Вам также может понравиться
- Fase 3. Trabajo Grupal - Toma de TiemposДокумент9 страницFase 3. Trabajo Grupal - Toma de TiemposJENNY PAOLA PAREDES BUITRAGOОценок пока нет
- Guia de Metodos IIДокумент5 страницGuia de Metodos IIKenneth Garcia BetancioОценок пока нет
- Componente PracticoДокумент12 страницComponente PracticoJisela Torres moraОценок пока нет
- Muestreo de Trabajo - GrupalДокумент8 страницMuestreo de Trabajo - GrupalAndy C CoronelОценок пока нет
- Componente PracticoДокумент15 страницComponente PracticoJohn Jairo Bobadilla RojasОценок пока нет
- DESARROLLO CASO PRACTICO UNIDAD 3 - ADMINISTRCION DE PROCESOS Optimización en Los ProcesosДокумент11 страницDESARROLLO CASO PRACTICO UNIDAD 3 - ADMINISTRCION DE PROCESOS Optimización en Los ProcesosSandra RodriguezОценок пока нет
- Practica 4 BuenaДокумент41 страницаPractica 4 Buenadavid iturbideОценок пока нет
- Fase 5 - Laboratorio D.T - Erika HerreraДокумент15 страницFase 5 - Laboratorio D.T - Erika Herreraerika herreraОценок пока нет
- Tarea4 - Dinosaurio Diego ValenciaДокумент11 страницTarea4 - Dinosaurio Diego ValenciaKaren MoralesОценок пока нет
- Estudio de tiempos para el diseño de un pájaro origamiДокумент13 страницEstudio de tiempos para el diseño de un pájaro origamiMartín E LaraОценок пока нет
- Curva de aprendizaje: Mi camino hacia la físicaДокумент4 страницыCurva de aprendizaje: Mi camino hacia la físicaAndresEstebanSilvaSanchezОценок пока нет
- Estudio de TiemposДокумент16 страницEstudio de TiemposTano GallardoОценок пока нет
- Curvas de aprendizaje guía para estimar tiempos de producciónДокумент18 страницCurvas de aprendizaje guía para estimar tiempos de producciónElias CuasquerОценок пока нет
- 2 Laboratorio EsbeltaДокумент8 страниц2 Laboratorio EsbeltafranzОценок пока нет
- Informe de Ingenieria de MetodosДокумент30 страницInforme de Ingenieria de MetodosNicol ChaconОценок пока нет
- Estudio Del Trabajo No.7Документ11 страницEstudio Del Trabajo No.7MerryОценок пока нет
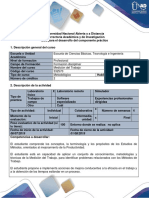
- Guía para El Desarrollo Del Componente Práctico - Fase 4 - Desarrollar Componente Práctico Presencial-1Документ14 страницGuía para El Desarrollo Del Componente Práctico - Fase 4 - Desarrollar Componente Práctico Presencial-1Fausto Alejandro RodriguezОценок пока нет
- Estudio de TiemposДокумент9 страницEstudio de Tiemposestelaq170Оценок пока нет
- PA 3 Ingeniería de MétodosДокумент7 страницPA 3 Ingeniería de Métodosjan carlo alca palomino100% (1)
- Estudio de TiemposДокумент5 страницEstudio de TiemposgekkadiydoОценок пока нет
- Traba 06Документ8 страницTraba 06jorke08Оценок пока нет
- Producto Académico #3 Ing MetodosДокумент6 страницProducto Académico #3 Ing MetodosLEWIS AMELY INOCENTE VENTURAОценок пока нет
- Medición del trabajo: Método WestinghouseДокумент99 страницMedición del trabajo: Método WestinghouseLesly Adanaque MendozaОценок пока нет
- S6-Medición de TrabajoДокумент16 страницS6-Medición de TrabajoCésar GamarraОценок пока нет
- Cálculo tiempo estándar producciónДокумент5 страницCálculo tiempo estándar producciónKevin ToxquiОценок пока нет
- Estándares de tiempo y cálculo de tiempos normales y estándaresДокумент7 страницEstándares de tiempo y cálculo de tiempos normales y estándaresJorge Luis Torres DulantoОценок пока нет
- Cuestionario de MetodosДокумент9 страницCuestionario de MetodosSilvana Rojas MarancenbaumОценок пока нет
- Instructivo 5.docx MilenkaДокумент33 страницыInstructivo 5.docx MilenkaCallisaya cutili Antonieta milenkaОценок пока нет
- Actividad 5 - OPДокумент4 страницыActividad 5 - OPEve SGОценок пока нет
- Producto Académico #3 JДокумент5 страницProducto Académico #3 JJean SotoОценок пока нет
- Caso Practico Unidad 3 Administración de Procesos CAHCДокумент16 страницCaso Practico Unidad 3 Administración de Procesos CAHCAdriana GamboaОценок пока нет
- 16 Sesion EET Técnicas Directas. Division de Una Activiad. Valoración de Desempeño. Calculo Del Tiempo Estandar.Документ42 страницы16 Sesion EET Técnicas Directas. Division de Una Activiad. Valoración de Desempeño. Calculo Del Tiempo Estandar.Alex100% (1)
- Medición del trabajo: cronometraje y elementosДокумент26 страницMedición del trabajo: cronometraje y elementosAugusto AnguloОценок пока нет
- Capitulo: Medición Del TrabajoДокумент26 страницCapitulo: Medición Del TrabajoenriqueОценок пока нет
- Tarea 3 Realizar El Componente Práctico Virtual de La Estrategia de AprendizajeДокумент14 страницTarea 3 Realizar El Componente Práctico Virtual de La Estrategia de Aprendizajevianny katherine guzman hernandezОценок пока нет
- Determinación del tiempo estándar para el proceso de recarga de botellones en una empresa de agua mineralДокумент13 страницDeterminación del tiempo estándar para el proceso de recarga de botellones en una empresa de agua mineralJORGE PEREZОценок пока нет
- Clase EstTrab S9.s17Документ27 страницClase EstTrab S9.s17miguel angel Huaman LezmaОценок пока нет
- UPN III S5 Estudio Del TrabajoДокумент35 страницUPN III S5 Estudio Del TrabajohellenОценок пока нет
- Act 1 OptimizacionДокумент4 страницыAct 1 OptimizacionFernanda AlfaroОценок пока нет
- E5 Estudio de Tiempos 140319Документ36 страницE5 Estudio de Tiempos 140319Rene DurandОценок пока нет
- Resumen Estudio Tiempos Con CronómetroДокумент30 страницResumen Estudio Tiempos Con CronómetroXimena AlvarezОценок пока нет
- TAREA 3 REALIZAR EL COMPONENTE PRÁCTICO VIRTUAL-Yenny ValenciaДокумент20 страницTAREA 3 REALIZAR EL COMPONENTE PRÁCTICO VIRTUAL-Yenny Valenciayenny valencia67% (3)
- Medición de TiempoДокумент47 страницMedición de Tiempoadrianes_84100% (1)
- Diseño de Trabajo Componente VirtualДокумент13 страницDiseño de Trabajo Componente Virtualjennifer silva100% (1)
- Capitulo IiiДокумент7 страницCapitulo IiiJosué Aaron CamposОценок пока нет
- Form - Student - FortheComplementIngenieria IndustrialДокумент22 страницыForm - Student - FortheComplementIngenieria IndustrialCristhianОценок пока нет
- Laboratorio 2 - Ergonomía y Estudio Del TrabajoДокумент4 страницыLaboratorio 2 - Ergonomía y Estudio Del TrabajoAnthonyvpОценок пока нет
- MODULO TN y Suplementos 2021 01Документ42 страницыMODULO TN y Suplementos 2021 01Gleymer CeraОценок пока нет
- Actividad 5 Ingenieria de MetodosДокумент7 страницActividad 5 Ingenieria de MetodosCarolina MartinezОценок пока нет
- Gadp U2 Ea DiclДокумент10 страницGadp U2 Ea Dicldcruzleg100% (1)
- Trabajo Practico dtECBTIДокумент19 страницTrabajo Practico dtECBTILeidy AlvaradoОценок пока нет
- MET Sem1Документ49 страницMET Sem1Andin Munayco100% (1)
- Actividad 5 OPLДокумент3 страницыActividad 5 OPLJose Angel Aguirre De JesusОценок пока нет
- UntitledДокумент16 страницUntitledRONALD STEVEN PEÑA RUIZОценок пока нет
- Tiempos PredeterminadosДокумент8 страницTiempos PredeterminadosJesús Andany Zepeda GarcíaОценок пока нет
- U2 - Muestreo de Trabajo - EstiiДокумент20 страницU2 - Muestreo de Trabajo - EstiiDonaji CasasОценок пока нет
- Desarrollo Pa3 Ing - MetodosДокумент4 страницыDesarrollo Pa3 Ing - Metodosmarco antonioОценок пока нет
- Solucion Caso Practico Unidad-3 Administracion de Procesos IДокумент7 страницSolucion Caso Practico Unidad-3 Administracion de Procesos Ieduardo ramirezОценок пока нет
- Practica - 1 - Proceso de Ensamble de Cilindros HidráulicosДокумент14 страницPractica - 1 - Proceso de Ensamble de Cilindros Hidráulicosnadiaivonnemedrano20Оценок пока нет
- Paso 4 Grupo 43Документ68 страницPaso 4 Grupo 43paolaОценок пока нет
- Fase. 2 Ingenieria de MetodosДокумент16 страницFase. 2 Ingenieria de MetodospaolaОценок пока нет
- Fase 6 Propuesta de Mejoramiento D.T.Документ6 страницFase 6 Propuesta de Mejoramiento D.T.paolaОценок пока нет
- Jenny Paola ParedesДокумент8 страницJenny Paola ParedespaolaОценок пока нет
- Trabajo Individual Fase 5 212028 14Документ4 страницыTrabajo Individual Fase 5 212028 14paolaОценок пока нет
- Fase 3 Trabajo Colaborativo Grupo 23Документ55 страницFase 3 Trabajo Colaborativo Grupo 23paolaОценок пока нет
- Grupo 80017 - 941 - Catedra UnadistaДокумент4 страницыGrupo 80017 - 941 - Catedra UnadistapaolaОценок пока нет
- Jenny Paola ParedesДокумент5 страницJenny Paola ParedespaolaОценок пока нет
- Grupo 80017 - 941 - Catedra UnadistaДокумент4 страницыGrupo 80017 - 941 - Catedra UnadistapaolaОценок пока нет
- Jenny Paola ParedesДокумент8 страницJenny Paola ParedespaolaОценок пока нет
- Actv Ind Jairo Guerrero F1 Metd ProbabДокумент5 страницActv Ind Jairo Guerrero F1 Metd ProbabpaolaОценок пока нет
- Paso 6 Gestion Tecnologica Daniel Andres AcostaДокумент13 страницPaso 6 Gestion Tecnologica Daniel Andres AcostapaolaОценок пока нет
- Trabajo Final Suleima FinalДокумент2 страницыTrabajo Final Suleima FinalpaolaОценок пока нет
- Fase 3 Individual Grupo 212028 14Документ13 страницFase 3 Individual Grupo 212028 14paolaОценок пока нет
- Suleima Peña Aporte IndividualДокумент6 страницSuleima Peña Aporte IndividualpaolaОценок пока нет
- AporteIndividual - Fase3 - Informes de Actividades Sistemas de ProduccionДокумент7 страницAporteIndividual - Fase3 - Informes de Actividades Sistemas de ProduccionpaolaОценок пока нет
- Paso 4. Individual Victor Q Grupo 28Документ18 страницPaso 4. Individual Victor Q Grupo 28paolaОценок пока нет
- Fase 2 TrabajoColaborativo Grupo23Документ24 страницыFase 2 TrabajoColaborativo Grupo23paolaОценок пока нет
- Paso 4. Individual Diegotarazona 28Документ15 страницPaso 4. Individual Diegotarazona 28paolaОценок пока нет
- Competencias ComunicativasДокумент3 страницыCompetencias ComunicativaspaolaОценок пока нет
- AporteIndividual - Fase3 - Informes de Actividades Sistemas de ProduccionДокумент9 страницAporteIndividual - Fase3 - Informes de Actividades Sistemas de ProduccionpaolaОценок пока нет
- Jenny Paola Paredes Buitrago Grupo80017 - 941Документ5 страницJenny Paola Paredes Buitrago Grupo80017 - 941paolaОценок пока нет
- Fase 1 Suleima PeñaДокумент8 страницFase 1 Suleima PeñapaolaОценок пока нет
- Diseño de mezcla de hormigón mediante el método de densidad máximaДокумент51 страницаDiseño de mezcla de hormigón mediante el método de densidad máximaDery SanchezОценок пока нет
- Ejemplo de TDR Carreteras MantenimientoДокумент47 страницEjemplo de TDR Carreteras MantenimientoVictor LM100% (2)
- Especificaciones Tecnicas - Tanque ElevadoДокумент51 страницаEspecificaciones Tecnicas - Tanque Elevadowilber alvites nuñezОценок пока нет
- Procesadora Perú S.a.CДокумент22 страницыProcesadora Perú S.a.CYudith Delgado Gavidia0% (1)
- Equipos de Lab de Rocas FinalДокумент12 страницEquipos de Lab de Rocas FinalYohan Moises Yzaziga RamirezОценок пока нет
- Informe FluidizacionДокумент9 страницInforme FluidizacionJuanita MendezОценок пока нет
- Calidad Del AguaДокумент22 страницыCalidad Del AguaTatiixiithaz Milenka De Fatima Quiiroz CorreaОценок пока нет
- Biogas PDFДокумент55 страницBiogas PDFAbisai SanchezОценок пока нет
- HT Chemaweld v01 2016Документ3 страницыHT Chemaweld v01 2016Ronald Gomez AdanaqueОценок пока нет
- Book Realidad Virtual y Procesos de ManufacturaДокумент124 страницыBook Realidad Virtual y Procesos de ManufacturagiantepepinОценок пока нет
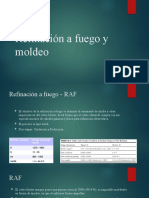
- Guia 3 Refinacion y MoldeoДокумент26 страницGuia 3 Refinacion y MoldeoPato ArancibiaОценок пока нет
- 7P900 ANT CIN BT ES Impregnación Hidrófoba de SiloxanoДокумент3 страницы7P900 ANT CIN BT ES Impregnación Hidrófoba de Siloxanovictor ramirezОценок пока нет
- NORTON GALVANOPLASTÍA, Español-2Документ18 страницNORTON GALVANOPLASTÍA, Español-2Carlos GОценок пока нет
- NTP 350 303 2010Документ40 страницNTP 350 303 2010cristina cabrera100% (2)
- MODULO - I..Costos Por Ordenes EspecificasДокумент22 страницыMODULO - I..Costos Por Ordenes EspecificasAdler Coronado60% (5)
- Deshumidificador Ind. Baja Temp. DixДокумент2 страницыDeshumidificador Ind. Baja Temp. DixodiosilloОценок пока нет
- Reparacion de Una Culata Bajaj 2055555555Документ22 страницыReparacion de Una Culata Bajaj 2055555555Michel CholanОценок пока нет
- Tarea 1 AOДокумент5 страницTarea 1 AOERICKA IVETH ORTIZ MARTINEZОценок пока нет
- Fundamentos TeoricosДокумент32 страницыFundamentos TeoricosChristian MavarezОценок пока нет
- Análisis Del Mercado de Vidrio Plano en América LatinaДокумент23 страницыAnálisis Del Mercado de Vidrio Plano en América LatinaLeonardo CarrilloОценок пока нет
- Catalogo de AisladoresДокумент8 страницCatalogo de AisladoresAlfa CentauroОценок пока нет
- Oficinas en Calvia Pep Ripol Tectónica DetallesДокумент20 страницOficinas en Calvia Pep Ripol Tectónica DetalleslujomogilОценок пока нет
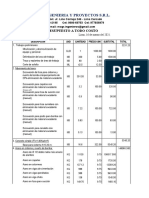
- COTIZACION 17 de Julio Del 2021Документ3 страницыCOTIZACION 17 de Julio Del 2021Pavkl Acosta CevalloОценок пока нет
- Manual Bomberos BasicoДокумент118 страницManual Bomberos BasicoFERNANDOОценок пока нет
- BPM Arni Eliborio Carranza Pozo (ECOSAC)Документ49 страницBPM Arni Eliborio Carranza Pozo (ECOSAC)Arny CarranzaОценок пока нет
- Construcción con adobe material antiguo bajo impactoДокумент6 страницConstrucción con adobe material antiguo bajo impactoGian Karlo Beltran GutierrezОценок пока нет
- S3 - Tarea - V1 - Fundamentos de Máquinas y Herramientas Industriales PDFДокумент2 страницыS3 - Tarea - V1 - Fundamentos de Máquinas y Herramientas Industriales PDFDaniel MirandaОценок пока нет
- Gantt Entrega 2Документ96 страницGantt Entrega 2Gerardo Adolfo Becerra PinoОценок пока нет
- Explosivos Tipos y PropiedadesДокумент36 страницExplosivos Tipos y Propiedadesalfredo maypuОценок пока нет
- Cepillo Modelador 307024 - ESДокумент64 страницыCepillo Modelador 307024 - ESBollito PerladoОценок пока нет