Вам также может понравиться
- 02604002Документ11 страниц02604002adanicolaeОценок пока нет
- Vis A Metaux Tete RondeДокумент4 страницыVis A Metaux Tete RondeadanicolaeОценок пока нет
- Cahier Des Charges: Normalisation Renault Automobiles Service 65810 Section Normes Et Cahiers Des ChargesДокумент8 страницCahier Des Charges: Normalisation Renault Automobiles Service 65810 Section Normes Et Cahiers Des ChargesJohn PalichОценок пока нет
- Em40 Go 030Документ26 страницEm40 Go 030Adolfo DonОценок пока нет
- Em40 Go 010Документ12 страницEm40 Go 010Adolfo DonОценок пока нет
- En 756 2004Документ14 страницEn 756 2004frfgg1456Оценок пока нет
- Norme: StandardДокумент3 страницыNorme: StandardadanicolaeОценок пока нет
- Em2459500 H FRДокумент14 страницEm2459500 H FRJorgeОценок пока нет
- EM34.GO.004 Panel Soporte para MetrologiaДокумент8 страницEM34.GO.004 Panel Soporte para MetrologiaAdolfo DonОценок пока нет
- En 12536 2000Документ12 страницEn 12536 2000frfgg1456Оценок пока нет
- 07114130Документ4 страницы07114130adanicolaeОценок пока нет
- D 4576Документ12 страницD 4576SoukaTalhiОценок пока нет
- Mesure Résistance Circuit Principal PDFДокумент6 страницMesure Résistance Circuit Principal PDFSalah BoukeffaОценок пока нет
- Schema D'interverrouillage PDFДокумент18 страницSchema D'interverrouillage PDFSalah BoukeffaОценок пока нет
- Analyse Des Gaz LibresДокумент10 страницAnalyse Des Gaz LibresmedbahiОценок пока нет
- Em2402030 C FR PDFДокумент29 страницEm2402030 C FR PDFaleluisgОценок пока нет
- Préparation Des Joints Statiques SF6 (Joints Toriques) PDFДокумент1 страницаPréparation Des Joints Statiques SF6 (Joints Toriques) PDFSalah BoukeffaОценок пока нет
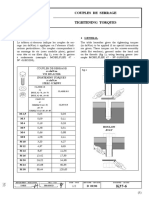
- Couples de Serrage PDFДокумент2 страницыCouples de Serrage PDFSalah BoukeffaОценок пока нет
- FДокумент12 страницFGaby Neagoe NitulescuОценок пока нет
- Extrait 42531210Документ89 страницExtrait 42531210Khaled GammoudiОценок пока нет
- 3 - L'analyse Fonctionnelle Évaluer Les Coûts Par Fonction PDFДокумент5 страниц3 - L'analyse Fonctionnelle Évaluer Les Coûts Par Fonction PDFFaïze AchouriОценок пока нет
- Symboles ElectriquesДокумент19 страницSymboles ElectriquesanguiОценок пока нет
- 0700054-Empreintes TorxДокумент5 страниц0700054-Empreintes TorxGuillaume BoyerОценок пока нет
- EM34.GO.000 Facilidades Geometricas para La Concepcion, Realizacion y ControlДокумент5 страницEM34.GO.000 Facilidades Geometricas para La Concepcion, Realizacion y ControlAdolfo DonОценок пока нет
- 104 Attaques SystemesДокумент17 страниц104 Attaques SystemesMohamedAliOuhaddouОценок пока нет
- r6031 PDFДокумент29 страницr6031 PDFel moumniОценок пока нет
- Outillage PDFДокумент6 страницOutillage PDFSalah BoukeffaОценок пока нет
- Em40 Go 011Документ19 страницEm40 Go 011Adolfo DonОценок пока нет
- Protections Électriques Des Alternateurs Et Moteurs: Réf.: D3775 V1Документ33 страницыProtections Électriques Des Alternateurs Et Moteurs: Réf.: D3775 V1haddadwalid.engОценок пока нет
- 2 Smartbuilding42236210-As1Документ22 страницы2 Smartbuilding42236210-As1Guillaume RossiОценок пока нет
- bn3800 PDFДокумент4 страницыbn3800 PDFWakil YousmiОценок пока нет
- Livre Blanc Dossier Temoin MecaniqueДокумент35 страницLivre Blanc Dossier Temoin MecaniqueMahdi ElgolliОценок пока нет
- Se3250 PDFДокумент16 страницSe3250 PDFSouadHadjadjОценок пока нет
- InerisДокумент168 страницInerisSabineMaalouf100% (1)
- In144Документ11 страницIn144Bekraoui KeltoumОценок пока нет
- MaterialДокумент70 страницMaterialehfernando100% (1)
- INERIS Benchmark Viellissement Stockage RaffinerieДокумент105 страницINERIS Benchmark Viellissement Stockage Raffineriepierre31415100% (1)
- Livre Blanc Genie Industriel 3 Fiches PratiquesДокумент23 страницыLivre Blanc Genie Industriel 3 Fiches PratiquesMahdi ElgolliОценок пока нет
- Ge03 FP 054 V3 1Документ205 страницGe03 FP 054 V3 1Alante DinОценок пока нет
- Reunion Ouverture AuditДокумент5 страницReunion Ouverture AuditBerdjane nassimaОценок пока нет
- Iso - Dis 22000 - 2017Документ22 страницыIso - Dis 22000 - 2017Nat ARОценок пока нет
- FD A36-800-3Документ17 страницFD A36-800-3Zouhir BouzianiОценок пока нет
- Définir Les Étapes Du Projet de Certification0409Документ6 страницDéfinir Les Étapes Du Projet de Certification0409Sami BEN AISSIAОценок пока нет
- Échangeurs de Chaleur - Définitions Et Principes GénérauxДокумент27 страницÉchangeurs de Chaleur - Définitions Et Principes GénérauxHarry KОценок пока нет
- Em2455100 F fr1Документ26 страницEm2455100 F fr1Alin Ionut GrigoreОценок пока нет
- TCH 4Документ34 страницыTCH 4MarwaEnnouriОценок пока нет
- Association de Cellules de Commutation - Éléments de Synthèse Des Convertisseurs StatiquesДокумент23 страницыAssociation de Cellules de Commutation - Éléments de Synthèse Des Convertisseurs Statiquessaid3232Оценок пока нет
- HydrauliqueДокумент198 страницHydrauliqueenisОценок пока нет
- M4611Документ8 страницM4611محمدلمينابراهيمالموريتانيОценок пока нет
- Appliquer La Maîtrise Statistique Des Procédés (MSP)Документ5 страницAppliquer La Maîtrise Statistique Des Procédés (MSP)hocine safiaОценок пока нет
- Qualité en Construction Mécanique-Bm5010Документ23 страницыQualité en Construction Mécanique-Bm5010Sami BEN AISSIAОценок пока нет
- Créativité Industrielle - Définition Et Méthodes D'accompagnementДокумент26 страницCréativité Industrielle - Définition Et Méthodes D'accompagnementayoub jitiОценок пока нет
- mt9555 PDFДокумент13 страницmt9555 PDFSouadHadjadjОценок пока нет
- 2 IOT42257210-te8001Документ20 страниц2 IOT42257210-te8001Guillaume RossiОценок пока нет
- Lab Gta 16Документ23 страницыLab Gta 16Anonh AdikoОценок пока нет
- Planning Annuel Offre de Formation 2022 Du CETIME-ed - Juin.2022Документ9 страницPlanning Annuel Offre de Formation 2022 Du CETIME-ed - Juin.2022Le CETIME - Centre Technique des Industries Mécaniques et ÉlectriquesОценок пока нет
- NF EN 1289 - Contrôle Non Destructif Des Assemblages Soudés, Contrôle Par Ressuage Des Soudures, Niveaux D'acceptationДокумент16 страницNF EN 1289 - Contrôle Non Destructif Des Assemblages Soudés, Contrôle Par Ressuage Des Soudures, Niveaux D'acceptationfattouh.hicham1978Оценок пока нет
- NF en 1290Документ18 страницNF en 1290soukaneОценок пока нет
- Traité d'économétrie financière: Modélisation financièreОт EverandTraité d'économétrie financière: Modélisation financièreОценок пока нет
- 2 - Fiche D'inscription Partie 2Документ1 страница2 - Fiche D'inscription Partie 2tariqОценок пока нет
- A80 230 1Документ36 страницA80 230 1tariqОценок пока нет
- Certificat de Controles Radiographiques: DATE: 24/06/2014Документ2 страницыCertificat de Controles Radiographiques: DATE: 24/06/2014tariqОценок пока нет
- Table Des Normes Insp API FrançaisДокумент3 страницыTable Des Normes Insp API Françaistariq100% (1)
- Raffinage Guide Inspection Ss PressionДокумент75 страницRaffinage Guide Inspection Ss Pressiontariq100% (1)
- II 11 1 EssaisДокумент18 страницII 11 1 EssaisBessenouci ZakariaОценок пока нет
- MGT Des Etudes D'ingenierie Partie 6 - Tuyauterie - Reformaté - OkДокумент77 страницMGT Des Etudes D'ingenierie Partie 6 - Tuyauterie - Reformaté - OkGil-Alain Egnakou100% (1)
- Spectroscopie Chapitre 5 Et TD corrigé-L2-V2019-2020Документ32 страницыSpectroscopie Chapitre 5 Et TD corrigé-L2-V2019-2020Houho Dz100% (1)
- Eurocode 8Документ13 страницEurocode 8hafsaОценок пока нет
- COURS DE STRUCTURE 1 Chap 5Документ16 страницCOURS DE STRUCTURE 1 Chap 5lina bourenaneОценок пока нет
- Chapitre 3 OUII 2019Документ9 страницChapitre 3 OUII 2019Leo MessiОценок пока нет
- Courschimietheorique M1Документ103 страницыCourschimietheorique M1zgazgaОценок пока нет
- Chapitre 9 Bases Générales de La FlexionДокумент12 страницChapitre 9 Bases Générales de La FlexiondouoОценок пока нет
- Problemes Corriges de Mecanique Et Resumes de Cours - C. Gignoux, B. Silvestre-Brac - EDP Sciences PDFДокумент406 страницProblemes Corriges de Mecanique Et Resumes de Cours - C. Gignoux, B. Silvestre-Brac - EDP Sciences PDFSofiane Altair50% (2)
- Thèse Doctorale DerfoufДокумент160 страницThèse Doctorale DerfoufIssaoui MansourОценок пока нет
- Chimie TP3 ProfДокумент7 страницChimie TP3 ProfAdel LaimecheОценок пока нет
- TH T1865 GchamberlandДокумент222 страницыTH T1865 GchamberlandIssam BoujnaneОценок пока нет
- ds1s1 1bacfr Prof - Khaldoune (WWW - Pc1.ma)Документ2 страницыds1s1 1bacfr Prof - Khaldoune (WWW - Pc1.ma)Abdelkabir Ouadoukou100% (1)
- ConceptionДокумент65 страницConceptionImadeddine DebbabiОценок пока нет
- 4 ResimieДокумент6 страниц4 Resimiekh aymenОценок пока нет
- Pompe À ChaleurДокумент19 страницPompe À ChaleurMallouki Med100% (2)
- Cours CNDДокумент47 страницCours CNDBoulHich BoulHichОценок пока нет
- Détecteur de Fuites À Ultrasons Tmsu 1 - FreДокумент2 страницыDétecteur de Fuites À Ultrasons Tmsu 1 - FreAmine EmineОценок пока нет
- Etude Au Vent Selon L'eurocode 1Документ30 страницEtude Au Vent Selon L'eurocode 1mustaphakadiriОценок пока нет
- TP14Документ5 страницTP14Khaled AlouiniОценок пока нет
- Polycopie MDF ZSalimДокумент60 страницPolycopie MDF ZSalimAbdelaziz Kraa100% (1)
- 1520 - Procédure Démarrage Broyeur CruДокумент11 страниц1520 - Procédure Démarrage Broyeur CruMou KhalilОценок пока нет
- Chimie Des Solutions-MEKKI SOFIANEДокумент114 страницChimie Des Solutions-MEKKI SOFIANEchahinez s100% (3)
- Actions Mécaniques Prof - Elhabib (WWW - Pc1.ma)Документ4 страницыActions Mécaniques Prof - Elhabib (WWW - Pc1.ma)Ya Cin KhaldiОценок пока нет
- Introduction ChromatographieДокумент27 страницIntroduction Chromatographie[AE]100% (3)
- RDM1-CHAPITRE - 3-2 - Flexion DevieeДокумент17 страницRDM1-CHAPITRE - 3-2 - Flexion DevieeAxel BekaertОценок пока нет
- PV PT2Документ1 страницаPV PT2gueridiОценок пока нет
- De NoirfontaineДокумент335 страницDe NoirfontaineTaher Harrouchi100% (1)
- Les Pompes - 2017Документ62 страницыLes Pompes - 2017رضا بن عمارОценок пока нет