Вам также может понравиться
- Komatsu 6bg1t-Be2 - A4Документ166 страницKomatsu 6bg1t-Be2 - A4George Jhonson90% (10)
- 4 Drive Shaft and TransfercaseДокумент43 страницы4 Drive Shaft and Transfercasekidanemariam teseraОценок пока нет
- Prabhu T. - Automobile Engineering. Basic Fundamentals. Basic Fundamentals To Advanced Concepts of Automobile Engineering (2021, Nestfame Creations Pvt. LTD.) - Libgen - LiДокумент1 377 страницPrabhu T. - Automobile Engineering. Basic Fundamentals. Basic Fundamentals To Advanced Concepts of Automobile Engineering (2021, Nestfame Creations Pvt. LTD.) - Libgen - Livivek panchalОценок пока нет
- Information Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981От EverandInformation Symposium Measurement and Control Techniques in Rolling: Luxembourg, 2 and 3 September 1981Оценок пока нет
- Gear DesignДокумент10 страницGear DesignDragoș Gabriel Hrihor100% (2)
- The Service Manual For GearboxДокумент96 страницThe Service Manual For GearboxPeter Sanjaya100% (6)
- Submerged Arc Furnace From VAIBH METALLURGICALДокумент28 страницSubmerged Arc Furnace From VAIBH METALLURGICALGuptaVipinОценок пока нет
- Blast Furnace in BSPДокумент51 страницаBlast Furnace in BSPAbhishek KhareОценок пока нет
- Bokaro Steel Plant at A Glance PDFДокумент25 страницBokaro Steel Plant at A Glance PDFAndrew MerrillОценок пока нет
- AGMA 929-A06 Calculation of Bevel Gear Top Land and Guidance On Cutter Edge RadiusДокумент43 страницыAGMA 929-A06 Calculation of Bevel Gear Top Land and Guidance On Cutter Edge Radiussimone.castagnetti100% (4)
- A Project Report OnДокумент45 страницA Project Report Onamruta_warwatkarОценок пока нет
- VSP Industrial Training ReportДокумент20 страницVSP Industrial Training ReportRohith KancherlaОценок пока нет
- Dewalt Catalogue Dewalt Catalogue Dewalt Catalogue Dewalt Catalogue Dewalt CatalogueДокумент24 страницыDewalt Catalogue Dewalt Catalogue Dewalt Catalogue Dewalt Catalogue Dewalt CatalogueSun SunОценок пока нет
- Marine Steering GearДокумент27 страницMarine Steering GearAurvin Singh100% (10)
- Bma4723 Vehicle Dynamics Chap 22Документ35 страницBma4723 Vehicle Dynamics Chap 22Fu HongОценок пока нет
- Delphi DP210 Fuel Injection Pump CatДокумент3 страницыDelphi DP210 Fuel Injection Pump CatSilas F Pimenta89% (19)
- TCDPДокумент88 страницTCDPPrakash KumarОценок пока нет
- Shaft GeneratorsДокумент27 страницShaft Generatorsgloryan evend50% (2)
- Understanding Sintering Plant OperationsДокумент72 страницыUnderstanding Sintering Plant Operationsskt9560Оценок пока нет
- Raw Material Handling and Coke Oven ProcessesДокумент36 страницRaw Material Handling and Coke Oven ProcessesJaved AlamОценок пока нет
- Steel Making IntroductionДокумент17 страницSteel Making IntroductionHari sadu100% (2)
- JSW Steel's Export Documentation ProcessДокумент103 страницыJSW Steel's Export Documentation Processdeep1aroraОценок пока нет
- GET Wagon Tippler 2015Документ35 страницGET Wagon Tippler 2015Mukul VermaОценок пока нет
- Report on steel melting shop processesДокумент18 страницReport on steel melting shop processesRahul PandeyОценок пока нет
- Coal Handling Plant: at Heads of CHP MeetДокумент46 страницCoal Handling Plant: at Heads of CHP MeetMANISH SHARMAОценок пока нет
- A Project Profile On The Steel Melting Shop Prepared by APITCO LimitedДокумент6 страницA Project Profile On The Steel Melting Shop Prepared by APITCO LimitedSrikant MahapatraОценок пока нет
- Sinter PlantДокумент12 страницSinter PlantRajan Bhandari100% (1)
- MeconДокумент6 страницMeconAnbarasanОценок пока нет
- Transfer D22Документ38 страницTransfer D22Jose FigueroaОценок пока нет
- Paper 1 Reduction in Coal Unloading TimeДокумент31 страницаPaper 1 Reduction in Coal Unloading TimezahoorОценок пока нет
- Bhilai Steel PlantДокумент37 страницBhilai Steel PlantPratyush MishraОценок пока нет
- RmhsДокумент128 страницRmhsRakesh Chauhan100% (2)
- Bokaro Steel PlantДокумент3 страницыBokaro Steel PlantSayan ChatterjeeОценок пока нет
- Sinter Write UpДокумент262 страницыSinter Write Uprmsh301Оценок пока нет
- Pre-Feasibility Report: Shree Shyam Sponge & Power LTDДокумент32 страницыPre-Feasibility Report: Shree Shyam Sponge & Power LTDفردوس سليمان100% (2)
- Steel Production Process at SMS-IIДокумент22 страницыSteel Production Process at SMS-IIRahul PandeyОценок пока нет
- Hardened Ground Gears On System DesignsДокумент19 страницHardened Ground Gears On System DesignsChetan PrajapatiОценок пока нет
- Adhunik Metaliks Limited Project ReportДокумент29 страницAdhunik Metaliks Limited Project ReportShuvajit BiswasОценок пока нет
- CR and Galvanized Steel PDFДокумент6 страницCR and Galvanized Steel PDFthadikkaranОценок пока нет
- ProjectДокумент34 страницыProjectfaisalmir27Оценок пока нет
- BSPДокумент50 страницBSPRahul PandeyОценок пока нет
- Steel Plant ReportДокумент60 страницSteel Plant ReportShalini Dhanvada100% (2)
- Stock HouseДокумент27 страницStock HousePrince Kumar100% (1)
- Steel PlantДокумент21 страницаSteel PlantKaran Sagar KathuriaОценок пока нет
- Bhushan Steel - Plant and FacilityДокумент6 страницBhushan Steel - Plant and Facilityanurag3069Оценок пока нет
- Eesar Steel ReportДокумент34 страницыEesar Steel ReportchinmaiОценок пока нет
- Bokaro An OverviewДокумент55 страницBokaro An OverviewSunny SinhaОценок пока нет
- Bhilai Steel Plant Pre Final ProjectДокумент76 страницBhilai Steel Plant Pre Final Projectnrathi87100% (2)
- Vocational Training Report at Bokaro Steel PlantДокумент34 страницыVocational Training Report at Bokaro Steel PlantRavi kumarОценок пока нет
- V.T Report SailДокумент32 страницыV.T Report SailAshish Jha100% (1)
- Report On Blast Furnace 3Документ5 страницReport On Blast Furnace 3ABINASH PANDAОценок пока нет
- Final TSДокумент259 страницFinal TShareesh13hОценок пока нет
- Total Plant Monitoring For An Integrated Steel Plantfin PDFДокумент15 страницTotal Plant Monitoring For An Integrated Steel Plantfin PDFJohnОценок пока нет
- Prasanth LeeДокумент46 страницPrasanth LeePRASANTHОценок пока нет
- Bhushan SteelДокумент69 страницBhushan SteelCasey Miles67% (3)
- Mill IntroductionДокумент37 страницMill IntroductionKadala MadhuriОценок пока нет
- Reliable Steel Rolling Mill Solution ProviderДокумент7 страницReliable Steel Rolling Mill Solution Provideranon_647217551Оценок пока нет
- SSPДокумент16 страницSSPRaghunath Veeramani100% (1)
- Gopal Sponge Executive Summary - 08.05Документ15 страницGopal Sponge Executive Summary - 08.05vuonghnОценок пока нет
- Vocational Training: Durgapur Steel PlantДокумент28 страницVocational Training: Durgapur Steel PlantBaptu Roy100% (1)
- Junior Engineer ResumeДокумент3 страницыJunior Engineer ResumeRam Babu RamzzОценок пока нет
- Durgapur Steel Plant: Presentation of Vocational Training atДокумент17 страницDurgapur Steel Plant: Presentation of Vocational Training atRaushan KumarОценок пока нет
- Pankaj Final Industrial Training Report 1234Документ36 страницPankaj Final Industrial Training Report 1234pankaj madhheshiyaОценок пока нет
- Salem Steel Plant: Steel Authority of India LimitedДокумент21 страницаSalem Steel Plant: Steel Authority of India LimitedSelvi RОценок пока нет
- Central Coalfield Limited (CCL) : by Ashish Raushan MBA MarketingДокумент11 страницCentral Coalfield Limited (CCL) : by Ashish Raushan MBA MarketingAaditya RajОценок пока нет
- Bokaro Steel Plant Overview: Processes and Departments ExplainedДокумент20 страницBokaro Steel Plant Overview: Processes and Departments ExplainedAðitya SínghОценок пока нет
- TMT BarsДокумент26 страницTMT BarsPardeep KushwahaОценок пока нет
- Diff Mill LayoutsДокумент40 страницDiff Mill Layoutsrazen_inОценок пока нет
- Bhushan Steels Or.Документ189 страницBhushan Steels Or.Naveen SinghОценок пока нет
- Navbharat Steel Re-Rolling MillДокумент74 страницыNavbharat Steel Re-Rolling MillChintan Pavsiya100% (1)
- BSP ProjectДокумент49 страницBSP ProjectShivam SinhaОценок пока нет
- Final SubmissionДокумент23 страницыFinal SubmissionPSS PrasadОценок пока нет
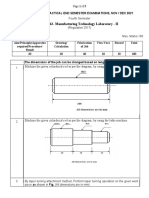
- B.E/B.Tech Practical End Semester Exams Nov/Dec 2021Документ5 страницB.E/B.Tech Practical End Semester Exams Nov/Dec 2021Bala AbimanyuОценок пока нет
- Flywheel and Ring Gear - Remove and InstallДокумент7 страницFlywheel and Ring Gear - Remove and InstallJose Rafael Ramos ChiquilloОценок пока нет
- Worm MeshДокумент5 страницWorm MeshBabalola SundayОценок пока нет
- Rexroth PGH Series 3X (20 - 250 CC) (28,9 - 359,6 LM) (250 - 350 Bar)Документ24 страницыRexroth PGH Series 3X (20 - 250 CC) (28,9 - 359,6 LM) (250 - 350 Bar)Deiver MonsalVeОценок пока нет
- Brevini EvoMax Series PDFДокумент196 страницBrevini EvoMax Series PDFJorge RuizОценок пока нет
- (Approved) SP - DX215-5B (C20) - Specsheet - ENДокумент20 страниц(Approved) SP - DX215-5B (C20) - Specsheet - ENAbdelrahmanОценок пока нет
- HW - 3 ME308 - 201 Sol UpdatedДокумент22 страницыHW - 3 ME308 - 201 Sol UpdatedY7ya73Оценок пока нет
- DMM 2Документ8 страницDMM 2Robin MessiОценок пока нет
- Cutting Bending MachineДокумент12 страницCutting Bending MachineSubhesh Kumar ThakurОценок пока нет
- Kumera Corporation Manufacturing OverviewДокумент14 страницKumera Corporation Manufacturing OverviewAlbertoОценок пока нет
- FLENDER - 2LP3021-0BJ50-6ZA0-Z - B41+C00+C82+G30+G36+H00+H10+P0B+P14+P88+P95+Y01+Y02+Y20+Y21+Y23 - Datasheet - enДокумент3 страницыFLENDER - 2LP3021-0BJ50-6ZA0-Z - B41+C00+C82+G30+G36+H00+H10+P0B+P14+P88+P95+Y01+Y02+Y20+Y21+Y23 - Datasheet - enoscar_jfrОценок пока нет
- Machine Design Lab Shaft DesignДокумент57 страницMachine Design Lab Shaft Designanmol 898Оценок пока нет
- 2UVR-C Op ManualДокумент10 страниц2UVR-C Op Manualdanbeaman0% (1)
- On The Road With The 1911 Royal EnfieldДокумент2 страницыOn The Road With The 1911 Royal EnfieldjapullinОценок пока нет
- Me6601 Scad MSMДокумент145 страницMe6601 Scad MSMSridiwakaran ParameswaranОценок пока нет
- AGMA Technical PaperДокумент16 страницAGMA Technical Paperdwimukh360Оценок пока нет