PC Hard DrivesДокумент2 страницыData Sheet WD Blue PC Hard DrivesRodrigo TorresОценок пока нет
- Cic Tips Part 1&2Документ27 страницCic Tips Part 1&2Yousef AlalawiОценок пока нет
- 004-PA-16 Technosheet ICP2 LRДокумент2 страницы004-PA-16 Technosheet ICP2 LRHossam MostafaОценок пока нет
- Building New Boxes WorkbookДокумент8 страницBuilding New Boxes Workbookakhileshkm786Оценок пока нет
- EnerconДокумент7 страницEnerconAlex MarquezОценок пока нет
- Portrait of An INTJДокумент2 страницыPortrait of An INTJDelia VlasceanuОценок пока нет
- Level 3 Repair: 8-1. Block DiagramДокумент30 страницLevel 3 Repair: 8-1. Block DiagramPaulo HenriqueОценок пока нет
- A PDFДокумент2 страницыA PDFKanimozhi CheranОценок пока нет
- Daraman vs. DENRДокумент2 страницыDaraman vs. DENRJeng GacalОценок пока нет
- Electrical ConnectorsДокумент5 страницElectrical ConnectorsRodrigo SantibañezОценок пока нет
- Schmidt Family Sales Flyer English HighДокумент6 страницSchmidt Family Sales Flyer English HighmdeenkОценок пока нет
- Supergrowth PDFДокумент9 страницSupergrowth PDFXavier Alexen AseronОценок пока нет
- Catalog Celule Siemens 8DJHДокумент80 страницCatalog Celule Siemens 8DJHAlexandru HalauОценок пока нет
- Module 5 Data Collection Presentation and AnalysisДокумент63 страницыModule 5 Data Collection Presentation and AnalysisAngel Vera CastardoОценок пока нет
- Ss 7 Unit 2 and 3 French and British in North AmericaДокумент147 страницSs 7 Unit 2 and 3 French and British in North Americaapi-530453982Оценок пока нет
- Perkins 20 Kva (404D-22G)Документ2 страницыPerkins 20 Kva (404D-22G)RavaelОценок пока нет
- Shubham RBSEДокумент13 страницShubham RBSEShubham Singh RathoreОценок пока нет
- Intermediate Accounting (15th Edition) by Donald E. Kieso & Others - 2Документ11 страницIntermediate Accounting (15th Edition) by Donald E. Kieso & Others - 2Jericho PedragosaОценок пока нет
- Agfa CR 85-X: Specification Fuji FCR Xg5000 Kodak CR 975Документ3 страницыAgfa CR 85-X: Specification Fuji FCR Xg5000 Kodak CR 975Youness Ben TibariОценок пока нет
- Banjara EmbroideryДокумент34 страницыBanjara EmbroideryKriti Rama ManiОценок пока нет