Вам также может понравиться
- Risk ManagementДокумент23 страницыRisk ManagementSalafo CassirОценок пока нет
- MHG / MHB: High Pressure Multi-Stage Diffuser PumpДокумент6 страницMHG / MHB: High Pressure Multi-Stage Diffuser Pumpammar kkОценок пока нет
- High Performance Condenser Tube Cleaning SystemДокумент5 страницHigh Performance Condenser Tube Cleaning SystemKrizia Meiahn CatalonОценок пока нет
- Berger Decorative Price List March 2020Документ1 страницаBerger Decorative Price List March 2020Muskaan ZahraОценок пока нет
- Pump Control System Automation - KSBДокумент76 страницPump Control System Automation - KSBmask98Оценок пока нет
- MHG / MHB: High Pressure Multi-Stage Diffuser PumpДокумент6 страницMHG / MHB: High Pressure Multi-Stage Diffuser Pumpammar kkОценок пока нет
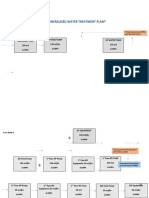
- Demineralized Water Treatment Plant - Block DiagramДокумент3 страницыDemineralized Water Treatment Plant - Block Diagramammar kkОценок пока нет
- MHG / MHB: High Pressure Multi-Stage Diffuser PumpДокумент6 страницMHG / MHB: High Pressure Multi-Stage Diffuser Pumpammar kkОценок пока нет
- Permission For Pqa Amndment - For MergeДокумент1 страницаPermission For Pqa Amndment - For Mergeammar kkОценок пока нет
- Pricing of Electricity in China Pun-Lee Lam DownloadДокумент59 страницPricing of Electricity in China Pun-Lee Lam Downloadapi-26021962Оценок пока нет
- 03 03 2020 00.25.03Документ1 страница03 03 2020 00.25.03ammar kkОценок пока нет
- Doosan PDFДокумент4 страницыDoosan PDFammar kkОценок пока нет
- Doosan PDFДокумент4 страницыDoosan PDFammar kkОценок пока нет
- Tower Type Boilers Vs Two Pass BoilersДокумент3 страницыTower Type Boilers Vs Two Pass Boilersammar kkОценок пока нет
- Aug08 PDFДокумент3 страницыAug08 PDFammar kkОценок пока нет
- PC Vs CFBДокумент5 страницPC Vs CFBammar kkОценок пока нет
- BiochemistryДокумент1 страницаBiochemistryammar kkОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Montserrat National Energy Policy 2016-2030Документ36 страницThe Montserrat National Energy Policy 2016-2030Detlef Loy100% (1)
- Igbc ReportДокумент6 страницIgbc Reportmanaswi mhatreОценок пока нет
- Tanzania Research Pririties From COSTECH843Документ33 страницыTanzania Research Pririties From COSTECH843Sada AbdoОценок пока нет
- An Intermediate Heating and Cooling Method For A Distillation ColumnДокумент7 страницAn Intermediate Heating and Cooling Method For A Distillation ColumnAnonymous N3LpAXОценок пока нет
- A71 A81 CatalogueДокумент20 страницA71 A81 CatalogueSaurav Das67% (3)
- Esrterfw Instructions 2Документ24 страницыEsrterfw Instructions 2f9zvxkvw5mОценок пока нет
- Global MEPS Guide For Low Voltage Motors 50060049 Brochure EnglishДокумент12 страницGlobal MEPS Guide For Low Voltage Motors 50060049 Brochure Englishmiha sredОценок пока нет
- RailwaysДокумент67 страницRailwaysJoshua MontesОценок пока нет
- Energise2020 JupiterHospitalCaseStudy PDFДокумент8 страницEnergise2020 JupiterHospitalCaseStudy PDFHlinaОценок пока нет
- Weatherization-A Test CaseДокумент18 страницWeatherization-A Test CaseCarnegie Endowment for International Peace100% (1)
- Armstrong S & H Pump BrochureДокумент8 страницArmstrong S & H Pump BrochureAhmed SamirОценок пока нет
- APES Unit 6 Notes FramesДокумент14 страницAPES Unit 6 Notes FramesKIM JEEHEEОценок пока нет
- Vehicle Operations and Vehicle Maintenance Facilities Design GuideДокумент46 страницVehicle Operations and Vehicle Maintenance Facilities Design Guideاحمد الجزار2007Оценок пока нет
- SK 24 SigmaДокумент5 страницSK 24 SigmaDedi KartiwaОценок пока нет
- VRV X Catalogue - 2023Документ58 страницVRV X Catalogue - 2023nandu jpОценок пока нет
- Energy Saving and Solution Proposals Compressors and Electric MotorsДокумент5 страницEnergy Saving and Solution Proposals Compressors and Electric MotorsCostas AggelidisОценок пока нет
- Ref: LOA No. IRCON/ELECT/2067/KG/TENDER/OHE&PSI/PKG-I/01/263 Dated 09.04.2018Документ2 страницыRef: LOA No. IRCON/ELECT/2067/KG/TENDER/OHE&PSI/PKG-I/01/263 Dated 09.04.2018ShasheekantОценок пока нет
- Surya NepalДокумент13 страницSurya NepalanishabatajuОценок пока нет
- Situation Analysis Report: Group AssignmentДокумент17 страницSituation Analysis Report: Group AssignmentDinhОценок пока нет
- Tanzila Seminar ReportДокумент18 страницTanzila Seminar Reportkiswah computersОценок пока нет
- Anjali - Energy Efficiency Retrofit Godrej Bhawan - Oct 2013 PDFДокумент11 страницAnjali - Energy Efficiency Retrofit Godrej Bhawan - Oct 2013 PDFSai Ujjwala VemuriОценок пока нет
- Smarthome Magazine 10/2023Документ68 страницSmarthome Magazine 10/2023ЕвгенийБутырёвОценок пока нет
- Green Campus Action PlanДокумент22 страницыGreen Campus Action Planaccounting topОценок пока нет
- ACEEEДокумент51 страницаACEEEMarco A HenriquezОценок пока нет
- 2019-ICESW-Wastage Amidst Shortage PDFДокумент18 страниц2019-ICESW-Wastage Amidst Shortage PDFolatunjiobafemiyahoocomОценок пока нет
- Philips 22911-2Документ144 страницыPhilips 22911-2Gustavo HoppeОценок пока нет
- ECONOMIZER DESIGN FOR 2013 - Sayı 3 - 4 - Selçuk Selimli PDFДокумент6 страницECONOMIZER DESIGN FOR 2013 - Sayı 3 - 4 - Selçuk Selimli PDFNITINОценок пока нет
- 07a80806 Energy EngineeringДокумент4 страницы07a80806 Energy EngineeringSharanya ThirichinapalliОценок пока нет
- Data Center Solution & ServicesДокумент38 страницData Center Solution & Servicesyogesh chandrayanОценок пока нет
- Stern (1992) - What Psychology Knows About Energy ConservationДокумент9 страницStern (1992) - What Psychology Knows About Energy ConservationRoz KrakraОценок пока нет