Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (120)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- Bob Engnath Knife PatternsДокумент43 страницыBob Engnath Knife Patternsherpaderpadood100% (13)
- Circular Work in Carpentry and Joinery PDFДокумент145 страницCircular Work in Carpentry and Joinery PDFcaf_desknote100% (1)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Modelos e PadrõesДокумент9 страницModelos e PadrõesAndersonDosSantos50% (4)
- Ece 612Документ3 страницыEce 612AndersonDosSantosОценок пока нет
- Tsuda ArquivoДокумент48 страницTsuda ArquivoAndersonDosSantosОценок пока нет
- Kai Kitchen Knives Catalogue en PDFДокумент116 страницKai Kitchen Knives Catalogue en PDFAndersonDosSantosОценок пока нет
- Fighting KnivesДокумент63 страницыFighting KnivesAndersonDosSantosОценок пока нет
- Full Tangl PDFДокумент1 страницаFull Tangl PDFAndersonDosSantosОценок пока нет
- Full Tangl PDFДокумент1 страницаFull Tangl PDFAndersonDosSantosОценок пока нет
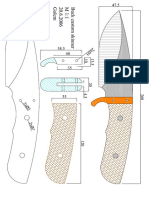
- B Uck Custom Skinner PDFДокумент1 страницаB Uck Custom Skinner PDFAndersonDosSantosОценок пока нет
- Activacion de Office 2016Документ1 страницаActivacion de Office 2016Luz VasquezОценок пока нет
- Activacion de Office 2016Документ1 страницаActivacion de Office 2016Luz VasquezОценок пока нет
- Activacion de Office 2016Документ1 страницаActivacion de Office 2016Luz VasquezОценок пока нет
- CH 7 Wood WorkДокумент44 страницыCH 7 Wood WorkSubhash SinhaОценок пока нет
- Carpentry 1Документ159 страницCarpentry 1Shena Mae SamarroОценок пока нет
- Machining and CNC: CAD/CAM Is Said As Two WordsДокумент4 страницыMachining and CNC: CAD/CAM Is Said As Two WordsIvan Mario VillcaОценок пока нет
- Metal LatheДокумент25 страницMetal Lathebogesz68Оценок пока нет
- Popular Woodworking No 80 September 1994Документ84 страницыPopular Woodworking No 80 September 1994aleksandar.omasystemsОценок пока нет
- How To Make A Colt Western Pistol I 3 4 HoursДокумент5 страницHow To Make A Colt Western Pistol I 3 4 HoursWAGNER JOEL DELNEROОценок пока нет
- BDT JHS 3Документ5 страницBDT JHS 3Emmanuel AgbavorОценок пока нет
- Slider Crank Power Hammer Mechanism Project ReportДокумент33 страницыSlider Crank Power Hammer Mechanism Project ReportYemmina Madhusudhan80% (15)
- Sandpaper Grit Chart & Guide - Grainger KnowHowДокумент11 страницSandpaper Grit Chart & Guide - Grainger KnowHowAnushree DuttaОценок пока нет
- Lathe and Capstan & TurretДокумент13 страницLathe and Capstan & TurretNishit Parmar100% (1)
- Merni TrougaoДокумент9 страницMerni TrougaoNeven BausОценок пока нет
- Fine Woodworking 234 August 2013Документ92 страницыFine Woodworking 234 August 2013Scott Campbell100% (10)
- Defects in Lumber: 16 - Page Ce16: Structural Timber DesignДокумент14 страницDefects in Lumber: 16 - Page Ce16: Structural Timber DesignCzelsi Carlos NavarroОценок пока нет
- 18" Doll House Plans 4 Room OptionДокумент26 страниц18" Doll House Plans 4 Room OptionKelly KerchiefОценок пока нет
- A2 Graphic Products CourseworkДокумент5 страницA2 Graphic Products Courseworkafjwdbaekycbaa100% (2)
- Wood Notes PDFДокумент8 страницWood Notes PDFAleyna ErolОценок пока нет
- Catalog BipicoДокумент20 страницCatalog Bipicoalingutan100% (1)
- Sura 200 350-201803Документ8 страницSura 200 350-201803TharunОценок пока нет
- Untitled 1Документ3 страницыUntitled 1AmanОценок пока нет
- Mold Machining Methods, Part 1Документ22 страницыMold Machining Methods, Part 1Edenilson FadekОценок пока нет
- Chapter 2 Milling FixturesДокумент15 страницChapter 2 Milling FixturesTamirat NemomsaОценок пока нет
- Homemade Ripstik WaveboardДокумент10 страницHomemade Ripstik WaveboardmfdbОценок пока нет
- Planting My Mango TreesДокумент1 страницаPlanting My Mango TreesAPRIL RHOSE ALBITOОценок пока нет
- Arki Ale Building Technology and MaterialsДокумент2 страницыArki Ale Building Technology and MaterialsiloilocityОценок пока нет
- Hgu56 ManualДокумент86 страницHgu56 ManualRedgy Geryl0% (1)
- 103 - Table Saw Panel SledДокумент2 страницы103 - Table Saw Panel SledRob PierceОценок пока нет
- Tolerances Spec PDFДокумент3 страницыTolerances Spec PDFkhai ruleОценок пока нет
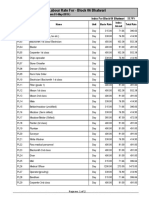
- Block 06 Bhatwari - ResourceRate - LabourДокумент2 страницыBlock 06 Bhatwari - ResourceRate - LabourManojОценок пока нет
- Machining Process Video PresentationДокумент1 страницаMachining Process Video PresentationK HОценок пока нет