Вам также может понравиться
- Ridge Wear at Crankpin Journals: Service Letter SL2017-647/JNNДокумент6 страницRidge Wear at Crankpin Journals: Service Letter SL2017-647/JNNarunОценок пока нет
- Sl2021-719 Cleaning of Fuel InjectorsДокумент3 страницыSl2021-719 Cleaning of Fuel InjectorsAnkit ChauhanОценок пока нет
- MAN SL2017-654 - JNN (2017.11) - Crankshaft Torsional Vibration DamperДокумент1 страницаMAN SL2017-654 - JNN (2017.11) - Crankshaft Torsional Vibration DamperGrandpa100% (1)
- Cyl Liner Upper O-Ring PDFДокумент2 страницыCyl Liner Upper O-Ring PDFDimitrijs SilinsОценок пока нет
- Liners InspectionДокумент9 страницLiners Inspectiong arv100% (1)
- 515 615 L28 32H Lubrication Oil SystemДокумент21 страница515 615 L28 32H Lubrication Oil SystemFlo MarineОценок пока нет
- Manual Vaasa 32 LNДокумент350 страницManual Vaasa 32 LNCihan YasarОценок пока нет
- Fuel Injection Valve Condition: Service Letter SL2016-628/KELДокумент4 страницыFuel Injection Valve Condition: Service Letter SL2016-628/KELVitalii KorolОценок пока нет
- 12165-70 C25 - 33L9AY - Tier2 Operating ManualДокумент385 страниц12165-70 C25 - 33L9AY - Tier2 Operating ManualkodrysОценок пока нет
- Mb-4 Operation and DataДокумент348 страницMb-4 Operation and DataBorysОценок пока нет
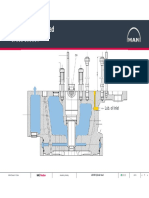
- L23/30H Cylinder Head - Cross Section: Lub. Oil InletДокумент16 страницL23/30H Cylinder Head - Cross Section: Lub. Oil InletLahiru Prabhatha Amarasena100% (3)
- SKF Thap 030Документ102 страницыSKF Thap 030seansotoОценок пока нет
- Service Bulletin S - 3: Technical Information To All The Owners of Sulzer S 20 Type Diesel Engines 01.09.94Документ4 страницыService Bulletin S - 3: Technical Information To All The Owners of Sulzer S 20 Type Diesel Engines 01.09.94Diego ReggianiniОценок пока нет
- G80me-C10 6Документ570 страницG80me-C10 6KulovicОценок пока нет
- RainДокумент8 страницRainlwinooОценок пока нет
- Testing of Overspeed On L23/30H Gensets: Service Letter Sl2015-600/JecДокумент4 страницыTesting of Overspeed On L23/30H Gensets: Service Letter Sl2015-600/JecERepublikPolskaОценок пока нет
- Piston Assembly Instruction For Watsila 20 Engines - 20-09-2012Документ2 страницыPiston Assembly Instruction For Watsila 20 Engines - 20-09-2012NorelkysbucanОценок пока нет
- A - 15 Service Bulletin: 03.02.97 Technical Information To All Owners of Sulzer A Type Diesel EnginesДокумент4 страницыA - 15 Service Bulletin: 03.02.97 Technical Information To All Owners of Sulzer A Type Diesel EnginesgeamuccioОценок пока нет
- Detailed 3D Ring Pack Analysis by Federal MogulДокумент13 страницDetailed 3D Ring Pack Analysis by Federal MogulthisisjineshОценок пока нет
- Service Bulletin WCH Rt-82 Issue2Документ20 страницService Bulletin WCH Rt-82 Issue2aleventОценок пока нет
- Service Bulletin S - 2: Technical Information To All The Owners of Sulzer S 20 Type Diesel Engines 15.07.94Документ5 страницService Bulletin S - 2: Technical Information To All The Owners of Sulzer S 20 Type Diesel Engines 15.07.94Diego ReggianiniОценок пока нет
- WARTSILA L20 Injection Valve Kit 167044Документ1 страницаWARTSILA L20 Injection Valve Kit 167044Sergei Kurpish100% (1)
- Piston Rings: Limits (MM)Документ1 страницаPiston Rings: Limits (MM)Denim102Оценок пока нет
- G90me-C10 5Документ618 страницG90me-C10 5GeorgeОценок пока нет
- Pci 344Документ2 страницыPci 344Андрей АндреевОценок пока нет
- Wartsila Vasa 32 - Spare Parts Notice - Bearing Types For Vasa 32 Based EnginesДокумент9 страницWartsila Vasa 32 - Spare Parts Notice - Bearing Types For Vasa 32 Based Enginesswiatekpiotrwp.plОценок пока нет
- EEXI Regulation Compliance (Introduction of EEXI-EPL SystemДокумент10 страницEEXI Regulation Compliance (Introduction of EEXI-EPL SystemSrivatsanОценок пока нет
- Original Mak Injector Nozzle Elements Are World-Class High-Tech ProductsДокумент1 страницаOriginal Mak Injector Nozzle Elements Are World-Class High-Tech ProductsHải Lưu MinhОценок пока нет
- Service Bulletin A - 14: Technical Information To All The Owners of Sulzer AS25 and AT25 Type Diesel Engines 18.10.96Документ3 страницыService Bulletin A - 14: Technical Information To All The Owners of Sulzer AS25 and AT25 Type Diesel Engines 18.10.96Gaetano MuccioОценок пока нет
- Ss-đã Chuyển ĐổiДокумент10 страницSs-đã Chuyển ĐổiTrần Hoài VinhОценок пока нет
- 2-Stroke Engines Cylinder ConditionДокумент9 страниц2-Stroke Engines Cylinder ConditionKaushalОценок пока нет
- CIMAC Paper 008Документ12 страницCIMAC Paper 008김민욱Оценок пока нет
- PG M-Iii L2131 PDFДокумент488 страницPG M-Iii L2131 PDFnavy4Оценок пока нет
- RT 133 PDFДокумент6 страницRT 133 PDFRaul DiazОценок пока нет
- Manual 3553-54 PDFДокумент116 страницManual 3553-54 PDFLuiz Claudio Martins FreireОценок пока нет
- Marine Installation Manual: Issue 2020-06Документ185 страницMarine Installation Manual: Issue 2020-06Thein MaungОценок пока нет
- ABB Turbocharging TPS - . - D / E - The PerformerДокумент4 страницыABB Turbocharging TPS - . - D / E - The PerformerTibor AngeloОценок пока нет
- Undine & Cymbeline Wartsila Tech BulletinДокумент3 страницыUndine & Cymbeline Wartsila Tech BulletinAlexis Barnabás CollinsОценок пока нет
- Engine Instruction Manual (2012)Документ464 страницыEngine Instruction Manual (2012)rafael.eloidasilvaОценок пока нет
- Leaflet H Cegielski-SERVICE New General LeafletДокумент10 страницLeaflet H Cegielski-SERVICE New General Leafletvangeliskyriakos8998Оценок пока нет
- Turbocharger Washing UnitДокумент7 страницTurbocharger Washing UnitJavier Ramirez MedinaОценок пока нет
- 1 ManualДокумент442 страницы1 ManualpgerbzmОценок пока нет
- Safety Spare Parts For Wärtsilä Vasa 22, 22 - 26 EnginesДокумент4 страницыSafety Spare Parts For Wärtsilä Vasa 22, 22 - 26 EnginesigorОценок пока нет
- Wartsila Component InspectionДокумент1 страницаWartsila Component Inspectionfakir mahadi hasanОценок пока нет
- Adjusting The Camshaft: Tion" in Chapter "Lower Valve Drive"Документ25 страницAdjusting The Camshaft: Tion" in Chapter "Lower Valve Drive"JavierОценок пока нет
- Basic DesignДокумент51 страницаBasic DesignMohammadQasimAlhamdanyОценок пока нет
- 1D DVS SULZER Shaft Coupling OKS 250 HB 6 PDFДокумент6 страниц1D DVS SULZER Shaft Coupling OKS 250 HB 6 PDFSatyabrat GaanОценок пока нет
- Low Sac NozzleДокумент2 страницыLow Sac NozzleNguyễn Đình ĐứcОценок пока нет
- Service Info No. 0016 - ComДокумент1 страницаService Info No. 0016 - Comcupid75Оценок пока нет
- HOUTTUIN Catalog GeneralДокумент12 страницHOUTTUIN Catalog GeneralRelu123Оценок пока нет
- WartsilaДокумент16 страницWartsilaRicardo AzevedoОценок пока нет
- Instruction Book Part 2Документ280 страницInstruction Book Part 2George Arimana100% (1)
- Cylinder Lubricator Unit: MAN B&W DieselДокумент2 страницыCylinder Lubricator Unit: MAN B&W DieselFaustoJuniorОценок пока нет
- Injection Pump: 165-0008 Spare Parts List Wärtsilä 20Документ1 страницаInjection Pump: 165-0008 Spare Parts List Wärtsilä 20Sergei KurpishОценок пока нет
- BULLETIN Gudgeon Pin With A 40 MM 3211P286 - 02Документ3 страницыBULLETIN Gudgeon Pin With A 40 MM 3211P286 - 02enzobvОценок пока нет
- MV " Angela": Sietas Type 168a-Open Top Container VesselДокумент2 страницыMV " Angela": Sietas Type 168a-Open Top Container VesselMery100% (1)
- 22 Control MechanismДокумент14 страниц22 Control MechanismAntonio FugaciuОценок пока нет
- BearingsДокумент58 страницBearingsSarath RaghavОценок пока нет
- sl2018 667 PDFДокумент8 страницsl2018 667 PDFGaurav MaithilОценок пока нет
- Ae Piston Freting Marks JudgmentДокумент2 страницыAe Piston Freting Marks JudgmentRicardo GaringОценок пока нет
- 2006 2 SMRI - Research Report PartIДокумент131 страница2006 2 SMRI - Research Report PartIActionman2100% (1)
- DIN 10511 - EnglishДокумент27 страницDIN 10511 - EnglishJim SmithОценок пока нет
- Mass Spectral Databases For LC-MS - and GC-MS-based Metabolomics PDFДокумент13 страницMass Spectral Databases For LC-MS - and GC-MS-based Metabolomics PDFciborg1978Оценок пока нет
- Tugas 1 PPAДокумент29 страницTugas 1 PPAlulalalaОценок пока нет
- Accumulatore Charg InstructionsДокумент11 страницAccumulatore Charg InstructionsBrad BergОценок пока нет
- 70 Penetration Grade BitumenДокумент1 страница70 Penetration Grade BitumenJohn SnowОценок пока нет
- Endothermic and Exothermic Reactions WorksheetДокумент4 страницыEndothermic and Exothermic Reactions Worksheetabdulhakim100% (1)
- Stopac Outer Wrap PE PDS-Stopaq-Outerwrap-PE-V8-ENДокумент2 страницыStopac Outer Wrap PE PDS-Stopaq-Outerwrap-PE-V8-ENvaradarajck893Оценок пока нет
- Operator'S Manual Px01X-Xxx-Xxx-Axxx: 1/4" Diaphragm PumpДокумент12 страницOperator'S Manual Px01X-Xxx-Xxx-Axxx: 1/4" Diaphragm PumpAir PumpingОценок пока нет
- Gates Usa Mectrol 2007Документ68 страницGates Usa Mectrol 2007glamuraОценок пока нет
- Guía para Seleccionar Columnas HPLCДокумент52 страницыGuía para Seleccionar Columnas HPLCDiana Lilibet Sánchez MontesОценок пока нет
- Hydraulic Fracturing Theory and Practice: R. D. Barree Barree & Associates LLCДокумент18 страницHydraulic Fracturing Theory and Practice: R. D. Barree Barree & Associates LLCmoorpvrОценок пока нет
- Lab 15 - Effects of Catalyst On Reaction RateДокумент2 страницыLab 15 - Effects of Catalyst On Reaction Ratealextzhao1996Оценок пока нет
- GATE-2018 - Mechanical Engineering Online Test Series ENGINEERING THERMODYNAMICSДокумент10 страницGATE-2018 - Mechanical Engineering Online Test Series ENGINEERING THERMODYNAMICSDebashis NayakОценок пока нет
- Silver Nanoparticles: Synthesis and Mathematical-Geometric FormulationДокумент27 страницSilver Nanoparticles: Synthesis and Mathematical-Geometric FormulationjuanОценок пока нет
- Bs en 357 - 2004 Glass-Frp ClassДокумент16 страницBs en 357 - 2004 Glass-Frp ClassKwong chi hoОценок пока нет
- Description and Solubility - MTZДокумент6 страницDescription and Solubility - MTZPityu PíОценок пока нет
- Ansi Isa-71.04-2013Документ30 страницAnsi Isa-71.04-2013Rubén Villamil100% (1)
- Lin Jingwei - A Nomadic Furniture For College StudentsДокумент129 страницLin Jingwei - A Nomadic Furniture For College StudentsAarish Netarwala100% (2)
- ASTM Method D5134-92Документ1 страницаASTM Method D5134-92Sylab InstrumentsОценок пока нет
- Hydrodynamic Journal BearingДокумент4 страницыHydrodynamic Journal BearingEbe Nezer GОценок пока нет
- ID Rentokil Blatannex 2 15 Gel en SDS 01Документ10 страницID Rentokil Blatannex 2 15 Gel en SDS 01Abdurrosyid officialОценок пока нет
- 1 - Toxic GasesДокумент19 страниц1 - Toxic GasesxIRONxWOLFxОценок пока нет
- Product Information: Synpower™ Motor Oil Sae 5W-40Документ2 страницыProduct Information: Synpower™ Motor Oil Sae 5W-40Iulia DanaОценок пока нет
- Rework Procedure For Bga ModulesДокумент8 страницRework Procedure For Bga ModulesexwilliamОценок пока нет
- GUIDE-MQA-017-006 (Good Manufacturing Practice For Assemblers of Medicinal Products)Документ15 страницGUIDE-MQA-017-006 (Good Manufacturing Practice For Assemblers of Medicinal Products)William ChandraОценок пока нет
- Metals From Ores: An Introduction: CRI SONДокумент8 страницMetals From Ores: An Introduction: CRI SONSaumya Subhra NandiОценок пока нет
- Distortions: M. Vedani Failure and Control of Metals - AY 2020/21Документ7 страницDistortions: M. Vedani Failure and Control of Metals - AY 2020/21MarcoОценок пока нет
- Hot-Dip Galvanization - WikipediaДокумент4 страницыHot-Dip Galvanization - WikipediaaravindОценок пока нет
- Oisd 142Документ55 страницOisd 142sandeep MОценок пока нет