Вам также может понравиться
- Defectos en SoldadurasДокумент20 страницDefectos en Soldadurasingemo43250% (2)
- CODIGO ASME-introduccionДокумент14 страницCODIGO ASME-introduccionJosé Sandoval100% (1)
- Guía de Ejercicios Procesos de Soldadura2Документ3 страницыGuía de Ejercicios Procesos de Soldadura2mariagrazia_castañed100% (1)
- CALDERERIAДокумент7 страницCALDERERIANíckolas ValverdeОценок пока нет
- CatalogoSMDG Acero Inox y Aluminio 2018 PDFДокумент123 страницыCatalogoSMDG Acero Inox y Aluminio 2018 PDFJulio cesar Torres apaza0% (1)
- Hoja Tecnica Uniones de TuberiasДокумент6 страницHoja Tecnica Uniones de TuberiasamigotОценок пока нет
- Manual ElectrodosДокумент175 страницManual ElectrodosgabineitorОценок пока нет
- M1 PipingДокумент8 страницM1 PipingErick PadillaОценок пока нет
- Manual Sodadura Leal Training CenterДокумент230 страницManual Sodadura Leal Training CenterLuis OrozcoОценок пока нет
- Anexo 2 - Procedimiento de MontajeДокумент12 страницAnexo 2 - Procedimiento de MontajeGermánZapataNahuelОценок пока нет
- Manual de TorneriaДокумент2 страницыManual de Torneriajulian colinaОценок пока нет
- Mantenimiento de Maquinas Electricas2 PDFДокумент235 страницMantenimiento de Maquinas Electricas2 PDFDennis LeimbachОценок пока нет
- Detalles Estructurales de Uso de RigidizadorДокумент24 страницыDetalles Estructurales de Uso de RigidizadorGuillermo Sanchez100% (1)
- Anexo H Memoria Tecnica Galpon Lavado de CamionesДокумент7 страницAnexo H Memoria Tecnica Galpon Lavado de Camionesbjmin1Оценок пока нет
- Respuesta XDДокумент2 страницыRespuesta XDOdalys Masapanta50% (2)
- REPORTE DE INSPECCION JIG DE DOBLADO A-106 y A-312Документ6 страницREPORTE DE INSPECCION JIG DE DOBLADO A-106 y A-312AlexanderОценок пока нет
- Geometria, Seleccion y Preparacion de JuntasДокумент64 страницыGeometria, Seleccion y Preparacion de Juntasjuanito077100% (1)
- Introducción Al Soldeo Por Arco Protegido Con Gas (I) PDFДокумент26 страницIntroducción Al Soldeo Por Arco Protegido Con Gas (I) PDFnagola10100% (1)
- Galgas PDFДокумент2 страницыGalgas PDFbruar100% (1)
- Defectos SawДокумент7 страницDefectos SawlilidulceОценок пока нет
- Ie343 Farina Tableros Electricos Parte 2 PDFДокумент3 страницыIe343 Farina Tableros Electricos Parte 2 PDFGustavo SОценок пока нет
- Juntas de Expansion MetalicasДокумент3 страницыJuntas de Expansion MetalicasChristianGuerreroОценок пока нет
- Uniones y SimbologiaДокумент43 страницыUniones y SimbologiaElton Martinez100% (1)
- Evidencia 15 Practica de Soldadura 1Документ15 страницEvidencia 15 Practica de Soldadura 1alejandromarroquin19Оценок пока нет
- Cebado de Arco en Proceso SMAWДокумент7 страницCebado de Arco en Proceso SMAWFranklin Salguero0% (1)
- Curso de Soldadura Gmaw Completo GMRДокумент147 страницCurso de Soldadura Gmaw Completo GMRWammu The pillar menОценок пока нет
- Acoplamientos para HerramientasДокумент10 страницAcoplamientos para HerramientasOmar JimenezОценок пока нет
- Evaluacion MFДокумент12 страницEvaluacion MFVíctor CorzoОценок пока нет
- Control de Calidad de SoldaduraДокумент34 страницыControl de Calidad de SoldaduraVicente Mario Torres Huaraya100% (2)
- Tuberias Codificacion e IdentificacionДокумент5 страницTuberias Codificacion e IdentificacionKatherineRugelesОценок пока нет
- Ejercitacion Practica Simbologia SoldaduraДокумент83 страницыEjercitacion Practica Simbologia SoldaduraLuis JaramilloОценок пока нет
- Métodos de EnsambleДокумент39 страницMétodos de EnsambleDart Suarez100% (1)
- Diseño Electromecanico de Una Maquina de TraccionДокумент21 страницаDiseño Electromecanico de Una Maquina de TraccioncazerОценок пока нет
- Accesorios OxicorteДокумент12 страницAccesorios OxicorteAnge Sparrow WonkaОценок пока нет
- SAW, Soldadura de Arco Sumergido.Документ17 страницSAW, Soldadura de Arco Sumergido.kennysalc2100% (1)
- QW Soldaduras Asme 2010 Español PDFДокумент200 страницQW Soldaduras Asme 2010 Español PDFart159357Оценок пока нет
- Curso de Soldadura Clase 01Документ31 страницаCurso de Soldadura Clase 01rafaelm maldonadoОценок пока нет
- Proceso de SoldaduraДокумент14 страницProceso de Soldaduradiomedes mendezОценок пока нет
- Bridas Itaulic InstalacionДокумент316 страницBridas Itaulic InstalacionBenjamin Enmanuel Mango DОценок пока нет
- Informe de Soldadura GMAWДокумент19 страницInforme de Soldadura GMAWgonzaloОценок пока нет
- Montaje de EquiposДокумент4 страницыMontaje de EquiposarcelitasОценок пока нет
- P m059 002 Procedimiento Soldadura de ClipsДокумент5 страницP m059 002 Procedimiento Soldadura de Clipsjhon jairo arango100% (1)
- P-EO-xxx - SpoolДокумент14 страницP-EO-xxx - SpoolAnonymous t0r2yT4Оценок пока нет
- Ficha 5 Simbología de SoldaduraДокумент3 страницыFicha 5 Simbología de Soldaduraluiseandrade1981100% (2)
- Código Asme Sección IX, 2013 - en Español, Parte QWДокумент223 страницыCódigo Asme Sección IX, 2013 - en Español, Parte QWjezz71Оценок пока нет
- Soldadura Fcaw1Документ100 страницSoldadura Fcaw1Mario Sancho100% (1)
- Uso de La PulidoraДокумент2 страницыUso de La PulidoraFrancisco MiguelОценок пока нет
- Informe Cálculo EstructuraДокумент9 страницInforme Cálculo EstructuraCristian Guzmán G.Оценок пока нет
- Procesos de Soldadura Fcaw Gmaw Saw SmawДокумент4 страницыProcesos de Soldadura Fcaw Gmaw Saw SmawEdward Larens100% (1)
- Fatiga Por Corrosión en Tuberías de Una CalderaДокумент11 страницFatiga Por Corrosión en Tuberías de Una CalderaTATIANA ELIZABETH ORDOÑEZ FLORESОценок пока нет
- Sesion 05 Posiciones de SoldaduraДокумент21 страницаSesion 05 Posiciones de SoldaduraCARLOS JHONATAN SULCA OYAKAWA100% (3)
- Fundamentos de Soldadura PDFДокумент491 страницаFundamentos de Soldadura PDFAndrew Zero100% (1)
- Creusabro 8000Документ8 страницCreusabro 8000PeterWay100% (1)
- ZIND-232 Tecnologia Mecanica IДокумент6 страницZIND-232 Tecnologia Mecanica IJuan Carlos Loza RodriguezОценок пока нет
- Test Mecánica IndustrialДокумент3 страницыTest Mecánica IndustrialJosep Lluís Marrugat ViñaОценок пока нет
- Defectos en SoldaduraДокумент2 страницыDefectos en SoldaduradarpetrolОценок пока нет
- Tablas de Especificaciones de Acero 2Документ43 страницыTablas de Especificaciones de Acero 2Maikol José RojasОценок пока нет
- Guia de Aprendizaje Trazado y CorteДокумент6 страницGuia de Aprendizaje Trazado y Corterabacet23Оценок пока нет
- Curso de Soldadura. Parte 1Документ48 страницCurso de Soldadura. Parte 1Juan OrmacheaОценок пока нет
- Curso de SoldaduraДокумент91 страницаCurso de SoldaduraAndres Tiapa100% (1)
- Codigos y Normas Asme, API y AWSДокумент5 страницCodigos y Normas Asme, API y AWSpborgher100% (2)
- Curso de Soldadura PDFДокумент91 страницаCurso de Soldadura PDFfranciscocristianoОценок пока нет
- Lista MusicalДокумент3 страницыLista MusicalfranciscocristianoОценок пока нет
- Metalografia AcerosДокумент14 страницMetalografia AcerosGrolier27Оценок пока нет
- Pasos para Realizar ExegesisДокумент3 страницыPasos para Realizar ExegesisfranciscocristianoОценок пока нет
- Griego PDFДокумент269 страницGriego PDFAndres Moncayo100% (3)
- Defectologia 2Документ56 страницDefectologia 2Alevj DbОценок пока нет
- Alfabeto GriegoДокумент2 страницыAlfabeto GriegofranciscocristianoОценок пока нет
- File - 1915 - Manual de Soldadura Indura 2007Документ88 страницFile - 1915 - Manual de Soldadura Indura 2007Pedro Junior Sotelo LedezmaОценок пока нет
- El Caracter Del Obrero de DiosДокумент146 страницEl Caracter Del Obrero de DiosCarlos Alberto92% (12)
- Defectologia 2Документ56 страницDefectologia 2Alevj DbОценок пока нет
- Diagramas de Equilibrio - Hierro CarbonoДокумент26 страницDiagramas de Equilibrio - Hierro CarbonooaxacaliforniaОценок пока нет
- Ordenanza Del Regimen de Organizacion y Funcionamiento Del Consejo Municipal de Caroni y Sus Dependencias AuxiДокумент16 страницOrdenanza Del Regimen de Organizacion y Funcionamiento Del Consejo Municipal de Caroni y Sus Dependencias AuxifranciscocristianoОценок пока нет
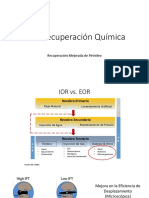
- 07 - Recuperación QuímicaДокумент73 страницы07 - Recuperación QuímicaDanny HosmanОценок пока нет
- Propiedades Físicas y QuímicasДокумент9 страницPropiedades Físicas y QuímicasGabriel Armando García LuévanoОценок пока нет
- Coeficientes de FricciónДокумент4 страницыCoeficientes de FricciónAndres OsmarОценок пока нет
- El PlomoДокумент48 страницEl PlomoFernando MedinaОценок пока нет
- MC 114-Unidad 11-2020-1-Trat. Term.Документ79 страницMC 114-Unidad 11-2020-1-Trat. Term.omar chuquillanquiОценок пока нет
- Estructura Cristalina-EjerciciosДокумент2 страницыEstructura Cristalina-EjerciciosAndres ArturoОценок пока нет
- Cuadri de ValenciasДокумент2 страницыCuadri de Valenciasevelyn candoОценок пока нет
- Mangueras y AccesoriosДокумент17 страницMangueras y AccesoriosRoberto Zabala100% (1)
- Cómputos Métricos InfraestructuraДокумент9 страницCómputos Métricos Infraestructuraedwin cruzОценок пока нет
- Procedimiento para Instalación de Acometida EléctricaДокумент8 страницProcedimiento para Instalación de Acometida Eléctricalsanchezr01100% (2)
- Laboratorio de CeramicosДокумент11 страницLaboratorio de CeramicosKarlos AbantoОценок пока нет
- Serpentín en Acero Galvanizado Con Termoencogible VsДокумент9 страницSerpentín en Acero Galvanizado Con Termoencogible Vslmposada1Оценок пока нет
- Tasacion Comercial y ArancelariaДокумент23 страницыTasacion Comercial y ArancelariaMartha Carranza100% (1)
- Cronograma de Materiales OkДокумент14 страницCronograma de Materiales OkJosmell Kerlin Fabian GuerraОценок пока нет
- Especif Tec Centr Ab HuasminДокумент21 страницаEspecif Tec Centr Ab HuasminOscar Huamàn AlvaОценок пока нет
- Mobil Centaur™ Moly 2Документ2 страницыMobil Centaur™ Moly 2Arturo AlarcónОценок пока нет
- 1.1.4 Resistencias para CalefaccionДокумент15 страниц1.1.4 Resistencias para CalefaccionAbdiell Cabrera SanchezОценок пока нет
- Facultad de IngenieriaДокумент11 страницFacultad de Ingenieriasebas nuñezОценок пока нет
- Manzana de NewtonДокумент7 страницManzana de NewtonAnonymous EfmbwIarv100% (1)
- Cemento Plan 500Документ38 страницCemento Plan 500Julio Jhonny Terceros PérezОценок пока нет
- Diseno de Linea de Conduccion Tramo 1 4xlsДокумент12 страницDiseno de Linea de Conduccion Tramo 1 4xlsDiCONОценок пока нет
- SCNCДокумент1 страницаSCNCChristian Marcos Calderon PianoОценок пока нет
- Cuestionaririo para Examen PresencialДокумент4 страницыCuestionaririo para Examen PresencialYessi De CalderonОценок пока нет
- Aceros Especiales - SISAДокумент5 страницAceros Especiales - SISAronaldcastillopОценок пока нет
- ET-sistema SanitarioДокумент7 страницET-sistema Sanitariomarcelo fuentesОценок пока нет
- ZavalaPaul - Tarea 5 SoldificacionДокумент3 страницыZavalaPaul - Tarea 5 SoldificacionPee TeОценок пока нет
- Sesión 13 - Carpintería MetálicaДокумент17 страницSesión 13 - Carpintería MetálicaAlexander Rubio GermanОценок пока нет
- Materiales No MetalicosДокумент18 страницMateriales No MetalicosValente Juarez AlejandroОценок пока нет
- Recuperacion de Quimica Grado 10ºДокумент2 страницыRecuperacion de Quimica Grado 10ºFernando Bermúdez TenorioОценок пока нет
- Nabonasar Martínez & Cía S.AДокумент13 страницNabonasar Martínez & Cía S.ALuis Samuel García RodríguezОценок пока нет