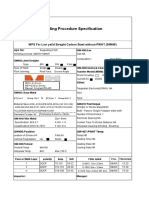
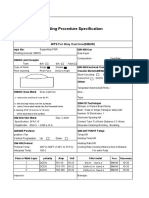
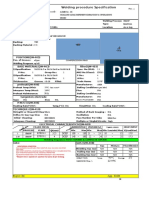
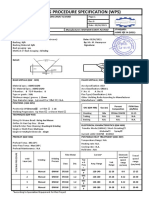
(AWS D1.1/1.1M)WELDING PROCEDURE QUALIFICATION (WPS) YES…X...
PREQUALIFIED…………X………… QUALIFIED BY TESTING…………………
PROCEDURE QUALIFICATION RECORDS (PQR) YES…..
Identification # ATC/WPS/001
Revision # 00 Date: 25/10/2018 By: Contractor QC person
Company Name: ATC Qatar Authorized by: Imam Hussain Date: 25/10/2018
Welding Process(es): SMAW Type: Manual: Yes Semi-Automatic: NA
Supporting PQR No(s): Pre qualified B-U2a Mechanized: NA Automatic: NA
JOINT DESIGN USED POSITION
Type: Butt Position Of Groove: 3G Fillet: -
Single weld: Yes Double-Weld: NA Vertical Progression: Up: Yes Down: -
Backing: Yes: Yes
Backing Material: ASTM A36 ELECTRICAL CHARACTERSTICS
Root Opening: ¼’’ Root Face Dimension: - Transfer Mode(GMAW)
Groove Angle: 45° Radius(J-U): - Short Circuiting: NA
Back Gouging: No Method: NA Globular: NA Spray: - NA
Current: AC: - DCEP: Yes DCEN: NA
BASE METALS Pulsed: NA
Material Spec: ASTM A36 Power Source:
Group No #, P #: Group 1 , P1 CC: Yes CV: NA
Thickness: 3/8’’ Groove: Yes Fillet: NA Others: NA
Diameter (Pipe): NA
FILLER MATERIALS TECHNIQUE
AWS Specification: A 5.1 Stringer or Weave Bead: Stringer or Weave
AWS Classification: E-7018 Multi pass or Single pass(per side): Multiple
F No # , A No : F4 , A-1 Number of Electrode(s): 01
SHEILDING Electrode Spacing: NA Longitudinal: NA
Flux: NA Gas: NA Lateral: NA
Composition: NA Angle: NA
Electrode Flux (Class): NA Contact tube to Work Distance: NA
Flow Rate: NA Peening: NO
Gas Cup Size: NA Inter-pass Cleaning: Chipping, Grinding
PREHEAT POST WELD HEAT TREATMENT
Preheat Temp. Min: 50° Temperature: NA
Interpass Temp. Min: 50° Max: 350° Time: NA
WELDING PROCEDURE
Pass/Weld Process Filler Filler Current Current Volts Travel Joint
Layers Class Dia Type & Amps/Wire Speed(mm/Min) Details
Polarity Feed Speed
Root SMAW E- 3/32’’ DCEP 70-110 9-12 40-100 See
7018 below
Hot SMAW E- 3/32’’ DCEP 70-110 9-12 40-100 picture
7018
Fill SMAW E- 1/8’’ DCEP 90-130 8-11 40-100
7018
Cap SMAW E- 1/8’’ DCEP 90-130 8-11 40-100
7018
45°
5 6 7
3 4
t 2
1
¼’’
Prepared by, Reviewed and Approved by,
Contractor QA/QC TPI Inspector:
Name & Signature: Date:
Date:
Вам также может понравиться
- WPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276Документ20 страницWPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276prod41567% (6)
- Pipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsОт EverandPipeline Rules of Thumb Handbook: A Manual of Quick, Accurate Solutions to Everyday Pipeline Engineering ProblemsРейтинг: 4.5 из 5 звезд4.5/5 (10)
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaДокумент5 страницBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaОценок пока нет
- Joints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateДокумент3 страницыJoints: (QW - 402) : Wps No.: Bpscl/Shel/Wps - 04 DateAmjad PathanОценок пока нет
- WPS For Different Materail by BhelДокумент176 страницWPS For Different Materail by Bhelsaisssms911691% (46)
- Welding Procedure Specification: Page 1 of 1Документ2 страницыWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- Method Statement - STOP-LOGSДокумент7 страницMethod Statement - STOP-LOGSMohammad Bader Al-DeinОценок пока нет
- WPS 8 To 1-3-1 Rev2 (10-1-13)Документ5 страницWPS 8 To 1-3-1 Rev2 (10-1-13)ERA SSОценок пока нет
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОт EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsОценок пока нет
- Chem-1 Sadara Chlorine & Brine Project Nasser S. Al Hajri CorporationДокумент1 страницаChem-1 Sadara Chlorine & Brine Project Nasser S. Al Hajri CorporationMidhun K ChandraboseОценок пока нет
- WPS BhelДокумент2 страницыWPS BhelpradhankruhsnaОценок пока нет
- WDI-WPS-072 Rev.00 SMAW 2Документ4 страницыWDI-WPS-072 Rev.00 SMAW 2MohamedОценок пока нет
- Welding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection WorkДокумент10 страницWelding Procedure Specification (WPS) As Per Asme Sec. Ix: Project Contractor Inspection Workvijayshelke100% (1)
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateДокумент2 страницыWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad PathanОценок пока нет
- Preliminary Welding Procedure Specification (PWPS) : South Pars Gas Field Development Phase 14Документ2 страницыPreliminary Welding Procedure Specification (PWPS) : South Pars Gas Field Development Phase 14Vijaya Barani100% (1)
- WPS 03 GtawДокумент3 страницыWPS 03 GtawBiswajit DeyОценок пока нет
- WPS E6013+e7018Документ2 страницыWPS E6013+e7018Anvesh Vaddi100% (1)
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewДокумент4 страницы(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaОценок пока нет
- Welding Procedure Specification: Wps Forcarbon Steel For Fillet and SW Joint Desighn (Smaw)Документ1 страницаWelding Procedure Specification: Wps Forcarbon Steel For Fillet and SW Joint Desighn (Smaw)Lipika GayenОценок пока нет
- Welding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Документ2 страницыWelding Procedure Specification (WPS) : Owner: (As Per QW 482 of ASME Section IX)Saravanan Palanisamy Lakshmi100% (1)
- WPS-PQR RepairДокумент16 страницWPS-PQR RepairmohammedetaОценок пока нет
- Aic Asf PQR 0120Документ2 страницыAic Asf PQR 0120AHMED MEDANYОценок пока нет
- WPS PQRДокумент126 страницWPS PQRBuditama ChandranegaraОценок пока нет
- Aic Asf PQR 0121Документ2 страницыAic Asf PQR 0121AHMED MEDANYОценок пока нет
- WPS-IOT-005 REV.0 Welding Procedure Specification (IOTPG) - For Proposed OnlyДокумент10 страницWPS-IOT-005 REV.0 Welding Procedure Specification (IOTPG) - For Proposed OnlyUripTobingОценок пока нет
- PIPING WPS and PQRДокумент5 страницPIPING WPS and PQRshibaprasad0115Оценок пока нет
- Procedure Qualification SpecificationДокумент4 страницыProcedure Qualification Specificationriyas.hvacworkОценок пока нет
- WPS-2 InchДокумент2 страницыWPS-2 InchKarthikeyan MpОценок пока нет
- Tz.O.R.C R.O. Project: Second and OtherДокумент5 страницTz.O.R.C R.O. Project: Second and Otherbehzad mohammadiОценок пока нет
- Welding Procedure Specification: WPS For Low Yeild Streght Carbon Steel Without PWHT (SMAW)Документ1 страницаWelding Procedure Specification: WPS For Low Yeild Streght Carbon Steel Without PWHT (SMAW)Lipika GayenОценок пока нет
- Mechanical Engineering M.Abdul GhoziДокумент4 страницыMechanical Engineering M.Abdul GhoziRizaldy PhoenksОценок пока нет
- JOINTS (QW-402) : Groove Design of Test CouponДокумент2 страницыJOINTS (QW-402) : Groove Design of Test CouponbeyОценок пока нет
- PhuBia-WPS-AWS D1.1-8-6-2011Документ2 страницыPhuBia-WPS-AWS D1.1-8-6-2011poulmackОценок пока нет
- WPS PQR CompleteДокумент49 страницWPS PQR CompleteGulfam HussainОценок пока нет
- Manual Joints (QW - 402) : Page 1 of 12Документ12 страницManual Joints (QW - 402) : Page 1 of 12miteshpatel191Оценок пока нет
- Aic Asf PQR 0122Документ2 страницыAic Asf PQR 0122AHMED MEDANYОценок пока нет
- Pessing Libya INC: Weld Detail Preparation MethodДокумент1 страницаPessing Libya INC: Weld Detail Preparation MethodMahmoud HaggagОценок пока нет
- Welding Proposed Pwps For Our Jubail WorkДокумент2 страницыWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- Final WPS - ItdcДокумент2 страницыFinal WPS - ItdcsarancivilrajОценок пока нет
- WPS CuNiДокумент1 страницаWPS CuNiDieter Huaman ToscanoОценок пока нет
- Pessing Libya INC: Fill: SMAW Sfa. No: 5.28 & 5.1 Post Weld Heat Treatment: 655 Deg CДокумент1 страницаPessing Libya INC: Fill: SMAW Sfa. No: 5.28 & 5.1 Post Weld Heat Treatment: 655 Deg CMahmoud HaggagОценок пока нет
- Welding Procedure Specification: WPS For Low Yeild Streght Carbon Steel With PWHT (SMAW)Документ1 страницаWelding Procedure Specification: WPS For Low Yeild Streght Carbon Steel With PWHT (SMAW)Lipika GayenОценок пока нет
- Welding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Документ3 страницыWelding Procedure Specification: Asme Section Ix - Boiler & Pressure Vessel Code - 2019Budi Setia RahmanОценок пока нет
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingДокумент3 страницыDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyОценок пока нет
- PhuBia-WPS-AWS D1.1-8-6-2011Документ3 страницыPhuBia-WPS-AWS D1.1-8-6-2011poulmack100% (1)
- Pessing Libya INC: Fill: SMAW Sfa. No: 5.28 & 5.1 Post Weld Heat Treatment: 655 Deg CДокумент1 страницаPessing Libya INC: Fill: SMAW Sfa. No: 5.28 & 5.1 Post Weld Heat Treatment: 655 Deg CMahmoud HaggagОценок пока нет
- Wps - Eni-Ci - Enife-ci-A (Gray Cast Iron)Документ1 страницаWps - Eni-Ci - Enife-ci-A (Gray Cast Iron)AminОценок пока нет
- WPSДокумент2 страницыWPSAlam MD Sazid100% (1)
- WPS PQR ProcedureДокумент31 страницаWPS PQR Proceduresudeesh kumarОценок пока нет
- WPS PQR Procedure PDFДокумент31 страницаWPS PQR Procedure PDFsudeesh kumarОценок пока нет
- Balajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Документ2 страницыBalajee Tanks & Vessels: QW 482 Welding Procedure Specifications (WPS)Eswara Rao BodduОценок пока нет
- WPS 10Документ2 страницыWPS 10Arab WeldersОценок пока нет
- WPS - 600 MW ChampaДокумент7 страницWPS - 600 MW ChampaAmjad PathanОценок пока нет
- Welding Procedure Specification: JOINT (QW-402)Документ10 страницWelding Procedure Specification: JOINT (QW-402)Lipika GayenОценок пока нет
- Welding Procedure Specification (WPS) : Manufacturer: NAHADIN SANAT ALVANDДокумент2 страницыWelding Procedure Specification (WPS) : Manufacturer: NAHADIN SANAT ALVANDvahid mobiniОценок пока нет
- WPS No. ST-CS-02-2Документ1 страницаWPS No. ST-CS-02-2Hussein JassimОценок пока нет
- Aic Asf PQR 0119Документ2 страницыAic Asf PQR 0119AHMED MEDANYОценок пока нет
- How to prepare Welding Procedures for Oil & Gas PipelinesОт EverandHow to prepare Welding Procedures for Oil & Gas PipelinesРейтинг: 5 из 5 звезд5/5 (1)
- Ofd0137 WPS GT 013 Rev 0Документ22 страницыOfd0137 WPS GT 013 Rev 0Midhun K Chandrabose100% (1)
- Ofd0137 WPS GTSM P4 002 Rev 1Документ6 страницOfd0137 WPS GTSM P4 002 Rev 1Midhun K Chandrabose100% (1)
- Ofd0137 WPS GT P43 003 Rev 1Документ6 страницOfd0137 WPS GT P43 003 Rev 1Midhun K Chandrabose100% (1)
- Ofd0137 WPS GT 013 Rev 0Документ5 страницOfd0137 WPS GT 013 Rev 0Midhun K Chandrabose100% (1)
- WPS P45 GTSMДокумент16 страницWPS P45 GTSMMidhun K Chandrabose100% (1)
- Revised Weld Map (23!07!2015)Документ15 страницRevised Weld Map (23!07!2015)Midhun K Chandrabose100% (1)
- Ofd0137 WPS GTSM P5a 011 Rev 0Документ29 страницOfd0137 WPS GTSM P5a 011 Rev 0Midhun K Chandrabose100% (1)
- Ultrasonic Testing: NDT Training & CertificationДокумент29 страницUltrasonic Testing: NDT Training & CertificationMidhun K Chandrabose100% (1)
- Ofd0137 WPS GT P8 005 Rev 1Документ25 страницOfd0137 WPS GT P8 005 Rev 1Midhun K Chandrabose100% (1)
- Aramco QuestionsДокумент72 страницыAramco QuestionsMidhun K ChandraboseОценок пока нет
- Arc Weldability of Alloy SteelsДокумент2 страницыArc Weldability of Alloy SteelsMidhun K ChandraboseОценок пока нет
- Design Criteria: Internal CorrosionДокумент48 страницDesign Criteria: Internal CorrosionMidhun K ChandraboseОценок пока нет
- Ferrite Content Testing Procedure PDFДокумент11 страницFerrite Content Testing Procedure PDFMidhun K Chandrabose83% (6)
- Filler Metal SelectionДокумент7 страницFiller Metal SelectionMidhun K ChandraboseОценок пока нет
- Ultrasonic Testing: NDT Training & CertificationДокумент48 страницUltrasonic Testing: NDT Training & CertificationMidhun K ChandraboseОценок пока нет
- Ultrasonic Testing: NDT Training & CertificationДокумент21 страницаUltrasonic Testing: NDT Training & CertificationMidhun K ChandraboseОценок пока нет
- 4P&IDДокумент8 страниц4P&IDMidhun K ChandraboseОценок пока нет
- A Piping Tutorial-1Документ53 страницыA Piping Tutorial-1Midhun K ChandraboseОценок пока нет
- Training & CertificationДокумент52 страницыTraining & CertificationMidhun K ChandraboseОценок пока нет
- PWHT (QC Exam, Procedure Review)Документ2 страницыPWHT (QC Exam, Procedure Review)Midhun K ChandraboseОценок пока нет
- Process Industry Practices Piping: PIP PNSC0001 Fabrication and Examination Specification For ASME B31.3 Metallic PipingДокумент17 страницProcess Industry Practices Piping: PIP PNSC0001 Fabrication and Examination Specification For ASME B31.3 Metallic PipingMidhun K Chandrabose100% (2)
- A LTM at Welder QualДокумент13 страницA LTM at Welder QualMidhun K Chandrabose100% (1)
- ASME P Material NumbersДокумент3 страницыASME P Material NumbersTeodor EzaruОценок пока нет
- S 000 13A0 102 Wrapping and CoatingДокумент17 страницS 000 13A0 102 Wrapping and CoatingMidhun K Chandrabose100% (1)
- Din 931Документ1 страницаDin 931Showkath Ali100% (2)
- Penomoran Ordner QC Head Office ContohДокумент2 страницыPenomoran Ordner QC Head Office ContohGultom Juliana LiliesОценок пока нет
- NG - CD - HD16 9 1939SX P080 - A - PDF - hd16 9 1939sx p080 - 605159Документ2 страницыNG - CD - HD16 9 1939SX P080 - A - PDF - hd16 9 1939sx p080 - 605159O mecanicoОценок пока нет
- Screw Threads, Bolts and NutsДокумент10 страницScrew Threads, Bolts and NutsSayphone HoungbounyuangОценок пока нет
- FW12 A106 283033 16"/7.92 Na Acc Acc Acc A105 W-1800126 16"/7.92 1/17/2020 A106 283033 16"/7.92 Na Acc Acc Acc A105 W-1800126 16"/7.92 1/17/2020Документ2 страницыFW12 A106 283033 16"/7.92 Na Acc Acc Acc A105 W-1800126 16"/7.92 1/17/2020 A106 283033 16"/7.92 Na Acc Acc Acc A105 W-1800126 16"/7.92 1/17/2020Muhammad firdaus rusliОценок пока нет
- Application of Plasma MIG Hybrid Welding To Dissimilar Joints Between Copper and SteelДокумент6 страницApplication of Plasma MIG Hybrid Welding To Dissimilar Joints Between Copper and SteelKaushik SenguptaОценок пока нет
- TWI CSWIP 3.2 WIS 10 Senior Welding Inspection Terminology: World Centre For Materials Joining TechnologyДокумент16 страницTWI CSWIP 3.2 WIS 10 Senior Welding Inspection Terminology: World Centre For Materials Joining TechnologyJithuJohnОценок пока нет
- Stick or MSAW Welding: Process Characteristics of Shielded Metal Arc Welding (SMAW/Stick)Документ3 страницыStick or MSAW Welding: Process Characteristics of Shielded Metal Arc Welding (SMAW/Stick)senthil4youОценок пока нет
- Tig Flow ChartДокумент1 страницаTig Flow ChartNiranjan khatuaОценок пока нет
- Zoznam NoriemДокумент4 страницыZoznam NoriemPeter TvardzíkОценок пока нет
- 400 Complete Advanced Devices CatalogДокумент24 страницы400 Complete Advanced Devices CatalogJeyson AguilarОценок пока нет
- Welder Operator TrainingДокумент22 страницыWelder Operator TrainingsniperiОценок пока нет
- IRS Concrete Bridge Code - CS 9 PDFДокумент3 страницыIRS Concrete Bridge Code - CS 9 PDFfaumijkОценок пока нет
- Hitch Guide PDFДокумент3 страницыHitch Guide PDFLucas WiddekindОценок пока нет
- Automobile Skills, Communication, Interpersonal SkillsДокумент14 страницAutomobile Skills, Communication, Interpersonal SkillsvigneshОценок пока нет
- Arc Welding ProcessesДокумент153 страницыArc Welding Processespratap biswasОценок пока нет
- WI - 7 5 022 Warman Pump Tolerances - r7Документ2 страницыWI - 7 5 022 Warman Pump Tolerances - r7munhОценок пока нет
- Aramco CBT Questions-Answere For QAQC WeldingДокумент10 страницAramco CBT Questions-Answere For QAQC WeldingAbdul HafeezОценок пока нет
- FCAW Overlay WPSДокумент2 страницыFCAW Overlay WPSAsad Bin Ala Qatari100% (1)
- User Manual DP323C: Issue 2Документ30 страницUser Manual DP323C: Issue 2Ajmaster.ltОценок пока нет
- Ethernet Cable Colour - Code Standards & Methods of CrimpingДокумент15 страницEthernet Cable Colour - Code Standards & Methods of CrimpingSajjad Najum ShakirОценок пока нет
- WPSДокумент2 страницыWPSAlam MD Sazid100% (1)
- Consumables Control ProcedureДокумент13 страницConsumables Control ProceduremominОценок пока нет
- Cement Type Early Age Properties 23 Jun 11 PDFДокумент3 страницыCement Type Early Age Properties 23 Jun 11 PDFJoãoPauloAzevedoОценок пока нет
- Field VesselsДокумент1 страницаField Vesselssaeed ghafooriОценок пока нет
- Saudi Aramco Inspection Checklist: Review WPS & Process Control Procedure (Plant Piping) SAIC-W-2001 15-Dec-09 WeldДокумент27 страницSaudi Aramco Inspection Checklist: Review WPS & Process Control Procedure (Plant Piping) SAIC-W-2001 15-Dec-09 WeldIrshad IqbalОценок пока нет
- Welding On Sheet MetalДокумент1 страницаWelding On Sheet MetalDebabrata Misra [DME6369]Оценок пока нет
- Metrc Thread-Extended Thread Size RangeДокумент17 страницMetrc Thread-Extended Thread Size RangeMitsakis MitsarasОценок пока нет
- VXN150 Vixion Intake PDFДокумент2 страницыVXN150 Vixion Intake PDFHarris Jum'aniandaОценок пока нет
- ASI Connection Design Guide 2 WeldingДокумент68 страницASI Connection Design Guide 2 Weldingshashank sharma100% (1)