Вам также может понравиться
- Transporte Hidráulico-2021Документ12 страницTransporte Hidráulico-2021TlalocОценок пока нет
- 16 EER0013 - Aula 16 - Transferncia de Calor em CaldeirasДокумент22 страницы16 EER0013 - Aula 16 - Transferncia de Calor em CaldeirasMatheus FaveroОценок пока нет
- Dimensionamento de Linha de Vida para Atividades em Alturas No CT 20Документ16 страницDimensionamento de Linha de Vida para Atividades em Alturas No CT 20carlosmilfontОценок пока нет
- (EQ415) Ciclo de Refrigeração Da Amônia PDFДокумент16 страниц(EQ415) Ciclo de Refrigeração Da Amônia PDFGiovana NettoОценок пока нет
- Cálculo de Carga Critica em ColunasДокумент15 страницCálculo de Carga Critica em ColunasHenrique Kazuya KikuchiОценок пока нет
- Exercicios ResistenciaДокумент6 страницExercicios ResistenciaRafael Zivickovict100% (2)
- Capitulo 4b PDFДокумент29 страницCapitulo 4b PDFDeividi CardosoОценок пока нет
- Simulado - DP Termodinâmica BásicaДокумент3 страницыSimulado - DP Termodinâmica BásicaWesley PereiraОценок пока нет
- Refrigeração ArtigoДокумент172 страницыRefrigeração ArtigoAllan RafaelОценок пока нет
- SelasДокумент62 страницыSelasGMacellaОценок пока нет
- Cálculo de RespiroДокумент16 страницCálculo de RespiroMurillo NogueiraОценок пока нет
- Resistência Dos Materiais e Dimensionamento de Estruturas para Construções RuraisДокумент47 страницResistência Dos Materiais e Dimensionamento de Estruturas para Construções RuraisGuilherme QueirozОценок пока нет
- Dimensionamento de Rede de Distribuição de Ar ComprimidoДокумент25 страницDimensionamento de Rede de Distribuição de Ar ComprimidoEmília Catarina Passos100% (2)
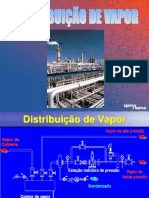
- Parte 02 - Distribuição VaporДокумент90 страницParte 02 - Distribuição VaporAline Pires Dias Ribeiro100% (1)
- Manual de OperaçãoДокумент48 страницManual de OperaçãoFábio Borges100% (1)
- Projeto de Transmissão Por Correia-1Документ4 страницыProjeto de Transmissão Por Correia-1Fernando Jadão100% (1)
- Planilha Flash Multicomponente (ABEQ)Документ10 страницPlanilha Flash Multicomponente (ABEQ)Lucas AraújoОценок пока нет
- Aula 23 Trocadores de CalorДокумент26 страницAula 23 Trocadores de CalorJefferson RobertОценок пока нет
- Ventiladores - OKДокумент14 страницVentiladores - OKRenata VicentinoОценок пока нет
- SV80H Válvula de Segurança e Alívio-Technical InformationДокумент18 страницSV80H Válvula de Segurança e Alívio-Technical InformationRicardoОценок пока нет
- Tratamento Químico de CaldeirasДокумент19 страницTratamento Químico de CaldeirasAdriano TerresОценок пока нет
- Compressor RootsДокумент16 страницCompressor RootsNandaRibasОценок пока нет
- Provas de TermoДокумент30 страницProvas de TermoPedroSoucasauxОценок пока нет
- Dimensionamento Da Linha de Ar ComprimidoДокумент3 страницыDimensionamento Da Linha de Ar ComprimidoEllen Caroline Silvério VieiraОценок пока нет
- Lavador de Gases - Torre de EnchimentoДокумент2 страницыLavador de Gases - Torre de EnchimentoJorge PavanОценок пока нет
- Ventiladores5 Dimensionamento PDFДокумент35 страницVentiladores5 Dimensionamento PDFVinicius MaiaОценок пока нет
- Dimensionamento Mecanico de Tuulacaoes, Projeto Normalizado, Analisse de Flexibilidade 1 Ao 10Документ10 страницDimensionamento Mecanico de Tuulacaoes, Projeto Normalizado, Analisse de Flexibilidade 1 Ao 10Bazan Antequera RuddyОценок пока нет
- Folha de DadosДокумент8 страницFolha de DadosRafaelОценок пока нет
- Exercícios de Termodinâmica - ResolvidosДокумент3 страницыExercícios de Termodinâmica - ResolvidosJanainaCMОценок пока нет
- VibraçõesДокумент53 страницыVibraçõesNilsonОценок пока нет
- Perdas AmoniaДокумент4 страницыPerdas AmoniaGabriella PegoraroОценок пока нет
- Parte 02 - Distribuição Vapor CMPДокумент66 страницParte 02 - Distribuição Vapor CMProdrigo santosОценок пока нет
- 061lista3 JoaoFelipe RevДокумент7 страниц061lista3 JoaoFelipe RevAna Carolina RibeiroОценок пока нет
- Apontamentos Transferência de CalorДокумент118 страницApontamentos Transferência de Calorhuisadoisjdsaoidsa100% (1)
- Cálculo de Perdas de Carga Schneider - Manual TécnicoДокумент3 страницыCálculo de Perdas de Carga Schneider - Manual TécnicoDouglas Leão KercheОценок пока нет
- Manutenibilidade em Ventiladores - Equipe 5 2011.1Документ38 страницManutenibilidade em Ventiladores - Equipe 5 2011.1Paulo Cesar ArgôloОценок пока нет
- Metodo KernДокумент5 страницMetodo KernSandroNunesОценок пока нет
- Pré-Relatório - Trocador de Calor de PlacasДокумент11 страницPré-Relatório - Trocador de Calor de PlacasDriNay13Оценок пока нет
- Aula - Bombas - Perda de CargaДокумент25 страницAula - Bombas - Perda de CargaCaio ValérioОценок пока нет
- Cap 6 Ventilacao Industrial - ExaustoresДокумент63 страницыCap 6 Ventilacao Industrial - ExaustoresmgdornellesОценок пока нет
- CaldeiraДокумент55 страницCaldeiraBode JuniorОценок пока нет
- PTC 07 - Trocadores Casco e Tubos - Método de KernДокумент61 страницаPTC 07 - Trocadores Casco e Tubos - Método de KernGabriel Vasconcelos100% (1)
- Livro de UtilidadesДокумент288 страницLivro de UtilidadesfaelbritosОценок пока нет
- Apostila Legislação e Controle Da Poluição AtmosféricaДокумент34 страницыApostila Legislação e Controle Da Poluição AtmosféricaAlex Jussiani Dos Santos100% (3)
- 10 - Uniões Por InterferênciaДокумент21 страница10 - Uniões Por InterferênciaSergio Cabral100% (1)
- Calculo de Linha de Ar ComprimidoДокумент40 страницCalculo de Linha de Ar ComprimidofagnebadaroОценок пока нет
- Manual SV80H - Válvula - de - Segurança - e - Alívio-Technical - Information PDFДокумент18 страницManual SV80H - Válvula - de - Segurança - e - Alívio-Technical - Information PDFjdfaveriОценок пока нет
- Temperatura Adiabatica Da ChamaДокумент8 страницTemperatura Adiabatica Da ChamaClair FrighettoОценок пока нет
- Cálculo Esmagamento MáximoДокумент4 страницыCálculo Esmagamento MáximoMarcelo LimaОценок пока нет
- Calculo Exautores Zero 07 PDFДокумент4 страницыCalculo Exautores Zero 07 PDFDenis Fadel DuarteОценок пока нет
- Aula16 Absorcao RecheioДокумент47 страницAula16 Absorcao Recheiofalu16478Оценок пока нет
- Caldeiras - Avaliação FluênciaДокумент42 страницыCaldeiras - Avaliação Fluênciaorea1Оценок пока нет
- Apostila Conformação MecânicaДокумент67 страницApostila Conformação MecânicaIvonete SampaioОценок пока нет
- 7 - Cap. 06 - Propriedades Mecânicas Exercícios 14.1Документ72 страницы7 - Cap. 06 - Propriedades Mecânicas Exercícios 14.1Christianne G. Rodrigues0% (2)
- Prova 1 - ResolvidaДокумент13 страницProva 1 - ResolvidaAUGUSTO ALPE COPPETTIОценок пока нет
- Estudo Da Rugosidade e Vida de Ferramenta Do Aço Inoxidável Superduplex Astm A-890 Após Fresamento em Diferentes Condições de LubrificaçãoДокумент10 страницEstudo Da Rugosidade e Vida de Ferramenta Do Aço Inoxidável Superduplex Astm A-890 Após Fresamento em Diferentes Condições de LubrificaçãoInstituto Mauá de TecnologiaОценок пока нет
- 06 Slides Sobre Eixos e ÁrvoresДокумент29 страниц06 Slides Sobre Eixos e ÁrvoresArnaldo JuniorОценок пока нет
- Resumo Conformação 1Документ10 страницResumo Conformação 1Vinícius RodriguesОценок пока нет
- 1 - Manual de Orientacao Primeira Parte OficialДокумент31 страница1 - Manual de Orientacao Primeira Parte OficialMarilene100% (2)
- Estatística ResumoДокумент23 страницыEstatística Resumotrying to draw things100% (1)
- Modelo de AprДокумент6 страницModelo de AprGilmar JuniorОценок пока нет
- O Insólito Nos Contos de O Fio Das Missangas, de Mia CoutoДокумент87 страницO Insólito Nos Contos de O Fio Das Missangas, de Mia CoutoTiago Souza Motocrossplays100% (1)
- N.T. Revista Literaria em Traducao N 4 PDFДокумент266 страницN.T. Revista Literaria em Traducao N 4 PDForg22559Оценок пока нет
- Teste Ciências Da NaturezaДокумент2 страницыTeste Ciências Da NaturezaMarisaОценок пока нет
- A Divina ProporçãoДокумент4 страницыA Divina ProporçãoEduardo ValeiroОценок пока нет
- Pontos Positivos e Negativos Dos TemperamentosДокумент4 страницыPontos Positivos e Negativos Dos TemperamentosRosiane Portela de Paula Santos100% (1)
- Conceito Da Teoria de Motivacao de MaslowДокумент4 страницыConceito Da Teoria de Motivacao de MaslowAntonio LimaОценок пока нет
- Decapagem QuimicaДокумент4 страницыDecapagem QuimicaLuis Carlos Mayer Pereira0% (1)
- PPC Farmacia 2012 Final PDFДокумент300 страницPPC Farmacia 2012 Final PDFcgtnetoОценок пока нет
- Relatorio de Caracterizacao 2 - Preparo Reagente BradfordДокумент8 страницRelatorio de Caracterizacao 2 - Preparo Reagente Bradforddiego guimarãesОценок пока нет
- Incapacidadelaboral DuilioДокумент34 страницыIncapacidadelaboral DuilioAndrea MascarenhasОценок пока нет
- 1 SEGURANÇA NO MANUSEIO DE PRODUTOS QUÍMICOS PDF PDFДокумент41 страница1 SEGURANÇA NO MANUSEIO DE PRODUTOS QUÍMICOS PDF PDFsorayabergonziОценок пока нет
- Fichas de Matematica 2º AnoДокумент15 страницFichas de Matematica 2º AnoAlzira Mesquita0% (2)
- Aspectos Do Fantastico e Tradução de Um Conto de Marcel AyméДокумент42 страницыAspectos Do Fantastico e Tradução de Um Conto de Marcel AyméThiago TimОценок пока нет
- Alavanca CambioДокумент52 страницыAlavanca CambioPauloFeitoza100% (1)
- TD01 Revisão PDFДокумент2 страницыTD01 Revisão PDFraellen magdyelliОценок пока нет
- Desenho Realista - Como Usar o GrafiteДокумент24 страницыDesenho Realista - Como Usar o GrafiteVanessa Silva80% (5)
- A Classe Dos Adjetivos - Ficha de Trabalho - 5º AnoДокумент3 страницыA Classe Dos Adjetivos - Ficha de Trabalho - 5º AnoMarisa MontesОценок пока нет
- 7 - Klein1952 As Origens Da Transferência PDFДокумент5 страниц7 - Klein1952 As Origens Da Transferência PDFNilson Dias CastelanoОценок пока нет
- Rti Outubro2021Документ92 страницыRti Outubro2021sandro luis vieiraОценок пока нет
- Aula 4 - Método de Crout e CholeskyДокумент6 страницAula 4 - Método de Crout e CholeskynarlochosvaldoОценок пока нет
- ANTEPROJETOДокумент12 страницANTEPROJETOAfonso SalumbomboОценок пока нет
- Simples Carregador de Bateria (CIR3302)Документ2 страницыSimples Carregador de Bateria (CIR3302)Darilho Batista IgnacioОценок пока нет
- Baixar Livro de Filosofia 11a ClasseДокумент49 страницBaixar Livro de Filosofia 11a ClasseJamila IbrahimoОценок пока нет
- Análise de Viabilidade EconômicaДокумент17 страницAnálise de Viabilidade Econômicael_ruso__83Оценок пока нет
- Esto QueДокумент65 страницEsto QueSeba CamposОценок пока нет
- Rauski. Michelato. Música e Inclusão Social - o Trabalho Da Banda Marcial MaristaДокумент49 страницRauski. Michelato. Música e Inclusão Social - o Trabalho Da Banda Marcial MaristaEgon Eduardo SОценок пока нет
- 2 - Controle de Qualidade Na Farmacia MagistralДокумент71 страница2 - Controle de Qualidade Na Farmacia Magistralphaela_ma100% (1)