Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Production of Polyurethane (Proposal)Документ16 страницProduction of Polyurethane (Proposal)YnnoОценок пока нет
- El Croquis 139 - Proyecto - Rolex PDFДокумент6 страницEl Croquis 139 - Proyecto - Rolex PDFCatlikesОценок пока нет
- Economics-Demand and Supply PDFДокумент10 страницEconomics-Demand and Supply PDFYnnoОценок пока нет
- Answer To Questions (SemiConductor)Документ11 страницAnswer To Questions (SemiConductor)YnnoОценок пока нет
- Economics-Demand and SupplyДокумент10 страницEconomics-Demand and SupplyYnnoОценок пока нет
- Energy Conservation MeasuresДокумент1 страницаEnergy Conservation MeasuresYnnoОценок пока нет
- Answers To Questions Chemical EngineeringДокумент11 страницAnswers To Questions Chemical EngineeringYnnoОценок пока нет
- Gluco MeterДокумент2 страницыGluco MeterYnnoОценок пока нет
- Answer To Questions (SemiConductor)Документ11 страницAnswer To Questions (SemiConductor)YnnoОценок пока нет
- Answer To Questions (SemiConductor)Документ11 страницAnswer To Questions (SemiConductor)YnnoОценок пока нет
- ChemДокумент10 страницChemYnnoОценок пока нет
- Answers To Questions (Eigenvalues)Документ5 страницAnswers To Questions (Eigenvalues)YnnoОценок пока нет
- Thermodynamic Properties for Design CalculationsДокумент2 страницыThermodynamic Properties for Design CalculationsYnnoОценок пока нет
- Lit Review Downstream ProcessingДокумент5 страницLit Review Downstream ProcessingYnnoОценок пока нет
- ChemДокумент10 страницChemYnnoОценок пока нет
- Gluco MeterДокумент2 страницыGluco MeterYnnoОценок пока нет
- Compilation of ProblemsДокумент14 страницCompilation of ProblemsYnnoОценок пока нет
- Evaporation (Lab Report)Документ5 страницEvaporation (Lab Report)Ynno0% (1)
- Rankine Cycle Efficiency OptimizationДокумент10 страницRankine Cycle Efficiency OptimizationYnnoОценок пока нет
- Description of The Equipment (With Intro)Документ3 страницыDescription of The Equipment (With Intro)YnnoОценок пока нет
- Results (Heat Exchanger)Документ2 страницыResults (Heat Exchanger)YnnoОценок пока нет
- Results (Heat Exchanger)Документ7 страницResults (Heat Exchanger)YnnoОценок пока нет
- EXPT 4 - Production of Liquid Detergent - Post LabДокумент16 страницEXPT 4 - Production of Liquid Detergent - Post LabYnno88% (8)
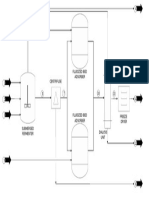
- Process Flow DiagramДокумент1 страницаProcess Flow DiagramYnnoОценок пока нет
- SummaryДокумент1 страницаSummaryYnnoОценок пока нет
- IEC - Script (Intro)Документ1 страницаIEC - Script (Intro)YnnoОценок пока нет
- Discharge Permit RequirementsДокумент1 страницаDischarge Permit Requirementsa_vlaureОценок пока нет
- Results (Heat Exchanger)Документ2 страницыResults (Heat Exchanger)YnnoОценок пока нет
- Process Flow DiagramДокумент1 страницаProcess Flow DiagramYnnoОценок пока нет
- Process Flow DiagramДокумент1 страницаProcess Flow DiagramYnnoОценок пока нет
- Carrier Aquaforce 30XW Water-Cooled Liquid Chiller: Flexibility for Heating, Cooling and Industrial ApplicationsДокумент12 страницCarrier Aquaforce 30XW Water-Cooled Liquid Chiller: Flexibility for Heating, Cooling and Industrial ApplicationsFABIO MOACIR KORNDOERFERОценок пока нет
- Mechanical Engineering Diploma CurriculumДокумент118 страницMechanical Engineering Diploma CurriculumsathishkandulaОценок пока нет
- Stirling Engine Efficiency Lab ReportДокумент5 страницStirling Engine Efficiency Lab ReportJack ColeОценок пока нет
- 7 Swift Vol2 HvacДокумент48 страниц7 Swift Vol2 Hvacdin1978100% (1)
- Specification: Unit Control PanelДокумент2 страницыSpecification: Unit Control PanelFaquruddinОценок пока нет
- Bosch - Thin Film PDFДокумент2 страницыBosch - Thin Film PDFΑλοϊσιοςΔαεληςОценок пока нет
- Ch.2 Case and Duct SystemДокумент11 страницCh.2 Case and Duct Systemcpt.ghostОценок пока нет
- 1 s2.0 S0017931019341791 Main PDFДокумент10 страниц1 s2.0 S0017931019341791 Main PDFDinda Dwi SeptianiОценок пока нет
- LP-463LB 13 01 RevD ViewДокумент2 страницыLP-463LB 13 01 RevD ViewJuliano DepetrisОценок пока нет
- Over Water WingДокумент7 страницOver Water WingtsaipeterОценок пока нет
- P-T and P-V Diagrams for Phase Changes of Pure SubstancesДокумент24 страницыP-T and P-V Diagrams for Phase Changes of Pure SubstancesNAVEENОценок пока нет
- Step by Step For ButtJoint - NEWДокумент26 страницStep by Step For ButtJoint - NEWMuhammad Luqman100% (1)
- LC1044 LRP14 3PH QRG 0823Документ2 страницыLC1044 LRP14 3PH QRG 0823FlakooОценок пока нет
- Phy Short NoteДокумент32 страницыPhy Short NoteSUNILОценок пока нет
- VOLTAS CHILLERS – ENERGY EFFICIENT SOLUTIONS FOR ALL PROJECT NEEDSДокумент36 страницVOLTAS CHILLERS – ENERGY EFFICIENT SOLUTIONS FOR ALL PROJECT NEEDSkamalmuraОценок пока нет
- CM442 Manual EngДокумент92 страницыCM442 Manual EngBenjamin Moreno SanchezОценок пока нет
- Climate and The Seasons by Miles MathisДокумент14 страницClimate and The Seasons by Miles MathislennysanchezОценок пока нет
- Thermal InsulationДокумент36 страницThermal InsulationALIyilmaz100% (1)
- The VKT Continuous Vacuum Pan - More than 20 Years of ExperienceДокумент10 страницThe VKT Continuous Vacuum Pan - More than 20 Years of ExperienceWalter MustafaОценок пока нет
- Thermal Management of Electronics Using Ansys IcepakДокумент31 страницаThermal Management of Electronics Using Ansys Icepakche.amit3608Оценок пока нет
- Measuring Temperature - Types of Thermometers & ScalesДокумент16 страницMeasuring Temperature - Types of Thermometers & ScalesFaisal AdepetuОценок пока нет
- 21 49 PlansДокумент7 страниц21 49 PlansShehab Abu AhmadОценок пока нет
- Projection WeldingДокумент21 страницаProjection WeldingharangoeОценок пока нет
- The Boiling Frog SyndromeДокумент2 страницыThe Boiling Frog SyndromeDilip Kumar RaiОценок пока нет
- Hyundai Engine D6AB Cooling SystemДокумент24 страницыHyundai Engine D6AB Cooling SystemBigfair HD78100% (1)
- BQ - KK3 Karak Bentong 1st Quote PDFДокумент6 страницBQ - KK3 Karak Bentong 1st Quote PDFAbu Harith HanzalahОценок пока нет
- Cricket ThermometerДокумент1 страницаCricket ThermometerS. SpencerОценок пока нет
- M. Sc. I Chemistry Syllabus (10!05!2020)Документ77 страницM. Sc. I Chemistry Syllabus (10!05!2020)Asha MuntodeОценок пока нет
- Chemistry-States of Matter Part 1Документ3 страницыChemistry-States of Matter Part 1aditi kОценок пока нет