Вам также может понравиться
- ESD vs PSD - Understanding the Difference between Emergency Shutdown and Process ShutdownДокумент2 страницыESD vs PSD - Understanding the Difference between Emergency Shutdown and Process ShutdownKyrie AbayaОценок пока нет
- Technical Recommendations For Choke Valve SpecificationsДокумент7 страницTechnical Recommendations For Choke Valve SpecificationsajaysapruОценок пока нет
- XH5 Self-Contained Wellhead Control Panel User ManualДокумент12 страницXH5 Self-Contained Wellhead Control Panel User ManualHardik Acharya100% (1)
- ShutDown PanelДокумент3 страницыShutDown PanelShivam GuptaОценок пока нет
- Product Description - Wellhead Control Panel (WHCP) and HPUДокумент5 страницProduct Description - Wellhead Control Panel (WHCP) and HPUIsioma1Оценок пока нет
- High Integrity Pressure Protection System SIL VerificationДокумент22 страницыHigh Integrity Pressure Protection System SIL Verificationjose vasquezОценок пока нет
- HippsДокумент31 страницаHippsAjaykumar TiwariОценок пока нет
- HIPPS Is An Abbreviation of "High Integrity Pressure Protection System"Документ11 страницHIPPS Is An Abbreviation of "High Integrity Pressure Protection System"MohamedОценок пока нет
- Alarm Management KPI Utilizing IMS in Offshore PlatformsДокумент91 страницаAlarm Management KPI Utilizing IMS in Offshore PlatformsbacabacabacaОценок пока нет
- Boustead WHCP Esd Catalog With PicturesДокумент16 страницBoustead WHCP Esd Catalog With PicturesbalajiОценок пока нет
- SDV PPTДокумент58 страницSDV PPTSai Kamala100% (2)
- Table of Contents for Valve Actuator SpecificationДокумент10 страницTable of Contents for Valve Actuator SpecificationzazaОценок пока нет
- Control wellhead & gathering system flows and pressuresДокумент3 страницыControl wellhead & gathering system flows and pressuresAhmedAmer1Оценок пока нет
- PETRONAS Floating Liquefied Natural GasДокумент9 страницPETRONAS Floating Liquefied Natural GasDaniel Ismail100% (1)
- Instrument Training PresentationДокумент15 страницInstrument Training PresentationAther Waqar100% (1)
- ESD System Philosophy ExplainedДокумент3 страницыESD System Philosophy ExplainedmafecamaraОценок пока нет
- 00022443the Application of A Continuous Leak Detection System To Pipelines and Associated EquipmentДокумент4 страницы00022443the Application of A Continuous Leak Detection System To Pipelines and Associated EquipmentFaizal AbdullahОценок пока нет
- Calibrate Fire & Gas Detection SystemsДокумент5 страницCalibrate Fire & Gas Detection Systemskirandevi1981Оценок пока нет
- Solenoid Valve - Which Insulation ClassДокумент2 страницыSolenoid Valve - Which Insulation ClassMohd Firdaus100% (2)
- Sharing Bpcs - SisДокумент4 страницыSharing Bpcs - Sissatan556Оценок пока нет
- AVK Pneumatic Gate Valves BrochureДокумент2 страницыAVK Pneumatic Gate Valves BrochureCuong Nguyen ChiОценок пока нет
- Fusible Plug Loop Panel1Документ5 страницFusible Plug Loop Panel1caigithe85245650% (2)
- Design wellhead control panel specification under 40 charsДокумент3 страницыDesign wellhead control panel specification under 40 charsaminmuminiОценок пока нет
- PCC03 P002Документ11 страницPCC03 P002Handong ZhaoОценок пока нет
- Sensepoint XCD TechMan MAN0873 Iss8 0913 EMEAIДокумент84 страницыSensepoint XCD TechMan MAN0873 Iss8 0913 EMEAImusajcОценок пока нет
- Flow Measurement Selection and ApplicationДокумент84 страницыFlow Measurement Selection and ApplicationArunan MОценок пока нет
- High Integrity Pressure System HippsДокумент16 страницHigh Integrity Pressure System Hippspreetosh1Оценок пока нет
- Redundant Control System Certified up to SIL 3Документ2 страницыRedundant Control System Certified up to SIL 3Anonymous knICaxОценок пока нет
- Analyzer Sample Systems Ver HappenДокумент12 страницAnalyzer Sample Systems Ver HappenIñaki Eseberri100% (1)
- DP Transmitter Interface Level MeasurementДокумент12 страницDP Transmitter Interface Level MeasurementsubbaraoОценок пока нет
- Operating Instructions Flowsic600 Ultrasonic Gas Flow Meter en Im0011355Документ138 страницOperating Instructions Flowsic600 Ultrasonic Gas Flow Meter en Im0011355farhan100% (1)
- Pamplate Fusible LoopДокумент2 страницыPamplate Fusible Loopbastian99Оценок пока нет
- FNG Detectors SpecificationsДокумент33 страницыFNG Detectors Specificationssuhailfarhaan100% (1)
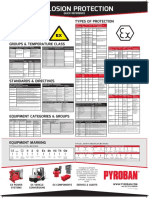
- Pyroban Wallchart 2019Документ1 страницаPyroban Wallchart 2019abdelhalimОценок пока нет
- Process Operator Gas ExperienceДокумент3 страницыProcess Operator Gas Experiencejohn MОценок пока нет
- Compex Manual Rev3 For Printing-1Документ262 страницыCompex Manual Rev3 For Printing-1aryo ganda pakpahanОценок пока нет
- AC-32 Rev 2015Dec-CURRENTДокумент2 страницыAC-32 Rev 2015Dec-CURRENT李俊Оценок пока нет
- 34-SAMSS-514 - Dec. 26. 2013Документ10 страниц34-SAMSS-514 - Dec. 26. 2013LainhatanhОценок пока нет
- Operation Philosophy ZLD-1 R-01Документ11 страницOperation Philosophy ZLD-1 R-01Ayon BoseОценок пока нет
- SVM Understanding the Smart Valve MonitorДокумент24 страницыSVM Understanding the Smart Valve MonitorpcherukaraОценок пока нет
- Wellhead Control Panel Specification SummaryДокумент47 страницWellhead Control Panel Specification SummaryMohammed Saleem Syed KhaderОценок пока нет
- Fieldbus Design and Project Execution for FPSO ProjectsДокумент24 страницыFieldbus Design and Project Execution for FPSO ProjectsDuan QingBinОценок пока нет
- High-Integrity Pressure Protection System: Traditional SystemsДокумент4 страницыHigh-Integrity Pressure Protection System: Traditional SystemsgowtemdmОценок пока нет
- Shut Down ValveДокумент3 страницыShut Down ValveMsKarolyОценок пока нет
- Magnetic Flow Meter 1 - 6f9aДокумент16 страницMagnetic Flow Meter 1 - 6f9aSilvaACAОценок пока нет
- Fakhr-9 (A3)Документ11 страницFakhr-9 (A3)Qayyum KhanОценок пока нет
- Catalog Foxboro Pneumatic Instruments 03-11Документ88 страницCatalog Foxboro Pneumatic Instruments 03-11Chu Tùng100% (1)
- Temperature Measuring Instruments Selection & ApplicationДокумент70 страницTemperature Measuring Instruments Selection & ApplicationIrfan AliОценок пока нет
- METHOD OF WORK - ELEVATION WORK PROCEDURE WITH CHAIN BLOCK Pump GFДокумент5 страницMETHOD OF WORK - ELEVATION WORK PROCEDURE WITH CHAIN BLOCK Pump GFCarlos ImmanuelОценок пока нет
- Section8C Intrinsically Safe BarriersДокумент29 страницSection8C Intrinsically Safe BarrierstasingenieriaОценок пока нет
- Subsea Production Control Systems: 1 ForewordДокумент25 страницSubsea Production Control Systems: 1 ForewordBSFОценок пока нет
- Dep-32 80 10 10Документ1 страницаDep-32 80 10 10Deepak DubeyОценок пока нет
- Single Zone Fusible Loop Charge PanelДокумент5 страницSingle Zone Fusible Loop Charge PanelSanjeev Kumar T MОценок пока нет
- IVD 21 BQ 195 AGOCO Nafoora Metering SkidsДокумент7 страницIVD 21 BQ 195 AGOCO Nafoora Metering Skidsnader mahfoudhiОценок пока нет
- TOPSIDESДокумент8 страницTOPSIDESBharuk MechОценок пока нет
- Design Control and Automation of Well Head Control Panel IJERTV5IS010492 PDFДокумент6 страницDesign Control and Automation of Well Head Control Panel IJERTV5IS010492 PDFahmedОценок пока нет
- Safety in Process Plant DesignДокумент8 страницSafety in Process Plant DesignKannanGKОценок пока нет
- Considerations For Estimating The Costs of Pilot-Scale FacilitiesДокумент9 страницConsiderations For Estimating The Costs of Pilot-Scale FacilitiesAlexОценок пока нет
- Table 9-2-Minimum Recommended Levels of Illumination For Efficient Visual TasksДокумент1 страницаTable 9-2-Minimum Recommended Levels of Illumination For Efficient Visual TasksMakiberОценок пока нет
- DielectricsДокумент61 страницаDielectricsKanda VelanОценок пока нет
- Regulations Relating To Maritime Electrical InstallationsДокумент74 страницыRegulations Relating To Maritime Electrical InstallationsMakiberОценок пока нет
- AI302Документ3 страницыAI302MakiberОценок пока нет
- Dielectric in Electric FieldДокумент34 страницыDielectric in Electric FieldBo BogdanОценок пока нет
- Fundamental Aspects of Gaseous Breakdown-IДокумент55 страницFundamental Aspects of Gaseous Breakdown-IsnehithОценок пока нет
- Simbologia e Identificacion de InstrumenДокумент65 страницSimbologia e Identificacion de InstrumenJuan LuisОценок пока нет
- Reactivation of RP14F Task Group Rev 1Документ3 страницыReactivation of RP14F Task Group Rev 1MakiberОценок пока нет
- MN SVi1000 IOM GEA19527 RevFДокумент116 страницMN SVi1000 IOM GEA19527 RevFMakiberОценок пока нет
- DK2041 07 PDFДокумент54 страницыDK2041 07 PDFDivyanshu BhatnagarОценок пока нет
- DK2041 10 PDFДокумент39 страницDK2041 10 PDFHassenLОценок пока нет
- Harley-Davidson DTC (Diagnostic Trouble Codes) 2007-2009 Revealed Part 2Документ3 страницыHarley-Davidson DTC (Diagnostic Trouble Codes) 2007-2009 Revealed Part 2Makiber100% (1)
- DK2041 05Документ84 страницыDK2041 05Abiodun GbengaОценок пока нет
- DK2041 09 PDFДокумент36 страницDK2041 09 PDFHassenLОценок пока нет
- DK2041 03 PDFДокумент64 страницыDK2041 03 PDFDivyanshu BhatnagarОценок пока нет
- Absorption and Desorption CurrentsДокумент47 страницAbsorption and Desorption CurrentssnehithОценок пока нет
- Renewable Energy BookДокумент13 страницRenewable Energy BookSanjin MehinovićОценок пока нет
- PV NEC V 1.91 OptДокумент149 страницPV NEC V 1.91 OptparthibanLОценок пока нет
- Harnessing Earth's Natural Heat for Clean Power GenerationДокумент8 страницHarnessing Earth's Natural Heat for Clean Power GenerationJoe NrjОценок пока нет
- Protection Guide enДокумент74 страницыProtection Guide enEmad100% (28)
- Dielectric Loss and Relaxation - IIДокумент35 страницDielectric Loss and Relaxation - IIsnehith100% (1)
- Build Your Own VAWT by David MussellДокумент17 страницBuild Your Own VAWT by David MussellMr Void100% (9)
- Cooper - Intrinsic Safety GuideДокумент20 страницCooper - Intrinsic Safety Guidetkdrt2166100% (2)
- Brochure CPR ENДокумент8 страницBrochure CPR ENMakiberОценок пока нет
- An Introduction To Electrical Machinery Safety Paul LaidlerДокумент41 страницаAn Introduction To Electrical Machinery Safety Paul LaidlerSafetyjoe2100% (1)
- Energy Efficient Railway Lighting According To EN 12464-2 PDFДокумент51 страницаEnergy Efficient Railway Lighting According To EN 12464-2 PDFMakiberОценок пока нет
- Earthing Methods1Документ1 страницаEarthing Methods1MakiberОценок пока нет
- Safety SystemДокумент81 страницаSafety SystemNguyễnQuíTrọngОценок пока нет
- Mark Vi Training CourseДокумент3 страницыMark Vi Training CourseMohammad Abassery75% (4)
- Declaration of Erin EllisДокумент4 страницыDeclaration of Erin EllisElizabeth Nolan BrownОценок пока нет
- Pediatric Nutrition and Nutritional Disorders: PediatricsДокумент4 страницыPediatric Nutrition and Nutritional Disorders: Pediatricsapi-3829364Оценок пока нет
- BCSC Reading Schedule 2019-2020Документ11 страницBCSC Reading Schedule 2019-2020Mari Martinez100% (1)
- HAV IgG/IgM Test InstructionsДокумент2 страницыHAV IgG/IgM Test InstructionsRuben DuranОценок пока нет
- Measurement of Physical Fitness and Physical Activity. Fifty Years of Change 3PДокумент12 страницMeasurement of Physical Fitness and Physical Activity. Fifty Years of Change 3PMuhd NashhanОценок пока нет
- Surgical Instruments and Drains PDFДокумент117 страницSurgical Instruments and Drains PDFNariska CooperОценок пока нет
- Collection of Blood From DonorsДокумент7 страницCollection of Blood From DonorsBernardoHernandezОценок пока нет
- Functional Electrical StimulationДокумент11 страницFunctional Electrical StimulationMohd Khairul Ikhwan AhmadОценок пока нет
- Pulse Oximetry: Review Open AccessДокумент7 страницPulse Oximetry: Review Open AccessAlain SoucotОценок пока нет
- Legal Aid ProjectДокумент5 страницLegal Aid ProjectUday singh cheemaОценок пока нет
- Curiculum Vitae Iyere Faith-1Документ5 страницCuriculum Vitae Iyere Faith-1Halleluyah HalleluyahОценок пока нет
- Chronic Bacterial Prostatitis: Causes, Symptoms, and TreatmentДокумент9 страницChronic Bacterial Prostatitis: Causes, Symptoms, and TreatmentAnonymous gMLTpER9IUОценок пока нет
- Drug in PregnancyДокумент5 страницDrug in PregnancyjokosudibyoОценок пока нет
- Template Clerking PsychiatryДокумент2 страницыTemplate Clerking Psychiatrymunii28Оценок пока нет
- P3DOC001346 - ISSUE - G MSDS HAFEX EnglishДокумент10 страницP3DOC001346 - ISSUE - G MSDS HAFEX EnglishOperations AdminОценок пока нет
- Physio Ex Exercise 6 Activity 4Документ5 страницPhysio Ex Exercise 6 Activity 4Roland Calipayan Jr.Оценок пока нет
- HRFuture Sept 2020 MJLKJДокумент59 страницHRFuture Sept 2020 MJLKJGlecy KimОценок пока нет
- Anand - 1994 - Fluorouracil CardiotoxicityДокумент5 страницAnand - 1994 - Fluorouracil Cardiotoxicityaly alyОценок пока нет
- Safe Haven Thesis StatementДокумент5 страницSafe Haven Thesis Statementangelabaxtermanchester100% (2)
- Sir 2014 SouthamericaДокумент33 страницыSir 2014 SouthamericahusseinОценок пока нет
- 2) Water Quality and Health in Egypt - Dr. AmalДокумент50 страниц2) Water Quality and Health in Egypt - Dr. AmalAlirio Alonso CОценок пока нет
- Graphic Health QuestionnaireДокумент5 страницGraphic Health QuestionnaireVincentОценок пока нет
- Moosa Amandio PDFДокумент12 страницMoosa Amandio PDFMussa AmândioОценок пока нет
- Kerry Washington. Family Secret.Документ3 страницыKerry Washington. Family Secret.yulya.shevchenko110Оценок пока нет
- Vector and Pest Control in DisastersДокумент10 страницVector and Pest Control in DisastersTaufik RizkiandiОценок пока нет
- Normal FloraДокумент28 страницNormal FloraMuhammad KashifОценок пока нет
- Hazard Full SlideДокумент31 страницаHazard Full SlideRenKangWongОценок пока нет
- Manajemen Pemeliharaan Puyuh Periode Layer Di CV Agri Bird Karanganyar Jawa TengahДокумент54 страницыManajemen Pemeliharaan Puyuh Periode Layer Di CV Agri Bird Karanganyar Jawa TengahRyah NurОценок пока нет
- Project Name: Proposed Icomc & BMC Building Complex Phe Design ReportДокумент19 страницProject Name: Proposed Icomc & BMC Building Complex Phe Design ReportAmit Kumar MishraОценок пока нет
- hf305 00 Dfu DeuДокумент54 страницыhf305 00 Dfu DeuMauro EzechieleОценок пока нет