Вам также может понравиться
- CSWIP 3 1 HomeworkДокумент32 страницыCSWIP 3 1 Homeworkjfdlksa65% (20)
- US Army WWII Field TableДокумент12 страницUS Army WWII Field Tablevirtualpender904350% (6)
- Astm A1078 PDFДокумент5 страницAstm A1078 PDFmmendez113100% (1)
- Welding Inspector Interview QuestionДокумент14 страницWelding Inspector Interview Questionaravindan100% (21)
- Storage Procedure For Caterpillar Products (0355, 7000) : ShutdownДокумент21 страницаStorage Procedure For Caterpillar Products (0355, 7000) : Shutdownmoises0% (1)
- Aramco Interview Questions PRДокумент11 страницAramco Interview Questions PRhemant1284100% (2)
- Welding Inspection Level 2: Multiple Choice Questions Paper 1 - MSR-WI-1aДокумент8 страницWelding Inspection Level 2: Multiple Choice Questions Paper 1 - MSR-WI-1aTahar Dabbar100% (1)
- WPS Format For AWS D1.1 - PQR - SMAWДокумент3 страницыWPS Format For AWS D1.1 - PQR - SMAWThe Welding Inspections Community100% (3)
- Welding Inspection Level 2 - Paper 5 Technology - Exercise IVДокумент10 страницWelding Inspection Level 2 - Paper 5 Technology - Exercise IVMohd Farid Osman100% (1)
- Weld Like a Pro: Beginning to Advanced TechniquesОт EverandWeld Like a Pro: Beginning to Advanced TechniquesРейтинг: 4.5 из 5 звезд4.5/5 (6)
- PIPELINE WELDING PROCEDURE SPECIFICATION TITLEДокумент17 страницPIPELINE WELDING PROCEDURE SPECIFICATION TITLEBenjamin Alvarez MedinaОценок пока нет
- DS-01 - LR BendsДокумент1 страницаDS-01 - LR BendsMecon LtdОценок пока нет
- DS-02 - LR BendsДокумент1 страницаDS-02 - LR BendsMecon LtdОценок пока нет
- A1X3R1 - 2d - EPI-08-WP5-TW PDFДокумент10 страницA1X3R1 - 2d - EPI-08-WP5-TW PDFJose Anisio SilvaОценок пока нет
- Back Weld Repair Procedure QualificationДокумент15 страницBack Weld Repair Procedure QualificationFelipe Vásquez ArribasplataОценок пока нет
- Welding Questionarie & Ans.Документ6 страницWelding Questionarie & Ans.Deepak DineshОценок пока нет
- ''Technology Examination Questions (Multi-Cohice Exam - 1)Документ4 страницы''Technology Examination Questions (Multi-Cohice Exam - 1)Vijaya BaraniОценок пока нет
- 螢幕截圖 2022-12-30 上午9.17.25Документ1 страница螢幕截圖 2022-12-30 上午9.17.25Dave CheungОценок пока нет
- Noreast Autoweld System Corporate PresentationДокумент78 страницNoreast Autoweld System Corporate Presentationravi00098Оценок пока нет
- UM_MVG_SO60976_Modificaton bucketДокумент4 страницыUM_MVG_SO60976_Modificaton bucket1989vasu.pОценок пока нет
- CBT WELDING QUESTION ANSWERSДокумент57 страницCBT WELDING QUESTION ANSWERSRishiОценок пока нет
- Technology AДокумент6 страницTechnology AnoorОценок пока нет
- Api 510 Closed 8Документ12 страницApi 510 Closed 8melvinОценок пока нет
- Data Sheet 2 More 300# PV - RF - NT-79 PDFДокумент1 страницаData Sheet 2 More 300# PV - RF - NT-79 PDFSachin KumarОценок пока нет
- DataSheet 2 More 300# BV - FB - BW - NT-77 PDFДокумент1 страницаDataSheet 2 More 300# BV - FB - BW - NT-77 PDFSachin KumarОценок пока нет
- W 16 TIG Full Parer HE ICДокумент8 страницW 16 TIG Full Parer HE ICNarasimha DvlОценок пока нет
- Tech E 2 or B PDFДокумент4 страницыTech E 2 or B PDFkathirОценок пока нет
- Technology Examination Questions (Multi-Cohice Exam) : Duties Before WeldingДокумент6 страницTechnology Examination Questions (Multi-Cohice Exam) : Duties Before WeldingvickyОценок пока нет
- WIS5 - Appendix 1Документ118 страницWIS5 - Appendix 1Reza FakhrizalОценок пока нет
- API 510 Final Exam ReviewДокумент138 страницAPI 510 Final Exam ReviewJeganeswaranОценок пока нет
- 1 - 2011 570 Open Book Exam (27Qs)Документ7 страниц1 - 2011 570 Open Book Exam (27Qs)Sunny Thundil100% (2)
- Appendix 1 2017Документ34 страницыAppendix 1 2017Sohrab FarmanОценок пока нет
- Sis Book1Документ99 страницSis Book1Hamza AlamОценок пока нет
- 1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionДокумент27 страниц1 - CBT Welding NDT 26 02 2020 - Ans and ExplanetionAMALENDU PAULОценок пока нет
- CSWIP Welding Inspection Notes and Questions (Said)Документ138 страницCSWIP Welding Inspection Notes and Questions (Said)Ericson Cabigao100% (1)
- Most Important Question Regarding Welding CBTДокумент16 страницMost Important Question Regarding Welding CBTPooja ManiОценок пока нет
- Aws Cwi Part B Practical Question rv0 PDF FreeДокумент5 страницAws Cwi Part B Practical Question rv0 PDF Freealexbv10100% (1)
- Piping InspectorДокумент7 страницPiping InspectorAhmed HaridiОценок пока нет
- 2.WIS5 Course Notes 501 699Документ199 страниц2.WIS5 Course Notes 501 699nani356Оценок пока нет
- API 510 - Day 1: G T Technical & Management Institute PVT - LTD.Документ109 страницAPI 510 - Day 1: G T Technical & Management Institute PVT - LTD.fathiОценок пока нет
- Getco - r1 Al59 Zebra & MooseДокумент27 страницGetco - r1 Al59 Zebra & Mooseakib javed100% (1)
- 4Документ7 страниц4امجد عباس حاجم بريديОценок пока нет
- Appendix English 2016Документ180 страницAppendix English 2016Adil Hasanov100% (1)
- QA/QC Welding Inspector CBT QuestionsДокумент57 страницQA/QC Welding Inspector CBT Questionsdada shaik100% (11)
- Api 510Документ109 страницApi 510Jerry Man Utd100% (4)
- Technology 1Документ10 страницTechnology 1Tahar Dabbar100% (1)
- Technology Examination Quastion Papper-1Документ6 страницTechnology Examination Quastion Papper-1Alam MD SazidОценок пока нет
- Procedure For Welding of PipingДокумент16 страницProcedure For Welding of PipingJohnson Raju100% (1)
- ACFrOgC0EVPbmcxczw5NSKfoQiO8EaGyKUowbr iP4nF2YTyDHYiM0zJhagdIXt23OhU53TFk8 - zQyxMNsU cz4ewrJ4Aa4JbYKguSky4HppDX38J2 9TkILlXsaO - GДокумент5 страницACFrOgC0EVPbmcxczw5NSKfoQiO8EaGyKUowbr iP4nF2YTyDHYiM0zJhagdIXt23OhU53TFk8 - zQyxMNsU cz4ewrJ4Aa4JbYKguSky4HppDX38J2 9TkILlXsaO - GganeshОценок пока нет
- RT Specific ExamДокумент3 страницыRT Specific ExamGoutam Kumar Deb100% (1)
- Client: Hindustan Petroleum Corporation Ltd. Contractor: Narmada Offshore Constructions Pvt. Ltd. Doc. No.: NOCPL/HPCL/NWOT/RK/WPS/JP/01 Rev. 00Документ7 страницClient: Hindustan Petroleum Corporation Ltd. Contractor: Narmada Offshore Constructions Pvt. Ltd. Doc. No.: NOCPL/HPCL/NWOT/RK/WPS/JP/01 Rev. 00Bhargav BbvsОценок пока нет
- TECHNOLOGY3 AnswerДокумент7 страницTECHNOLOGY3 AnswerNashaat DhyaaОценок пока нет
- TECHNOLOGY3 AnswerДокумент7 страницTECHNOLOGY3 Answerابومحمد الكنانيОценок пока нет
- 03 - Hot Tap Quest 16 InchДокумент2 страницы03 - Hot Tap Quest 16 InchSaiKumarОценок пока нет
- Aramco Specific Evaluations For WeldingДокумент6 страницAramco Specific Evaluations For WeldingTrived MahankaliОценок пока нет
- Welding Technology Exam QuestionsДокумент11 страницWelding Technology Exam QuestionsVijaya BaraniОценок пока нет
- Bench Mark Quiz: API 510 PreparatoryДокумент5 страницBench Mark Quiz: API 510 PreparatoryRajkumar ArikumarОценок пока нет
- Preparation CSWIP 3.1Документ10 страницPreparation CSWIP 3.1Mohd Farid OsmanОценок пока нет
- WPS 01 - Pipe - SSДокумент1 страницаWPS 01 - Pipe - SSAdvanced Quality Centre AQCОценок пока нет
- Engineering Standard: IPS-E-AR-130Документ42 страницыEngineering Standard: IPS-E-AR-130reza329329Оценок пока нет
- Ips e Ar 120Документ91 страницаIps e Ar 120reza329329Оценок пока нет
- E Ar 100Документ46 страницE Ar 100reza329329Оценок пока нет
- Material and Equipment Standard: IPS-M-AR-205Документ50 страницMaterial and Equipment Standard: IPS-M-AR-205reza329329Оценок пока нет
- Material and Equipment Standard: IPS-M-GN-330Документ19 страницMaterial and Equipment Standard: IPS-M-GN-330reza329329Оценок пока нет
- G GN 180Документ34 страницыG GN 180reza329329Оценок пока нет
- M GN 360Документ72 страницыM GN 360reza329329Оценок пока нет
- IPS Foreword OverviewДокумент46 страницIPS Foreword Overviewreza329329Оценок пока нет
- General Index to Standards and Standard DrawingsДокумент96 страницGeneral Index to Standards and Standard Drawingsreza329329Оценок пока нет
- Engineering Standard: IPS-E-AR-160Документ76 страницEngineering Standard: IPS-E-AR-160reza329329Оценок пока нет
- Engineering Standard for DraftingДокумент45 страницEngineering Standard for Draftingreza329329Оценок пока нет
- M GN 375Документ53 страницыM GN 375reza329329Оценок пока нет
- مباحث حسابداریДокумент35 страницمباحث حسابداریreza329329Оценок пока нет
- Technical Information Sheet: 7-2508 Pipe CoatingДокумент3 страницыTechnical Information Sheet: 7-2508 Pipe Coatingreza329329Оценок пока нет
- Fittings, Flanges & CouplingsДокумент1 страницаFittings, Flanges & Couplingsreza329329Оценок пока нет
- Cathodic Protection Anode SpecificationДокумент185 страницCathodic Protection Anode Specificationreza329329Оценок пока нет
- Guidelines For Prediction of CO2 Corrosion in Oil and Gas Production SystemsДокумент19 страницGuidelines For Prediction of CO2 Corrosion in Oil and Gas Production Systems4sentieriОценок пока нет
- FPSO MBC On Reel Whitepaper Marinebreakawaycouplings August 2018Документ16 страницFPSO MBC On Reel Whitepaper Marinebreakawaycouplings August 2018koushkiОценок пока нет
- E GN 100 PDFДокумент67 страницE GN 100 PDFreza329329Оценок пока нет
- Biochemistry - Serum: Checked By: Dr. Majid SafaДокумент2 страницыBiochemistry - Serum: Checked By: Dr. Majid Safareza329329Оценок пока нет
- Cathodic Protection Anode SpecificationДокумент185 страницCathodic Protection Anode Specificationreza329329Оценок пока нет
- 379 Ed PL PRC 0001 B1Документ15 страниц379 Ed PL PRC 0001 B1reza329329Оценок пока нет
- Freecorp InstallationДокумент4 страницыFreecorp Installationreza329329Оценок пока нет
- Itok Final Offer 14 SeptemberДокумент2 страницыItok Final Offer 14 Septemberreza329329Оценок пока нет
- Insulating JointДокумент17 страницInsulating Jointreza329329100% (1)
- Testing Methods For Pipes, Valves & FittingsДокумент86 страницTesting Methods For Pipes, Valves & Fittingsreza329329Оценок пока нет
- Norsok Material Data Sheet (M-630r2)Документ77 страницNorsok Material Data Sheet (M-630r2)karuna346Оценок пока нет
- Weight Per Meter of WeldДокумент1 страницаWeight Per Meter of Weldreza329329Оценок пока нет
- Hot Tapping Split Tee SpecificationДокумент19 страницHot Tapping Split Tee SpecificationAli ClubistОценок пока нет
- Class 10 Science Notes Chapter 3 Studyguide360Документ14 страницClass 10 Science Notes Chapter 3 Studyguide360Rohan RalliОценок пока нет
- Aws 1208Документ80 страницAws 1208ndrarlyОценок пока нет
- Blasting Painting Procedure (002) - MFAAДокумент11 страницBlasting Painting Procedure (002) - MFAAZamri AhmadОценок пока нет
- CORPUZ Contempo ReportingДокумент16 страницCORPUZ Contempo ReportingTalaОценок пока нет
- Modele de BearingsДокумент1 страницаModele de BearingsmikorizОценок пока нет
- Manufacturing Engineering: Basics of Manufacturing EngineeringДокумент3 страницыManufacturing Engineering: Basics of Manufacturing EngineeringPrincess GinezОценок пока нет
- Chemical Resistance of Mortars, Grouts, and Monolithic Surfacings and Polymer ConcretesДокумент6 страницChemical Resistance of Mortars, Grouts, and Monolithic Surfacings and Polymer ConcretesAmiine BkdОценок пока нет
- Furnace Operating Instructions PDFДокумент32 страницыFurnace Operating Instructions PDFmohamed abd eldayemОценок пока нет
- Mapua Chm143L Organic Chemistry 2 Lab ReportДокумент7 страницMapua Chm143L Organic Chemistry 2 Lab ReportMaiSakurajimaОценок пока нет
- Pilot Catalog 2008aДокумент31 страницаPilot Catalog 2008aNachiappan ViswanathanОценок пока нет
- Spisak Svih EUROCODE-ovaДокумент4 страницыSpisak Svih EUROCODE-ovapedjaОценок пока нет
- AS 1288/amdt 2/2011-11-11Документ11 страницAS 1288/amdt 2/2011-11-11shrikant_pesitОценок пока нет
- UOP Type AZ-300 Data SheetДокумент1 страницаUOP Type AZ-300 Data SheetAmir RahbariОценок пока нет
- 10.1007@978 981 15 3669 4Документ388 страниц10.1007@978 981 15 3669 4Muhammad Abdur RashidОценок пока нет
- Lecture 3 - Building Permits Codes and Construction Standards PDFДокумент24 страницыLecture 3 - Building Permits Codes and Construction Standards PDFisisiОценок пока нет
- MMA Crack Sealer TDSДокумент2 страницыMMA Crack Sealer TDSCarlos GuerraОценок пока нет
- Klberplex BEM 41-141 020320 PI EN enДокумент2 страницыKlberplex BEM 41-141 020320 PI EN enHitaro VuОценок пока нет
- Industrial FlooringДокумент6 страницIndustrial FlooringLamba Techno Flooring SolutionsОценок пока нет
- Ctdcha 2Документ10 страницCtdcha 2TKОценок пока нет
- RoClean L403Документ1 страницаRoClean L403eduardoОценок пока нет
- Review: Electrolyte Additives For Lithium Ion Battery Electrodes: Progress and PerspectivesДокумент34 страницыReview: Electrolyte Additives For Lithium Ion Battery Electrodes: Progress and PerspectivesMichael LesaОценок пока нет
- Part-C Defects - Nptel PDFДокумент5 страницPart-C Defects - Nptel PDFLakhwant Singh KhalsaОценок пока нет
- MzeДокумент9 страницMzeTungstenCarbideОценок пока нет
- Genesol 703Документ1 страницаGenesol 703Roberto Leon MendezОценок пока нет
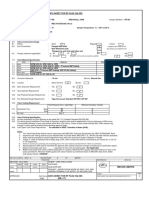
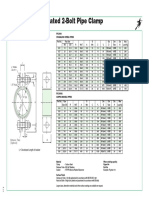
- C&P WITCHLINER Insulated 2-Bolt Pipe ClampДокумент1 страницаC&P WITCHLINER Insulated 2-Bolt Pipe ClampAchraf BoudayaОценок пока нет
- Know All About Jewelry Maki NG Jewelry Desi Gni NG and Metal Worki NG PDFДокумент116 страницKnow All About Jewelry Maki NG Jewelry Desi Gni NG and Metal Worki NG PDFhung garul100% (2)
- Oxygen Plant ExpbsionДокумент2 страницыOxygen Plant Expbsionmuthu kujmarОценок пока нет