Вам также может понравиться
- Dessin Technique Et Lecture de Plan Principes Exercices S Rie Technique Des Dessins Du B TimentДокумент286 страницDessin Technique Et Lecture de Plan Principes Exercices S Rie Technique Des Dessins Du B TimentFatima Ezzahra Ktaib71% (7)
- THERMODYNAMYQUE 2 MécДокумент57 страницTHERMODYNAMYQUE 2 MécHamza Bouabdallah100% (5)
- Cycles Thermodynamique Des Machines ThermiquesДокумент137 страницCycles Thermodynamique Des Machines ThermiquesGara Wajdi80% (5)
- Classification Des MedicamentsДокумент28 страницClassification Des MedicamentsMahefa Serge Rakotozafy100% (5)
- Technique de Calcul SurpresseurДокумент28 страницTechnique de Calcul SurpresseurRachid Elgorfte100% (1)
- Chapt5 Cour NanomedecineДокумент29 страницChapt5 Cour Nanomedecinecyrine khbouОценок пока нет
- Formation CATIA V5Документ92 страницыFormation CATIA V5Mohammed DahbiОценок пока нет
- Template DGCH BouteldjaДокумент107 страницTemplate DGCH BouteldjaAnonymous vpBmqrОценок пока нет
- GA45Документ70 страницGA45ramiОценок пока нет
- Bujias Valeo PDFДокумент196 страницBujias Valeo PDFDerОценок пока нет
- 1 Nomenclature Organique ExercicesДокумент26 страниц1 Nomenclature Organique ExercicesDjassouОценок пока нет
- TDsup Torseur Cinematique ROTATION - CorrigeДокумент1 страницаTDsup Torseur Cinematique ROTATION - CorrigeELFargaliMohamedОценок пока нет
- Cristal Propr PDFДокумент28 страницCristal Propr PDFsumaleeОценок пока нет
- Boletin Técnico Serie 43-47P PDFДокумент54 страницыBoletin Técnico Serie 43-47P PDFLucasGruacorОценок пока нет
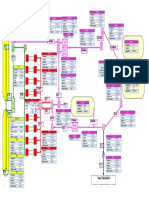
- Flowsheet Usine de SéchageДокумент1 страницаFlowsheet Usine de SéchageELFargaliMohamedОценок пока нет
- Lecorrig 03Документ19 страницLecorrig 03Oussama ZnОценок пока нет
- 201 08 06na Fs Hydrogene HDДокумент16 страниц201 08 06na Fs Hydrogene HDELFargaliMohamedОценок пока нет
- Base de Donnée ForumДокумент2 страницыBase de Donnée ForumELFargaliMohamedОценок пока нет
- Rapport Record00-0219 1AДокумент64 страницыRapport Record00-0219 1AELFargaliMohamedОценок пока нет
- TD01 RponseДокумент7 страницTD01 RponseELFargaliMohamedОценок пока нет
- 2012PFE LeNaour Ghibaudo DEEДокумент45 страниц2012PFE LeNaour Ghibaudo DEEELFargaliMohamedОценок пока нет
- 2012PFE LeNaour Ghibaudo DEEДокумент45 страниц2012PFE LeNaour Ghibaudo DEEELFargaliMohamedОценок пока нет
- Qualite QQOQCCP PDFДокумент10 страницQualite QQOQCCP PDFELFargaliMohamedОценок пока нет
- MLM X BPДокумент46 страницMLM X BPELFargaliMohamedОценок пока нет
- Dep SponsorisationДокумент2 страницыDep SponsorisationELFargaliMohamedОценок пока нет
- Notions de Base Sur Les CLAVETTESДокумент17 страницNotions de Base Sur Les CLAVETTESsemah100% (1)
- TD01 Rponse PDFДокумент6 страницTD01 Rponse PDFdfghОценок пока нет
- Meca Solide PDFДокумент84 страницыMeca Solide PDFELFargaliMohamedОценок пока нет
- TD01 Rponse PDFДокумент6 страницTD01 Rponse PDFdfghОценок пока нет
- Correction TD2Документ3 страницыCorrection TD2Zahra FleurОценок пока нет
- Exercice SДокумент11 страницExercice SELFargaliMohamedОценок пока нет
- Correction TD2Документ2 страницыCorrection TD2ELFargaliMohamedОценок пока нет
- Seminaire ExampleДокумент1 страницаSeminaire ExampleELFargaliMohamedОценок пока нет
- TDelectrocinetiqueCh3v1 00Документ8 страницTDelectrocinetiqueCh3v1 00m-roi2005Оценок пока нет
- Jean-Pierre Gousset - Dessin Technique Et Lecture de Plan. Principes - Exercices. Série Technique Des Dessins Du Bâtiment. (2012, Eyrolles)Документ33 страницыJean-Pierre Gousset - Dessin Technique Et Lecture de Plan. Principes - Exercices. Série Technique Des Dessins Du Bâtiment. (2012, Eyrolles)ELFargaliMohamedОценок пока нет
- 9782100721313Документ22 страницы9782100721313Davy BEUNONEОценок пока нет
- Programmer en Langage C PDFДокумент459 страницProgrammer en Langage C PDFELFargaliMohamedОценок пока нет
- 320 Chaabanne PDFДокумент31 страница320 Chaabanne PDFsemahОценок пока нет
- Granulats: Norme ExpérimentaleДокумент32 страницыGranulats: Norme ExpérimentaleLaboratoire LTGCОценок пока нет
- ExtraitДокумент8 страницExtraitDe la fuenteОценок пока нет
- Exercice Revision Chimie PDFДокумент4 страницыExercice Revision Chimie PDFAsmaaОценок пока нет
- Chapitre 2 Métiers de Génie Des ProcédésДокумент5 страницChapitre 2 Métiers de Génie Des ProcédésmutraceОценок пока нет
- Notice Radiateur Inertie Fluide Madison 2014 SauterДокумент26 страницNotice Radiateur Inertie Fluide Madison 2014 SauterLeni BarsОценок пока нет
- Les ThiolsДокумент3 страницыLes ThiolsHala NousaОценок пока нет
- Diagramme D'orbitales Moléculaires Pour Une Molécule DiatomiqueДокумент3 страницыDiagramme D'orbitales Moléculaires Pour Une Molécule DiatomiqueALLOLOОценок пока нет
- Manuel Complet GarantДокумент700 страницManuel Complet Garanteric-apprenti100% (2)
- Chapitre III Corrosion Des Aciers Partie 1Документ8 страницChapitre III Corrosion Des Aciers Partie 1Mohamed AmineОценок пока нет
- Pe 0101 - Rev 00Документ12 страницPe 0101 - Rev 00Hocine ChekrounОценок пока нет
- ConductometryДокумент41 страницаConductometryKHALID TAHIRIОценок пока нет
- SoukainaДокумент12 страницSoukainaSoùkaîna S'möuniОценок пока нет
- Extraction D Especes Chimiques Exercices CorrigesДокумент2 страницыExtraction D Especes Chimiques Exercices CorrigesMalika BENHAMADAОценок пока нет
- Comportement D'une BoueДокумент157 страницComportement D'une BoueMohamed BoukhrazОценок пока нет
- GMR 03 05NCДокумент68 страницGMR 03 05NCanon-259505100% (1)
- Gelose BGAДокумент3 страницыGelose BGAJawad JoeОценок пока нет
- EIE (Carrière) Pollution D'airДокумент30 страницEIE (Carrière) Pollution D'airHayate AzatouriОценок пока нет
- Chapitre VДокумент18 страницChapitre VminaОценок пока нет
- Chimie Des Polymères (2° Éd.) : Exercices Et Problèmes CorrigésДокумент3 страницыChimie Des Polymères (2° Éd.) : Exercices Et Problèmes CorrigésAbdallah BZОценок пока нет
- Manomètres IndustrielsДокумент2 страницыManomètres IndustrielsBelkhir GuerracheОценок пока нет