Вам также может понравиться
- La Casa Del PernoДокумент10 страницLa Casa Del PernoVANEОценок пока нет
- Copia de La Casa Del PernoДокумент22 страницыCopia de La Casa Del PernoAnthonyMLОценок пока нет
- Control 8 - Nixon Rodriguez JaimesДокумент7 страницControl 8 - Nixon Rodriguez JaimesNIXON ARTURO RODRIGUEZ JAIMESОценок пока нет
- La Casa Del Perno - FinalДокумент9 страницLa Casa Del Perno - FinalM. V.Оценок пока нет
- Control 5Документ19 страницControl 5Mirka Gomez ParodiОценок пока нет
- GP02 TDO CASO 1 Cafeteria CentrumДокумент4 страницыGP02 TDO CASO 1 Cafeteria CentrumGUIDO ALBERTO GONZALES GUTIERREZОценок пока нет
- Caso 5 TELECOMMS G - Grupo 6Документ4 страницыCaso 5 TELECOMMS G - Grupo 6Juan Carlos Estela Vera100% (2)
- Control Semana 3Документ2 страницыControl Semana 3Flor De MaríaОценок пока нет
- EjerciciosДокумент2 страницыEjerciciosmelissaОценок пока нет
- Telecomms G SolucionДокумент6 страницTelecomms G SolucionLucio Manuel Montoya Gutierrez0% (1)
- Inmobiliaria Asia Sac - Pregunta 7Документ3 страницыInmobiliaria Asia Sac - Pregunta 7Arnold Gutierrez PeraltaОценок пока нет
- Super PolloДокумент5 страницSuper PolloLisset Atauchi MasiasОценок пока нет
- Caso Super Pollo SolДокумент6 страницCaso Super Pollo SolJonathan EscurraОценок пока нет
- Control 6Документ6 страницControl 6Mirka Gomez ParodiОценок пока нет
- Control 6Документ2 страницыControl 6Carlos Bringas0% (3)
- Soluci N Caso Telecomms G Grupo 8Документ8 страницSoluci N Caso Telecomms G Grupo 8Thalia Figueroa RodríguezОценок пока нет
- Super PolloДокумент4 страницыSuper PolloM. V.Оценок пока нет
- Trabajo 1 - EstadisticiaДокумент9 страницTrabajo 1 - EstadisticiaManuelОценок пока нет
- TAF Estadistica Grupo 6 18.02.2018Документ25 страницTAF Estadistica Grupo 6 18.02.2018Marco A. SernaqueОценок пока нет
- Caso El Super MercadoДокумент3 страницыCaso El Super Mercadojoseliu85100% (1)
- Caso Super Pollo - Grupo 02Документ4 страницыCaso Super Pollo - Grupo 02NIXON ARTURO RODRIGUEZ JAIMESОценок пока нет
- Caso 1 - El Super MercadoДокумент10 страницCaso 1 - El Super MercadoLanaspОценок пока нет
- EA - Casa Del Perno - Grupo 1Документ13 страницEA - Casa Del Perno - Grupo 1GerardoM_Barzola93% (14)
- Ejercicios Aplicativos Sesion 9 - 10Документ2 страницыEjercicios Aplicativos Sesion 9 - 10ManuelОценок пока нет
- Examen Final MBA30Документ3 страницыExamen Final MBA30darwin2270100% (1)
- Caso SuperpolloДокумент11 страницCaso SuperpolloSasha Cameron100% (1)
- Telecomms D (Resuelto)Документ6 страницTelecomms D (Resuelto)Eduardo Enmanuel Santamaria MendozaОценок пока нет
- TAF - La Casa Del PernoДокумент26 страницTAF - La Casa Del PernoFannyОценок пока нет
- TELECOMMS G - Grupo 02Документ9 страницTELECOMMS G - Grupo 02NIXON ARTURO RODRIGUEZ JAIMESОценок пока нет
- Casa Del PernoДокумент8 страницCasa Del PernoManuel Izquierdo0% (1)
- Tf. Cadena de Suministros Owens Illinois Perú S. A.Документ12 страницTf. Cadena de Suministros Owens Illinois Perú S. A.Valeria Burgos Medina100% (1)
- Control Semana 6Документ10 страницControl Semana 6NIXON ARTURO RODRIGUEZ JAIMESОценок пока нет
- Caso Supermercado 20.07.14Документ19 страницCaso Supermercado 20.07.14rogerОценок пока нет
- Super PolloДокумент1 страницаSuper PolloMaguiña Polanco EricОценок пока нет
- Caso 4Документ36 страницCaso 4omar80% (5)
- Caso El SupermercadoДокумент11 страницCaso El Supermercadolizbeth100% (1)
- Grupo3 - Caso5 - Telecomms (G) - MCI - RazonamientoEstocasticoДокумент7 страницGrupo3 - Caso5 - Telecomms (G) - MCI - RazonamientoEstocasticoLucio Manuel Montoya GutierrezОценок пока нет
- Bayfield Mud CompanyДокумент10 страницBayfield Mud CompanyAlfredo EstebanОценок пока нет
- 01 Caso 1 El Supermercado 2RESUELTOДокумент6 страниц01 Caso 1 El Supermercado 2RESUELTONicolas VillarruelОценок пока нет
- Taf Estadística - Grupo 5Документ22 страницыTaf Estadística - Grupo 5DAVID BERNARDINO YARMA MUÑOZОценок пока нет
- La Casa Del Perno-01 12 2011Документ10 страницLa Casa Del Perno-01 12 2011ML MH0% (1)
- EstadísticasДокумент2 страницыEstadísticasCorina RojasОценок пока нет
- Caso N°6 - BAYFIELD MUD COMPANY - Grupo 6Документ6 страницCaso N°6 - BAYFIELD MUD COMPANY - Grupo 6Leandro Vásquez Ledesma100% (1)
- Caso Selección Del ProveedorДокумент2 страницыCaso Selección Del ProveedorJOSE ENRRIQUE ALVAREZ HUAMANIОценок пока нет
- ExamenДокумент11 страницExamenLucio Manuel Montoya GutierrezОценок пока нет
- Sem7 Caso5 Ayudando MedicinaДокумент2 страницыSem7 Caso5 Ayudando MedicinaJohnny Luis GutirrezОценок пока нет
- Ejercicios EstadisiticaДокумент8 страницEjercicios EstadisiticaALHPOMAОценок пока нет
- Taf de Gestion de Costos OperativosДокумент9 страницTaf de Gestion de Costos OperativosLUIS ANGEL ÑAMOC VILLANUEVAОценок пока нет
- Control 7 - Nixon Rodriguez JaimesДокумент11 страницControl 7 - Nixon Rodriguez JaimesNIXON ARTURO RODRIGUEZ JAIMESОценок пока нет
- Caso SuperpolloДокумент11 страницCaso SuperpolloChristianGuerreroОценок пока нет
- Super Pollo Grupo5Документ7 страницSuper Pollo Grupo5manuel dulantoОценок пока нет
- Caso Bayfield MudДокумент8 страницCaso Bayfield MudJimmyE31bnОценок пока нет
- Ayudando A La Medicina - SolucionadoДокумент6 страницAyudando A La Medicina - Solucionadogiancarlo100% (2)
- Mr4-Grupo 4 - Gestion de La Cadena de SuministroДокумент11 страницMr4-Grupo 4 - Gestion de La Cadena de SuministroMariluz SotoОценок пока нет
- Trabajo Final Grupo 6 - La Casa Del Perno - 18.02.23Документ14 страницTrabajo Final Grupo 6 - La Casa Del Perno - 18.02.23Leandro Vásquez LedesmaОценок пока нет
- La Casa Del Perno - MciДокумент6 страницLa Casa Del Perno - MciNIXON ARTURO RODRIGUEZ JAIMESОценок пока нет
- Trabajo Aplicativo - Grupo 3Документ21 страницаTrabajo Aplicativo - Grupo 3Edwin Cupe AstuvilcaОценок пока нет
- Obs. Dureza Cabeza Enroscado Longitud LongitudДокумент12 страницObs. Dureza Cabeza Enroscado Longitud LongitudJosealonso VizcarraОценок пока нет
- La Casa Del Perno - Grupo 02Документ7 страницLa Casa Del Perno - Grupo 02NIXON ARTURO RODRIGUEZ JAIMESОценок пока нет
- La Casa Del Perno - Grupo 7Документ34 страницыLa Casa Del Perno - Grupo 7Luis Angel NamocОценок пока нет
- Prueba de Homogeneidad de VarianzasДокумент1 страницаPrueba de Homogeneidad de VarianzasLuigi ItaloОценок пока нет
- Sesión 1Документ34 страницыSesión 1Luigi ItaloОценок пока нет
- Sesión 2Документ59 страницSesión 2Luigi ItaloОценок пока нет
- Adicional Transporte ViernesДокумент1 страницаAdicional Transporte ViernesLuigi ItaloОценок пока нет
- Ejercicios de Modelo TransporteДокумент30 страницEjercicios de Modelo TransporteCecibel Piedra65% (17)
- Caso Aplicativo-Distribución NormalДокумент6 страницCaso Aplicativo-Distribución NormalLuigi ItaloОценок пока нет
- AdicionalДокумент2 страницыAdicionalLuigi ItaloОценок пока нет
- Teorema de BayesДокумент14 страницTeorema de BayesLuigi ItaloОценок пока нет
- Teorema de Bayes Gráficos B1T1-DДокумент2 страницыTeorema de Bayes Gráficos B1T1-DLuigi ItaloОценок пока нет
- Casos Aplicativos de Distribución Normal Estándar - SoluciónДокумент7 страницCasos Aplicativos de Distribución Normal Estándar - SoluciónLuigi ItaloОценок пока нет
- AdicionalДокумент1 страницаAdicionalLuigi ItaloОценок пока нет
- Práctica SoluciónДокумент6 страницPráctica SoluciónLuigi ItaloОценок пока нет
- Jueves - Práctica 3.2Документ1 страницаJueves - Práctica 3.2Luigi ItaloОценок пока нет
- Regresión Lineal SimpleДокумент48 страницRegresión Lineal SimpleLuigi ItaloОценок пока нет
- Sesión 1Документ40 страницSesión 1Luigi ItaloОценок пока нет
- Series de TiempoДокумент81 страницаSeries de TiempoLuigi Italo100% (1)
- Regresión MúltipleДокумент34 страницыRegresión MúltipleLuigi ItaloОценок пока нет
- Práctica de RegresiónДокумент3 страницыPráctica de RegresiónLuigi ItaloОценок пока нет
- Miércoles - Práctica 3.1 - Grupo 1Документ1 страницаMiércoles - Práctica 3.1 - Grupo 1Luigi ItaloОценок пока нет
- Garcia Rommel S2 Tarea IndividualДокумент12 страницGarcia Rommel S2 Tarea IndividualJuan Bartel Jr.Оценок пока нет
- Taller Distribución GeneralidadesДокумент12 страницTaller Distribución GeneralidadesGabriela AriasОценок пока нет
- Análisis Descriptivo Del Organismo SENASA-ParaguayДокумент23 страницыAnálisis Descriptivo Del Organismo SENASA-ParaguayOscar Arone QuispeОценок пока нет
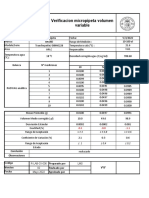
- R-LAB-CII-005 Verificación Micropipetas Rev02 Abril 2022Документ10 страницR-LAB-CII-005 Verificación Micropipetas Rev02 Abril 2022Veronica WeberОценок пока нет
- A1 LFGДокумент13 страницA1 LFGLore FélixОценок пока нет
- Tarea 3 - ProbabilidadДокумент24 страницыTarea 3 - ProbabilidadNatalia Orjuela AraqueОценок пока нет
- Guía de Ejercicios 2. Distribuciones MuestralesДокумент3 страницыGuía de Ejercicios 2. Distribuciones MuestralesLiliana SalomonОценок пока нет
- Ejemplos ESTIMACIÓNДокумент16 страницEjemplos ESTIMACIÓNtarantinoamicaelaОценок пока нет
- Taller de Control de La Calidad Estadistica TgpiДокумент20 страницTaller de Control de La Calidad Estadistica TgpiHector meza cabarcas100% (2)
- Taller Final CPM, CPM Costos y PertДокумент68 страницTaller Final CPM, CPM Costos y PertYuli Paola Ramon BernalОценок пока нет
- ListaNo 2201901Документ3 страницыListaNo 2201901foras592Оценок пока нет
- Act 10 JFNSДокумент8 страницAct 10 JFNSJesús NarroОценок пока нет
- PDF Practica de Estadistica N Ok 1Документ21 страницаPDF Practica de Estadistica N Ok 1Jóhán Cáldérón OríhúéláОценок пока нет
- Medidas de PosiciónДокумент28 страницMedidas de PosiciónEsther VelizОценок пока нет
- Ejercicio N1,2,3Документ9 страницEjercicio N1,2,3Miguel Quinde ZambranoОценок пока нет
- Tarea-N-06-Ya Está La 7 y 9.Документ7 страницTarea-N-06-Ya Está La 7 y 9.Josue QuevedoОценок пока нет
- Práctica 16Документ6 страницPráctica 16Nelson RonaldoОценок пока нет
- Matemáticas 24 AgostoДокумент22 страницыMatemáticas 24 AgostodanielaОценок пока нет
- Ejercicios de Distribuciones de ProbabilidadoficialДокумент10 страницEjercicios de Distribuciones de ProbabilidadoficialJhon Jharol Montañez VargasОценок пока нет
- ANOVA CuadrosДокумент7 страницANOVA CuadrosZEVALLOS ARANGO Juan PabloОценок пока нет
- T2 Javier David 2AДокумент11 страницT2 Javier David 2AGómez De Los Ríos Javier David MAC22Оценок пока нет
- Taller Estadistica 5Документ4 страницыTaller Estadistica 5Paola VARGAS GORDILLOОценок пока нет
- 8 Riesgo Retorno - AДокумент20 страниц8 Riesgo Retorno - ASaritah RamalloОценок пока нет
- Trabajo Grupal EstadisticaДокумент13 страницTrabajo Grupal EstadisticaCristina Muneton100% (1)
- Desviación Media - EJEMPLO: D D D DДокумент79 страницDesviación Media - EJEMPLO: D D D DMario JosafatОценок пока нет
- Estadistica PNP Futuro AgrupdosДокумент8 страницEstadistica PNP Futuro AgrupdosPablo LEON SERPAОценок пока нет
- Modulo de Medidas de FormaДокумент9 страницModulo de Medidas de FormaDoriela M MincamiОценок пока нет
- PH Una PoblaciónДокумент32 страницыPH Una Poblaciónmarco ledezmaОценок пока нет
- Tarea S4Документ5 страницTarea S4Patricio Ríos BarraОценок пока нет
- S07.s1 - MaterialДокумент19 страницS07.s1 - MaterialRoger RodriguezОценок пока нет