Вам также может понравиться
- Astm E2001 18Документ6 страницAstm E2001 18Mohamed AboelkhierОценок пока нет
- E127Документ14 страницE127bhavin178Оценок пока нет
- E127Документ13 страницE127UTshooterОценок пока нет
- Full Text of " ": Electromagnetic Inspection Vol2 Amcr 715-501Документ568 страницFull Text of " ": Electromagnetic Inspection Vol2 Amcr 715-501phutd09Оценок пока нет
- 141Документ12 страниц141Hafid ScooteristОценок пока нет
- Astm E127 - 1998Документ13 страницAstm E127 - 1998Andy Taylor100% (1)
- Astm e 127Документ14 страницAstm e 127김경은Оценок пока нет
- Back To Basics Probes For Remote Field Testing of Heat Exchangers: Configurations and CapabilitiesДокумент7 страницBack To Basics Probes For Remote Field Testing of Heat Exchangers: Configurations and CapabilitiesthinhlvtОценок пока нет
- Iso12715 1999Документ30 страницIso12715 1999RICARDO REYОценок пока нет
- E1158Документ4 страницыE1158Irish Manglicmot LagundinoОценок пока нет
- UT Testing-Self Study Notes 20140807Документ2 085 страницUT Testing-Self Study Notes 20140807yivkehОценок пока нет
- Non-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingОт EverandNon-Destructive Evaluation of Corrosion and Corrosion-assisted CrackingRaman SinghОценок пока нет
- 429 UdpaДокумент8 страниц429 UdpaSooraj RajanОценок пока нет
- Home Education Resources NDT Course Material Ultrasound: Calibration MethodsДокумент7 страницHome Education Resources NDT Course Material Ultrasound: Calibration MethodspanduranganraghuramaОценок пока нет
- Electrical Spectrum and Network Analyzers: A Practical ApproachОт EverandElectrical Spectrum and Network Analyzers: A Practical ApproachОценок пока нет
- Fabricating and Checking Aluminum Alloy Ultrasonic Standard Reference BlocksДокумент14 страницFabricating and Checking Aluminum Alloy Ultrasonic Standard Reference BlocksROHITОценок пока нет
- Nbsmonograph142 - Apunte CompletoДокумент212 страницNbsmonograph142 - Apunte CompletomrobertiОценок пока нет
- Astm e 309Документ5 страницAstm e 309김경은Оценок пока нет
- G61-86R03E1.1207958-1 (Polarização)Документ5 страницG61-86R03E1.1207958-1 (Polarização)Fabricio Benedito DestroОценок пока нет
- ISO 9001 2015 TrainingДокумент242 страницыISO 9001 2015 TrainingDurgamadhaba MishraОценок пока нет
- Disclosure To Promote The Right To InformationДокумент11 страницDisclosure To Promote The Right To InformationnmclaughОценок пока нет
- A Phased Array Ultrasonic Testing of A Manual Thick Austenitic WeldДокумент9 страницA Phased Array Ultrasonic Testing of A Manual Thick Austenitic WeldRamakrishnan AmbiSubbiahОценок пока нет
- UT Testing-Self Study Notes 20140807 PDFДокумент1 887 страницUT Testing-Self Study Notes 20140807 PDFvalentin100% (4)
- Remote Field Testing: HapterДокумент20 страницRemote Field Testing: HapterKalai VananОценок пока нет
- Ultrasonic Testing CastingsДокумент38 страницUltrasonic Testing CastingsWuhan KallsОценок пока нет
- Electromagnetic (Eddy-Current) Examination of Seamless and Welded Tubular Products, Austenitic Stainless Steel and Similar AlloysДокумент4 страницыElectromagnetic (Eddy-Current) Examination of Seamless and Welded Tubular Products, Austenitic Stainless Steel and Similar AlloysDamian Vega GОценок пока нет
- Tubing Inspection Using Multiple NDT TechniquesДокумент4 страницыTubing Inspection Using Multiple NDT TechniquesshifaОценок пока нет
- Brill12 Iptc14865Документ15 страницBrill12 Iptc14865shervinyОценок пока нет
- Steel Reinforcing Bar Detection Using Electromagnetic MethodДокумент4 страницыSteel Reinforcing Bar Detection Using Electromagnetic Methodnikola1popovi1Оценок пока нет
- Ultrasonic Testing of Steel CastingДокумент38 страницUltrasonic Testing of Steel CastingPARK, SANGYEOLОценок пока нет
- Application of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionДокумент6 страницApplication of Ultrasonic Guided Wave To Heat Exchanger Tubes InspectionAqib AliОценок пока нет
- C 885 - 87 R97 - Qzg4ns04n1i5n0uxДокумент6 страницC 885 - 87 R97 - Qzg4ns04n1i5n0uxÉricka VargasОценок пока нет
- Astm e 127 - 10Документ15 страницAstm e 127 - 10Martin Chimenti - ARO SAОценок пока нет
- Channeltron HandbookДокумент62 страницыChanneltron HandbookTim MarvinОценок пока нет
- E428 Re ApprovedДокумент7 страницE428 Re ApprovedAkper AliyevОценок пока нет
- X-Ray Spectrometric Analysis of Lime and Limestone: Standard Test Method ForДокумент5 страницX-Ray Spectrometric Analysis of Lime and Limestone: Standard Test Method Forbaher74Оценок пока нет
- E127 15 PDFДокумент9 страницE127 15 PDFDaniel Mauricio Prieto ValderramaОценок пока нет
- Astm E2904 22Документ7 страницAstm E2904 22Mohamed AboelkhierОценок пока нет
- Use of The Ultrasonic Time of Flight Diffraction (TOFD) TechniqueДокумент12 страницUse of The Ultrasonic Time of Flight Diffraction (TOFD) TechniqueDavidMontillaОценок пока нет
- Eddy-Current Examination of Steel Tubular Products Using Magnetic SaturationДокумент5 страницEddy-Current Examination of Steel Tubular Products Using Magnetic SaturationROHITОценок пока нет
- Advanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesДокумент10 страницAdvanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesMarciel AmorimОценок пока нет
- Astm E2700 20Документ7 страницAstm E2700 20Mohamed AboelkhierОценок пока нет
- ASTM E213-02 UT-Pipes & Tubing PDFДокумент11 страницASTM E213-02 UT-Pipes & Tubing PDFZeeshan HasanОценок пока нет
- Advanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesДокумент10 страницAdvanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesAnonymous 5qPKvmuTWCОценок пока нет
- Reverberation Chambers: Theory and Applications to EMC and Antenna MeasurementsОт EverandReverberation Chambers: Theory and Applications to EMC and Antenna MeasurementsОценок пока нет
- Phase-Locked and Frequency Feedback Systems: Principle and TechniquesОт EverandPhase-Locked and Frequency Feedback Systems: Principle and TechniquesJacob KlapperОценок пока нет
- Basic Instrumentation for Engineers and Physicists: The Commonwealth and International Library: Applied Electricity and Electronics DivisionОт EverandBasic Instrumentation for Engineers and Physicists: The Commonwealth and International Library: Applied Electricity and Electronics DivisionОценок пока нет
- Engineering Vibroacoustic Analysis: Methods and ApplicationsОт EverandEngineering Vibroacoustic Analysis: Methods and ApplicationsStephen A. HambricОценок пока нет
- Scanning Tunneling MicroscopyОт EverandScanning Tunneling MicroscopyJoseph A. StroscioОценок пока нет
- Geophysical Well Logging: Excerpted From Methods of Experimental PhysicsОт EverandGeophysical Well Logging: Excerpted From Methods of Experimental PhysicsРейтинг: 5 из 5 звезд5/5 (4)
- Mechanical Characterization of Materials and Wave Dispersion: Instrumentation and Experiment InterpretationОт EverandMechanical Characterization of Materials and Wave Dispersion: Instrumentation and Experiment InterpretationYvon ChevalierОценок пока нет
- Measurement While Drilling: Signal Analysis, Optimization and DesignОт EverandMeasurement While Drilling: Signal Analysis, Optimization and DesignОценок пока нет
- Spectrometric Techniques: Volume IIОт EverandSpectrometric Techniques: Volume IIGeorge A. VanasseОценок пока нет
- Non Preload Bolt Assemblies EN 1504-1&2Документ5 страницNon Preload Bolt Assemblies EN 1504-1&2Sakthivel VОценок пока нет
- Superior Products, Exceptional ServiceДокумент12 страницSuperior Products, Exceptional ServiceZoran IlkovОценок пока нет
- SOP No. 12 Recommended Standard Operating Procedure For Calibration of Metal Tapes Tape-to-Tape MethodДокумент12 страницSOP No. 12 Recommended Standard Operating Procedure For Calibration of Metal Tapes Tape-to-Tape MethodZoran IlkovОценок пока нет
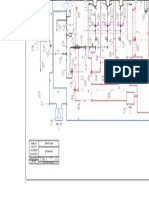
- PID DiagramДокумент1 страницаPID DiagramZoran IlkovОценок пока нет
- Gfps 9210 Product Range Machines Tools enДокумент132 страницыGfps 9210 Product Range Machines Tools enZoran IlkovОценок пока нет
- Astm E127 PDFДокумент48 страницAstm E127 PDFbharathi_pmОценок пока нет
- Mead Buying Metal Products 5.11.17 (Linked)Документ22 страницыMead Buying Metal Products 5.11.17 (Linked)Zoran IlkovОценок пока нет
- Przepisy: Qualification and Certification of Plastics' WeldersДокумент32 страницыPrzepisy: Qualification and Certification of Plastics' WeldersZoran IlkovОценок пока нет
- ISO17024Документ82 страницыISO17024Cesar Augusto Resurreccion JavierОценок пока нет
- AirplaneДокумент1 страницаAirplaneZoran IlkovОценок пока нет
- 9.sertifikat en ISO 14001Документ1 страница9.sertifikat en ISO 14001Zoran IlkovОценок пока нет
- 8.2.sertifikat en ISO 9001Документ1 страница8.2.sertifikat en ISO 9001Zoran IlkovОценок пока нет
- Chapter-1-Operations and Management: There Are Four Main Reasons Why We Study OM 1)Документ3 страницыChapter-1-Operations and Management: There Are Four Main Reasons Why We Study OM 1)Karthik SaiОценок пока нет
- TestДокумент21 страницаTestTri Arini TitisingtyasОценок пока нет
- THE STUDY OF THE TESTIMONIES. - No. 1. A Series Presented at The 1893 General Conference Session by ELDER J. N. LOUGHBOROUGHДокумент16 страницTHE STUDY OF THE TESTIMONIES. - No. 1. A Series Presented at The 1893 General Conference Session by ELDER J. N. LOUGHBOROUGHKunedog1Оценок пока нет
- Taoism: Michelle Azutea Lei Llabres Laurisse Anne Magpayo Juniel Tuazon Zaldy Bryan BajadaДокумент26 страницTaoism: Michelle Azutea Lei Llabres Laurisse Anne Magpayo Juniel Tuazon Zaldy Bryan Bajadana2than-1Оценок пока нет
- Wdnsakn KDniend w5564Документ8 страницWdnsakn KDniend w5564Jo BloОценок пока нет
- Ratten V R (1974) HCA 35 (1974) 131 CLR 510 (25 September 1974)Документ20 страницRatten V R (1974) HCA 35 (1974) 131 CLR 510 (25 September 1974)Freya MehmeenОценок пока нет
- Systematic Survey On Smart Home Safety and Security Systems Using The Arduino PlatformДокумент24 страницыSystematic Survey On Smart Home Safety and Security Systems Using The Arduino PlatformGeri MaeОценок пока нет
- Data ListДокумент239 страницData Listpriyanka chithran100% (1)
- G8DДокумент61 страницаG8Dvivek1312100% (1)
- Education Is The Foundation For Women Empowerment in IndiaДокумент111 страницEducation Is The Foundation For Women Empowerment in IndiaAmit Kumar ChoudharyОценок пока нет
- Na'aman, Josiah & The Kingdom of JudahДокумент32 страницыNa'aman, Josiah & The Kingdom of JudahKeith HurtОценок пока нет
- Resume Design 2019Документ2 страницыResume Design 2019ezke4pq2100% (2)
- Lantolf Concept Based InstructionДокумент16 страницLantolf Concept Based Instructionphdreadings39Оценок пока нет
- System Design PrimerДокумент60 страницSystem Design PrimerPendyala SrinivasОценок пока нет
- Professional Ethics in Human ValuesДокумент25 страницProfessional Ethics in Human Valuesdips03275% (4)
- Market MikroДокумент21 страницаMarket Mikrogurumurthy poobalanОценок пока нет
- Chapter 9Документ35 страницChapter 9Cameron LeishmanОценок пока нет
- GRADE 11 Gen Math Inverse FunctionsДокумент13 страницGRADE 11 Gen Math Inverse FunctionsAiejhay Bordaje100% (1)
- A Case Study On College Assurance PlanДокумент10 страницA Case Study On College Assurance PlanNikkaK.Ugsod50% (2)
- Simplified Analysis of 'Out, Out' - Robert FrostДокумент3 страницыSimplified Analysis of 'Out, Out' - Robert FrostSANDREA RUTHОценок пока нет
- Music TherapyДокумент13 страницMusic TherapyXavier KiranОценок пока нет
- Fatwa of Zabiha MeatДокумент7 страницFatwa of Zabiha MeatKrom JamilОценок пока нет
- Artificial Neural NetworkДокумент16 страницArtificial Neural NetworkSahil ChopraОценок пока нет
- Lesson 8 Fact and Opinion: ExampleДокумент10 страницLesson 8 Fact and Opinion: ExampleAlmirante Gilberto JoséОценок пока нет
- Principles and Methods of Effective TeachingДокумент5 страницPrinciples and Methods of Effective TeachingerikaОценок пока нет
- Dark Enemies by Effie CampbellДокумент250 страницDark Enemies by Effie Campbellsheenuyadav06080Оценок пока нет
- Presentation 1Документ7 страницPresentation 1Funio KhanОценок пока нет
- The Creative Bureaucracy 2Документ45 страницThe Creative Bureaucracy 2IndirannaОценок пока нет
- A Minor Project Report Submitted To Rajiv Gandhi Prodhyogik Vishwavidyalaya, Bhopal Towards Partial Fulfillment For The Award of The Degree ofДокумент53 страницыA Minor Project Report Submitted To Rajiv Gandhi Prodhyogik Vishwavidyalaya, Bhopal Towards Partial Fulfillment For The Award of The Degree ofwahidjaanОценок пока нет
- Lesson Plan (Kinder1)Документ3 страницыLesson Plan (Kinder1)MadelОценок пока нет