Вам также может понравиться
- Cours de Metrologie Chimique: Suite Chapitre I: Notions deДокумент66 страницCours de Metrologie Chimique: Suite Chapitre I: Notions deWiame NaimОценок пока нет
- 1 Cours Metro L2 2018 2019 CH1 PDFДокумент20 страниц1 Cours Metro L2 2018 2019 CH1 PDFKii Emna100% (1)
- 2-Polycopié Microscopie ÉlectroniqueДокумент82 страницы2-Polycopié Microscopie ÉlectroniqueAlexander FrischОценок пока нет
- Poly-Fonction Metrologie-Agroalimentaire-2021Документ130 страницPoly-Fonction Metrologie-Agroalimentaire-2021Zribi FaiezОценок пока нет
- Conductimetre EtalonnageДокумент1 страницаConductimetre EtalonnagenacerОценок пока нет
- These BouzianiДокумент138 страницThese BouzianikaltoumОценок пока нет
- Metrologie 2Документ18 страницMetrologie 2Désiré TedОценок пока нет
- P2220microbalance À Cristal de QuartzДокумент16 страницP2220microbalance À Cristal de Quartzmazell annaОценок пока нет
- Cours 1 - Introduction Aux Systèmes de MesureДокумент26 страницCours 1 - Introduction Aux Systèmes de MesureHmidaОценок пока нет
- Daret Colombat3-Thermocouple PDFДокумент2 страницыDaret Colombat3-Thermocouple PDFkakadoОценок пока нет
- Cours Metrologie Et Assurance Qualité Licence Professionnelle - BCHITOU PDFДокумент176 страницCours Metrologie Et Assurance Qualité Licence Professionnelle - BCHITOU PDFKenza Ammor100% (1)
- Introduction Mesures Et InstrumentationДокумент17 страницIntroduction Mesures Et Instrumentationssam cefОценок пока нет
- QCM Sensibilisation MetrologieДокумент2 страницыQCM Sensibilisation Metrologieahmed vlogs100% (1)
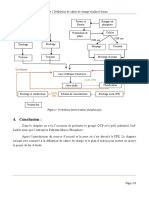
- Chapitre 2 Principaux Elements D'une Strategie Analytique 2Документ38 страницChapitre 2 Principaux Elements D'une Strategie Analytique 2SoChimicalОценок пока нет
- Chapitre 1 Introduction À La MétrologieДокумент4 страницыChapitre 1 Introduction À La MétrologieLaurenne YaoОценок пока нет
- Incertitude SДокумент53 страницыIncertitude SabdelhafidОценок пока нет
- Metrologie PDFДокумент103 страницыMetrologie PDFenzoОценок пока нет
- Uv Vis Partie2 مفتوحДокумент25 страницUv Vis Partie2 مفتوحمكتبة الأمانيОценок пока нет
- IncertitudeДокумент26 страницIncertitudenairi_kamelОценок пока нет
- College Metrologie Les EnjeuxДокумент32 страницыCollege Metrologie Les EnjeuxmetrologuesenherbeОценок пока нет
- Extraction Des Substances NaturellesДокумент4 страницыExtraction Des Substances NaturellesAОценок пока нет
- Les Erreurs de MesureДокумент6 страницLes Erreurs de MesureHyacinthe KossiОценок пока нет
- Meb MebДокумент17 страницMeb MebZerОценок пока нет
- Chap 1Документ45 страницChap 1Taim KhouriОценок пока нет
- Blanchin 1Документ61 страницаBlanchin 1Régis OngolloОценок пока нет
- Guide Incertitude Mesure GazДокумент36 страницGuide Incertitude Mesure GazLucian GrigorasОценок пока нет
- Microscopie Électronique À BalayageДокумент25 страницMicroscopie Électronique À BalayageDr Mohammed Elalaoui BelghitiОценок пока нет
- Cours Metrologie 2017 2018Документ93 страницыCours Metrologie 2017 2018leulmi mouhsenОценок пока нет
- Chapitre 1 Et 2 Mesure Et Métrologie 1Документ14 страницChapitre 1 Et 2 Mesure Et Métrologie 1Mehdi Traouli100% (1)
- 1 - Décrire Le Microscope Électronique À Transmission (MET)Документ3 страницы1 - Décrire Le Microscope Électronique À Transmission (MET)Mira AmiraОценок пока нет
- Devoir CEB1Документ2 страницыDevoir CEB1salma100% (1)
- ConductivitéДокумент44 страницыConductivitéالمنذر بوعيطةОценок пока нет
- Spectroscopie UV Visible 2.0Документ25 страницSpectroscopie UV Visible 2.0Demba SyllaОценок пока нет
- Effet Du Traitement de Surface Sur Les Proprietés Physico-Mecaniques Et Thermiques Des Composites Polyethylene Haute Densitéfarine de Grignon D'oliveДокумент163 страницыEffet Du Traitement de Surface Sur Les Proprietés Physico-Mecaniques Et Thermiques Des Composites Polyethylene Haute Densitéfarine de Grignon D'oliveDadi HabouchiОценок пока нет
- Appareillage Et CaracteristiquesДокумент6 страницAppareillage Et CaracteristiquesKhaled Bouchaour100% (1)
- 1 Introduction MétrologieДокумент48 страниц1 Introduction MétrologiekhalidОценок пока нет
- 3 OPTdiapoДокумент86 страниц3 OPTdiapoJessy DjesseОценок пока нет
- Chapitre 1Документ22 страницыChapitre 1Asm MaОценок пока нет
- Chapitre 2 Organisation de Métrologie Et Chaîne D'étalonnageДокумент25 страницChapitre 2 Organisation de Métrologie Et Chaîne D'étalonnageTíńá ŚátśúmáОценок пока нет
- FinaleДокумент18 страницFinaleHoussame Naim100% (1)
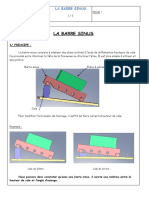
- Barre SinusДокумент3 страницыBarre SinusKhaled TenОценок пока нет
- Expose CHM 3146 Groupe 1-3Документ29 страницExpose CHM 3146 Groupe 1-3GERVAIS AZANGA AYISSIОценок пока нет
- Chap1 Généralité Sur Les CapteursДокумент70 страницChap1 Généralité Sur Les CapteursSouad Najoua LagmiriОценок пока нет
- AP130710 001 Mesure en Degres Brix Pour Industrie Des Boissons FRДокумент3 страницыAP130710 001 Mesure en Degres Brix Pour Industrie Des Boissons FRMarvin PathОценок пока нет
- DM MetLeg - L'application de La Métrologie Sur Le Génie Chimique PDFДокумент19 страницDM MetLeg - L'application de La Métrologie Sur Le Génie Chimique PDFBOULAZREG RabahОценок пока нет
- Gee L1gi Zenasni TPДокумент65 страницGee L1gi Zenasni TPSoumia SalhiОценок пока нет
- Les Capteurs de Température1Документ4 страницыLes Capteurs de Température1Mustapha EL Amine GHERDAINEОценок пока нет
- Chapitre 1 - Introduction À La Metrologie - V2Документ15 страницChapitre 1 - Introduction À La Metrologie - V2Aboubacar Sidiky Traoré100% (1)
- Metrologie MicrobiologieДокумент40 страницMetrologie MicrobiologieImaneОценок пока нет
- Cours 4. HPLC1Документ26 страницCours 4. HPLC1AmineОценок пока нет
- Protocole Chromatographie - ExtractionДокумент3 страницыProtocole Chromatographie - ExtractionOthilieОценок пока нет
- DM MetLeg - Application de La Métrologie Dans Le Génie Chimique PDFДокумент7 страницDM MetLeg - Application de La Métrologie Dans Le Génie Chimique PDFBOULAZREG RabahОценок пока нет
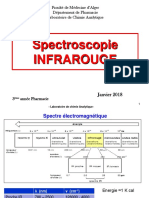
- 05 - Spectrophotometerie InfrarougeДокумент68 страниц05 - Spectrophotometerie InfrarougeYas Miine100% (1)
- Métrologie Dans L'entrepriseДокумент58 страницMétrologie Dans L'entrepriseAchat LyesОценок пока нет
- Instrumentation Et MesuresДокумент1 страницаInstrumentation Et MesuresHadjaidjiОценок пока нет
- Chapitre I - Analyses TermiqueДокумент34 страницыChapitre I - Analyses TermiqueNorel HoudaОценок пока нет
- Métrologie Partie 2Документ42 страницыMétrologie Partie 2amine100% (1)
- Master SpectrosДокумент27 страницMaster SpectrosRazvanPopОценок пока нет
- Cours - Gamme D Usinage 2021 2022 L3 GMP 3 PDFДокумент36 страницCours - Gamme D Usinage 2021 2022 L3 GMP 3 PDFkhatОценок пока нет
- 5GMCIP Cours FAO Etudiants PDFДокумент75 страниц5GMCIP Cours FAO Etudiants PDFtuan viet nguyenОценок пока нет
- 2222Документ7 страниц2222Timo ShmittОценок пока нет
- 11Документ4 страницы11Timo ShmittОценок пока нет
- 222Документ5 страниц222Timo ShmittОценок пока нет
- 22Документ6 страниц22Timo ShmittОценок пока нет
- 111Документ6 страниц111Timo ShmittОценок пока нет
- OcpДокумент3 страницыOcpTimo ShmittОценок пока нет
- 11111Документ4 страницы11111Timo ShmittОценок пока нет
- 1111Документ5 страниц1111Timo ShmittОценок пока нет
- 5456Документ4 страницы5456Timo ShmittОценок пока нет
- 46656Документ3 страницы46656Timo ShmittОценок пока нет
- 535Документ6 страниц535Timo ShmittОценок пока нет
- 61563Документ3 страницы61563Timo ShmittОценок пока нет
- 4665Документ5 страниц4665Timo ShmittОценок пока нет
- 5456Документ4 страницы5456Timo ShmittОценок пока нет
- 5385 C 8 Ca 69153Документ53 страницы5385 C 8 Ca 69153FadouaCatwomenQossayОценок пока нет
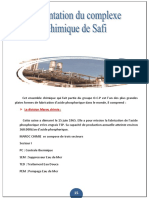
- Tchich Ocp-CozДокумент39 страницTchich Ocp-CozKarim TahiryОценок пока нет
- 335Документ5 страниц335Timo ShmittОценок пока нет
- 5 PDFДокумент2 страницы5 PDFTimo ShmittОценок пока нет
- 35Документ3 страницы35Timo ShmittОценок пока нет
- 2Документ1 страница2Timo ShmittОценок пока нет
- Conception D'une Station D'epurationДокумент61 страницаConception D'une Station D'epurationChanel89% (18)
- 31218Документ116 страниц31218Timo ShmittОценок пока нет
- 2Документ1 страница2Timo ShmittОценок пока нет
- 56Документ1 страница56Timo ShmittОценок пока нет
- Cahier Technique La FragmentationДокумент32 страницыCahier Technique La Fragmentationsiwar100% (3)
- ÖöДокумент1 страницаÖöTimo ShmittОценок пока нет
- 1Документ1 страница1Timo ShmittОценок пока нет
- 156Документ1 страница156Timo ShmittОценок пока нет
- New Microsoft Word DocumentДокумент13 страницNew Microsoft Word DocumentTimo ShmittОценок пока нет
- Wa0001.Документ1 страницаWa0001.Charnelle NougboОценок пока нет
- Introduction Au Travail Collaboratif: FSEGN 2012/2013 Mme Romene Chaâbani YasmineДокумент48 страницIntroduction Au Travail Collaboratif: FSEGN 2012/2013 Mme Romene Chaâbani YasmineYassin FraihiОценок пока нет
- Mintzberg PDFДокумент20 страницMintzberg PDFHicham DammouchОценок пока нет
- Implementation de VPN Sous Linux RedHatДокумент40 страницImplementation de VPN Sous Linux RedHatradouane95% (21)
- Réponses TD ACLДокумент3 страницыRéponses TD ACLfatima100% (1)
- Mise en Place VpnmplsДокумент7 страницMise en Place VpnmplsSaadi BadisОценок пока нет
- En Avant Deb ExtraitДокумент13 страницEn Avant Deb Extraitmrwild1976100% (1)
- Graphite Multi AS Klinger PDFДокумент1 страницаGraphite Multi AS Klinger PDFscribd_alphaОценок пока нет
- Configuration D'un Serveur FTP IISДокумент27 страницConfiguration D'un Serveur FTP IISdualcorefreeОценок пока нет
- Core Ba Certification HandbookДокумент7 страницCore Ba Certification HandbookBadri RadhiОценок пока нет
- Chapitre 8 TP5 - Asterisk - LAB ESGISДокумент13 страницChapitre 8 TP5 - Asterisk - LAB ESGISMavego MamididiОценок пока нет
- Code MobileДокумент33 страницыCode MobileKhalil Saad Harouri100% (1)
- Yassine Zemih-ZabbixДокумент24 страницыYassine Zemih-Zabbixapi-335503889Оценок пока нет
- En Iso 22476 PDFДокумент6 страницEn Iso 22476 PDFraja qammarОценок пока нет
- Atv630 650Документ194 страницыAtv630 650Bertrand ZongoОценок пока нет
- Shiny French CheatsheetДокумент2 страницыShiny French Cheatsheettonino benaquistaОценок пока нет
- Ch4 SystemeДокумент5 страницCh4 SystemeaichaОценок пока нет
- Questions de Réflexion DS1 Version 2019Документ2 страницыQuestions de Réflexion DS1 Version 2019shil yosraОценок пока нет
- Examen 2019Документ1 страницаExamen 2019Mohammed El khayatiОценок пока нет
- Plaquette Fel Part 2010Документ4 страницыPlaquette Fel Part 2010stewe2009Оценок пока нет
- Fa 023982Документ12 страницFa 023982omarОценок пока нет
- Part6 BDДокумент25 страницPart6 BDK0autarr BetОценок пока нет
- MusiqueДокумент3 страницыMusiqueDesjardins DanielleОценок пока нет
- MOIM - Prix 5 PlusДокумент108 страницMOIM - Prix 5 PlusRonilsonSouza100% (1)
- Cahier TP Securite Reseaux Iessa SicdocДокумент33 страницыCahier TP Securite Reseaux Iessa SicdocHonoré HounwanouОценок пока нет
- 6236 Pif Norme Afnor Pifometrique RestrictionДокумент12 страниц6236 Pif Norme Afnor Pifometrique RestrictionWalid JaffaliОценок пока нет