Вам также может понравиться
- Sample Template Itp For Piping Fabrication and InstallationДокумент16 страницSample Template Itp For Piping Fabrication and InstallationEyoh EffiongОценок пока нет
- MS For Hydro Test ModДокумент7 страницMS For Hydro Test ModIbrahim KhanОценок пока нет
- 033-Itp For Piping Installation Ag and Ug PDFДокумент13 страниц033-Itp For Piping Installation Ag and Ug PDFKöksal Patan75% (4)
- Itp - Rev eДокумент36 страницItp - Rev ezaki_saddarОценок пока нет
- 62-P-90Rev A Method Statement For Oxygen Line FabricationДокумент13 страниц62-P-90Rev A Method Statement For Oxygen Line FabricationAsadAliAliОценок пока нет
- ITP For PipingДокумент3 страницыITP For PipingAbdullah Al Jubayer100% (1)
- Itp For Pipeline at SiteДокумент3 страницыItp For Pipeline at Siteanang_pri100% (2)
- 003 ITP UG PipingДокумент4 страницы003 ITP UG Pipingrvsingh70100% (1)
- Fabrication Procedure SA-4200-70621Документ24 страницыFabrication Procedure SA-4200-70621mohd as shahiddin jafriОценок пока нет
- R057-Ac-It-001 (C) - Inspection and Test Plan For Instrument Air Compressor PackageДокумент10 страницR057-Ac-It-001 (C) - Inspection and Test Plan For Instrument Air Compressor Packagedharwin100% (1)
- Itp PaintingДокумент14 страницItp PaintingNamta George100% (4)
- ITP - PipingДокумент7 страницITP - PipingRiaz Rasool100% (2)
- Piping Fabrication ProcedureДокумент11 страницPiping Fabrication ProcedureMohammed Elsaid Yousef Harhera100% (2)
- Hydrotest Procedure For PipelineДокумент12 страницHydrotest Procedure For Pipelineaike_577% (13)
- ITP's and ITR's A Necessary - Monster - PDFДокумент5 страницITP's and ITR's A Necessary - Monster - PDFshastri85Оценок пока нет
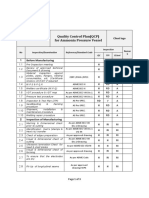
- Quality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingДокумент3 страницыQuality Control Plan (QCP) For Ammonia Pressure Vessel: Before ManufacturingFaisal Awad100% (1)
- Inspection Procedure For ContractДокумент24 страницыInspection Procedure For ContractVijaya PatilОценок пока нет
- Itp For Tank Fabrication & Installation Work1 - Rev02Документ22 страницыItp For Tank Fabrication & Installation Work1 - Rev02mister pogi100% (3)
- Method Statement For Welding RepairДокумент7 страницMethod Statement For Welding RepairHarun AkkayaОценок пока нет
- Itp For Piping Fabrication and Erection CorrectionДокумент4 страницыItp For Piping Fabrication and Erection CorrectionAnand Ramachandran67% (3)
- P15340-CYD-PI-SP-0006 - Rev.1 (Specification For Fabrication, Erection & Testing of Piping System)Документ43 страницыP15340-CYD-PI-SP-0006 - Rev.1 (Specification For Fabrication, Erection & Testing of Piping System)Saiful AmreeОценок пока нет
- Method Statement For Piping FabricationДокумент107 страницMethod Statement For Piping FabricationTrương Đông HưngОценок пока нет
- Dimensional Control ProcedureДокумент12 страницDimensional Control ProcedureBethel NdifonОценок пока нет
- Method Statement For Static Equipment InstallationДокумент20 страницMethod Statement For Static Equipment Installationคุณพ่อน้อง บิ๊กบอสОценок пока нет
- Installation Procedure For Pressure VesselДокумент8 страницInstallation Procedure For Pressure VesselSamuel Babu100% (1)
- To Commissioning Manual: Appendix No. 1Документ7 страницTo Commissioning Manual: Appendix No. 1Bassem BalghouthiОценок пока нет
- Method For Spool PipingДокумент13 страницMethod For Spool PipingrealstrojmanОценок пока нет
- Itp VesselДокумент4 страницыItp VesselHakim BaihaqiОценок пока нет
- Attachment 6 - Piping Test Package (Manifold 206) - A4A0Z9Документ44 страницыAttachment 6 - Piping Test Package (Manifold 206) - A4A0Z9Ali Hajirassouliha100% (1)
- Hydrotest Procedure For PipingДокумент17 страницHydrotest Procedure For PipingMohammad RizwanОценок пока нет
- Method Statement For Fabrication, Installation and Testing of PipeworkДокумент31 страницаMethod Statement For Fabrication, Installation and Testing of PipeworkNaveed Ahmed Get-Info100% (1)
- Ag Test Package FormatДокумент25 страницAg Test Package FormatoparoystОценок пока нет
- Hydro TestingДокумент29 страницHydro TestingSaut Maruli Tua SamosirОценок пока нет
- Hydrotesting of RTR PipesДокумент9 страницHydrotesting of RTR PipesMd ShariqueОценок пока нет
- Underground Piping Pressure Test RecordДокумент1 страницаUnderground Piping Pressure Test RecordPaulSwinbankОценок пока нет
- Inspection Test Plan (Itp) at Shop: Remark No DescriptionДокумент2 страницыInspection Test Plan (Itp) at Shop: Remark No Descriptionanang_pri100% (1)
- Piping Fabrication Procedure.Документ58 страницPiping Fabrication Procedure.Janardhan Surya78% (23)
- ITP For Pipeline (Sampel)Документ5 страницITP For Pipeline (Sampel)Reza RkndОценок пока нет
- ITP - 003 - Rotating Equipment - IFRДокумент3 страницыITP - 003 - Rotating Equipment - IFRMari Belajar100% (1)
- ITP For Pressure Vessel - Static EquipmentДокумент8 страницITP For Pressure Vessel - Static EquipmentReduddboyОценок пока нет
- Procedure For HydrotestДокумент15 страницProcedure For HydrotestTrust Emma100% (1)
- Inspection and Test Plan - PipingДокумент15 страницInspection and Test Plan - PipingFerdie OS100% (5)
- Piping Reinstatement: Inspection Test Report Form NoДокумент2 страницыPiping Reinstatement: Inspection Test Report Form NoFrancisco75% (4)
- ITP Installation of Boiler - R1Документ14 страницITP Installation of Boiler - R1crys100% (4)
- Bagging and Tagging ProcedureДокумент21 страницаBagging and Tagging ProcedureKingsley EtimОценок пока нет
- WSM-PSFP-01 Piping Spool Fabrication Procedure PDFДокумент14 страницWSM-PSFP-01 Piping Spool Fabrication Procedure PDFMiky AndreanОценок пока нет
- Inspection Test Plan PV Nozzle Modification/AlterationДокумент4 страницыInspection Test Plan PV Nozzle Modification/AlterationMohd Shafuaaz KassimОценок пока нет
- Itp Existing Pressure VesselДокумент3 страницыItp Existing Pressure Vesselmuhammad afrizal100% (1)
- 038-Pro Welding Consumable Control Procedure PDFДокумент20 страниц038-Pro Welding Consumable Control Procedure PDFKöksal Patan100% (7)
- MS For Fabrication & Erection of PipingДокумент24 страницыMS For Fabrication & Erection of PipingravikumarОценок пока нет
- Cold Forming ProcedureДокумент5 страницCold Forming ProcedureMassimo FumarolaОценок пока нет
- SP-1208 - Pipeline Construction Specification (Appendix F) (Formerly PCS-01)Документ94 страницыSP-1208 - Pipeline Construction Specification (Appendix F) (Formerly PCS-01)Rjeb mohamed100% (1)
- Painting & Inspection FormatДокумент1 страницаPainting & Inspection FormatABEC Trombay siteОценок пока нет
- Hydro Test ProcedureДокумент14 страницHydro Test ProcedureARJUN100% (4)
- Inspection and Test Plan: Piping Fabrication & InstallationДокумент11 страницInspection and Test Plan: Piping Fabrication & Installationmohd as shahiddin jafriОценок пока нет
- Qality Assurance Inspection and Test Plan: Piping Fabrication & InstallationДокумент16 страницQality Assurance Inspection and Test Plan: Piping Fabrication & Installationmanoj thakkarОценок пока нет
- Sample Template Itp For Piping Fabrication and InstallationДокумент10 страницSample Template Itp For Piping Fabrication and Installationmohd as shahiddin jafri100% (1)
- Method Statement of GE Module InstallationДокумент10 страницMethod Statement of GE Module InstallationAshiqur Rahman ZituОценок пока нет
- ITP Instrument-Cover EXAMPLEДокумент6 страницITP Instrument-Cover EXAMPLECharles RobiansyahОценок пока нет
- Method Statement and Job Safety Analysis FOR Upper Pile Site Repair Wika BetonДокумент16 страницMethod Statement and Job Safety Analysis FOR Upper Pile Site Repair Wika BetonAhmad Rafly ZulfikarОценок пока нет
- Statement For Contract # 1019396517: Rana Shameem AkhtarДокумент4 страницыStatement For Contract # 1019396517: Rana Shameem AkhtarZeshan Khan jeeОценок пока нет
- Case Studies On The Letters of CreditДокумент3 страницыCase Studies On The Letters of Creditomi0855100% (1)
- Nash EquilibriumДокумент5 страницNash EquilibriumNiyati44100% (1)
- Nothing Phone (1) (Black, 128 GB) : Grand Total 27009.00Документ1 страницаNothing Phone (1) (Black, 128 GB) : Grand Total 27009.00Rehan KahnОценок пока нет
- Book IndiaandSouthAsia PDFДокумент278 страницBook IndiaandSouthAsia PDFAmit KumarОценок пока нет
- C TSCM62 65 Sample QuestionsДокумент7 страницC TSCM62 65 Sample QuestionsAnand Iyer100% (2)
- 8th Social Term 3 Sura Guides Notes Download English Medium PDFДокумент38 страниц8th Social Term 3 Sura Guides Notes Download English Medium PDFkuthu songsОценок пока нет
- Integrating COBIT 5 With COSO PDFДокумент59 страницIntegrating COBIT 5 With COSO PDFHenry Omar Espinal VasquezОценок пока нет
- Question-01: What Are The Basic Steps in Strategic Planning For A Merger? AnswerДокумент6 страницQuestion-01: What Are The Basic Steps in Strategic Planning For A Merger? AnswerAnkur BhavsarОценок пока нет
- OHSA Field Safety Manual PDFДокумент265 страницOHSA Field Safety Manual PDFNaeem IqbalОценок пока нет
- Nullification Crisis and States Rights L2Документ16 страницNullification Crisis and States Rights L2mjohnsonhistory100% (1)
- Strategic Management of TRДокумент20 страницStrategic Management of TRRahiana AminОценок пока нет
- 4A. Financial Proposal Submission Form. 4B. Summary of Costs. 4C. Breakdown of CostДокумент6 страниц4A. Financial Proposal Submission Form. 4B. Summary of Costs. 4C. Breakdown of Costpankaj kadkolОценок пока нет
- Media EvolutionДокумент61 страницаMedia EvolutionNeelam KadbaneОценок пока нет
- IFRS Metodo Del Derivado HipoteticoДокумент12 страницIFRS Metodo Del Derivado HipoteticoEdgar Ramon Guillen VallejoОценок пока нет
- SIP SidbiДокумент72 страницыSIP Sidbipalaksinghal100% (1)
- ASQ ISO Infographic DigitalДокумент1 страницаASQ ISO Infographic Digitalinder_sandhuОценок пока нет
- Thư Tín - NN5-2020 - UpdatedДокумент60 страницThư Tín - NN5-2020 - UpdatedK59 Nguyen Minh ChauОценок пока нет
- Combinepdf 2Документ6 страницCombinepdf 2saisandeepОценок пока нет
- Questionnaire Consumer Perception On Online ShoppingДокумент5 страницQuestionnaire Consumer Perception On Online Shoppingrkpreethi75% (8)
- Modelo de Datos NorthwindДокумент7 страницModelo de Datos NorthwindMalena D'IngiannaОценок пока нет
- NetSuite Essentials Training Data SheetДокумент4 страницыNetSuite Essentials Training Data SheetTaranvir KaurОценок пока нет
- The-One-Day-Audit-5-Real-Life-ExamplesДокумент4 страницыThe-One-Day-Audit-5-Real-Life-ExamplesDawson EllisonОценок пока нет
- Building and Managing Successfully Businesses in The Middle EastДокумент12 страницBuilding and Managing Successfully Businesses in The Middle EastbooksarabiaОценок пока нет
- Local Bankruptcy Rules - COMPLETEДокумент196 страницLocal Bankruptcy Rules - COMPLETEhbs.29645Оценок пока нет
- 6 Arbes Vs PolisticoДокумент3 страницы6 Arbes Vs PolisticoAnonymous GMUQYq8Оценок пока нет
- RetailersДокумент11 страницRetailersrakshit1230% (1)
- Major Issues Relating To Infrastructure of Indian RailwaysДокумент80 страницMajor Issues Relating To Infrastructure of Indian Railwayssri103120% (5)
- Data Cleaning With SSISДокумент25 страницData Cleaning With SSISFreeInformation4ALLОценок пока нет
- Introduction For UPSДокумент19 страницIntroduction For UPSteju_690% (1)