Вам также может понравиться
- Optical MicrosДокумент73 страницыOptical MicrosSaurabhBhardwajОценок пока нет
- National Zoological ParkДокумент1 страницаNational Zoological ParkSaurabhBhardwajОценок пока нет
- Electron Beam InteractionsДокумент36 страницElectron Beam InteractionsSaurabhBhardwajОценок пока нет
- X-Ray Microanalysis in The Electron MicroscopeДокумент26 страницX-Ray Microanalysis in The Electron MicroscopeSaurabhBhardwajОценок пока нет
- AssignmentДокумент5 страницAssignmentSaurabhBhardwajОценок пока нет
- Thermogravimetry (TGA) & Differential Scanning Calorimetry (DSC)Документ29 страницThermogravimetry (TGA) & Differential Scanning Calorimetry (DSC)SaurabhBhardwajОценок пока нет
- Transmission Electron Microscpe (TEM) : Basic PrinciplesДокумент16 страницTransmission Electron Microscpe (TEM) : Basic PrinciplesSaurabhBhardwajОценок пока нет
- ECDMДокумент8 страницECDMSaurabhBhardwajОценок пока нет
- Aseem Gupta 10102006Документ13 страницAseem Gupta 10102006SaurabhBhardwajОценок пока нет
- Scanning Electron MicrosДокумент26 страницScanning Electron MicrosSaurabhBhardwajОценок пока нет
- Pie Syllabus PHD 19 PDFДокумент1 страницаPie Syllabus PHD 19 PDFSaurabhBhardwajОценок пока нет
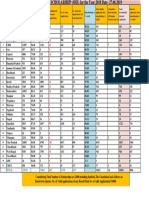
- Considering Total Number of Scholarships As 12000 Including Institute, The Calculation Basis Follows As: Board-Wise Quota No. of Valid Applications of Any Board/Total No. of Valid Applications 10000Документ1 страницаConsidering Total Number of Scholarships As 12000 Including Institute, The Calculation Basis Follows As: Board-Wise Quota No. of Valid Applications of Any Board/Total No. of Valid Applications 10000SaurabhBhardwajОценок пока нет
- Advance Manufacturing ProcessesДокумент6 страницAdvance Manufacturing ProcessesPrikshit GothwalОценок пока нет
- Laboratory Manual Automobile Engineering ME-314-F: Naresh Kumar (Brcm-Bahal)Документ45 страницLaboratory Manual Automobile Engineering ME-314-F: Naresh Kumar (Brcm-Bahal)RaviUttamОценок пока нет
- Coded SysДокумент1 страницаCoded SysSaurabhBhardwajОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- 592 en 082 093 Compact HCFB HCBB Fid6087Документ12 страниц592 en 082 093 Compact HCFB HCBB Fid6087Boyko IzoffОценок пока нет
- Design of Square - Ring Microstrip AntennaДокумент8 страницDesign of Square - Ring Microstrip Antennasutariahardik_bvm66Оценок пока нет
- Satexpander Demodulator User Guide v4 2 PDFДокумент116 страницSatexpander Demodulator User Guide v4 2 PDFdhiewardОценок пока нет
- CH 21. Nonmetals, Metalloids, Metals, and Metal Complexes: Brady & Senese, 5th EdДокумент58 страницCH 21. Nonmetals, Metalloids, Metals, and Metal Complexes: Brady & Senese, 5th EdZenonissya GalwanОценок пока нет
- Phase Locked LoopДокумент4 страницыPhase Locked LoopsagarduttaОценок пока нет
- Protective RelaysДокумент13 страницProtective RelaysTanvir ShakilОценок пока нет
- DMTA 10010 01EN - Rev - A 38DL - PLUS Getting - Started - ENДокумент2 страницыDMTA 10010 01EN - Rev - A 38DL - PLUS Getting - Started - ENNos GoteОценок пока нет
- Shangrao Trackerking Technology Co.,Ltd.: Picture Features Accessories QuantityДокумент6 страницShangrao Trackerking Technology Co.,Ltd.: Picture Features Accessories QuantityEMIKA MULTIGUNA KARYAОценок пока нет
- Ionization RangeДокумент6 страницIonization RangeMichael Bowles100% (1)
- Nama: Andi Ihzan Iznain NIM: 1926042013 Prodi: Pendidikan Vokasional MekatronikaДокумент9 страницNama: Andi Ihzan Iznain NIM: 1926042013 Prodi: Pendidikan Vokasional MekatronikaAndi Ihzan IznainОценок пока нет
- Tutorial 4-SolutionДокумент11 страницTutorial 4-SolutionZaidi Mat ZainuddinОценок пока нет
- Task 2 ComДокумент6 страницTask 2 ComSu NoorazmaОценок пока нет
- Sierra Wireless AirLink Fastrack Xtend User Guide Rev001Документ124 страницыSierra Wireless AirLink Fastrack Xtend User Guide Rev001mataОценок пока нет
- ASDA - FIS05 - WELDI SATRIA - LPS05 - SignedДокумент2 страницыASDA - FIS05 - WELDI SATRIA - LPS05 - SignedWeldi SatriaОценок пока нет
- IRADC2020 - E020 0360 E020 0391 E020 03b1TP11 PDFДокумент8 страницIRADC2020 - E020 0360 E020 0391 E020 03b1TP11 PDFsk8globe_01100% (1)
- Setting Calculation For Distance Protection SchemeДокумент6 страницSetting Calculation For Distance Protection SchememaheshОценок пока нет
- Brochure Borri RTB OMG60307revA 06-19Документ4 страницыBrochure Borri RTB OMG60307revA 06-19rakesh bardepurОценок пока нет
- DOC022.97.80203 5edДокумент58 страницDOC022.97.80203 5edSantiago MontoyaОценок пока нет
- LCMS-2020 Preparative System: Installation GuideДокумент15 страницLCMS-2020 Preparative System: Installation GuideTarik Ait El HocineОценок пока нет
- Wrfase Acceptance Letter 360 PDFДокумент3 страницыWrfase Acceptance Letter 360 PDFRizka SeptianaОценок пока нет
- KN120GBДокумент50 страницKN120GBabde yadaneОценок пока нет
- LT7 Ec 001 - Rev2Документ5 страницLT7 Ec 001 - Rev2Venkateswarlu KolluruОценок пока нет
- G50Z Gyro Datasheet 130415Документ2 страницыG50Z Gyro Datasheet 130415abtin_kameliiОценок пока нет
- SL3S5050Документ36 страницSL3S5050Arputharaj JohnsonОценок пока нет
- Envelopes and Lfos: FocusДокумент4 страницыEnvelopes and Lfos: FocusdradetoxОценок пока нет
- Catálogo 6 F Display PDFДокумент20 страницCatálogo 6 F Display PDFbenjaminОценок пока нет
- Digital Thermometer: MKA - Shah PatelДокумент2 страницыDigital Thermometer: MKA - Shah Patelshahpatel19Оценок пока нет
- Metron QA-ES ESU Ananlyzer - User and Service ManualДокумент55 страницMetron QA-ES ESU Ananlyzer - User and Service ManualzorgglubОценок пока нет
- Omron CP1E Data sheet-IndMALL PDFДокумент48 страницOmron CP1E Data sheet-IndMALL PDFAnonymous kTeFFJCs2Оценок пока нет
- HYDX-A2 Service ManualДокумент18 страницHYDX-A2 Service ManualEnder RamirezОценок пока нет