Вам также может понравиться
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209От EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Оценок пока нет
- Mastercam X5 PDFДокумент58 страницMastercam X5 PDFDavid FernandezОценок пока нет
- Reporte MaquinadoДокумент21 страницаReporte MaquinadoFrancisco Antonio Espino MoralesОценок пока нет
- Informe 3-Cnc-Mecanizado Con Códigos GДокумент10 страницInforme 3-Cnc-Mecanizado Con Códigos GEddison NuñezОценок пока нет
- Introducción Al Control Numérico ComputarizadoДокумент15 страницIntroducción Al Control Numérico ComputarizadoJonathan OrtizОценок пока нет
- Tema 3 Maquinas CNCДокумент43 страницыTema 3 Maquinas CNCRicardo Dencker CortezОценок пока нет
- Centro de Mecanizado Codigos GДокумент5 страницCentro de Mecanizado Codigos Galex carvajalОценок пока нет
- Manufactura Unidad 2Документ8 страницManufactura Unidad 2Piloto MtzОценок пока нет
- Diseño y Maquinado CNCДокумент23 страницыDiseño y Maquinado CNCAngel RangelОценок пока нет
- Informe 1Документ4 страницыInforme 1Gaby QuevedoОценок пока нет
- Raul Guerra Tarea3Документ8 страницRaul Guerra Tarea3raul guerra100% (1)
- Automatizacion de Un Torno Paralelo Con Control Basado en PCДокумент29 страницAutomatizacion de Un Torno Paralelo Con Control Basado en PCJesus SerranoОценок пока нет
- Tema 2 Maquinas CNCДокумент85 страницTema 2 Maquinas CNCJuan Pablo Sandoval PérezОценок пока нет
- Diseño y Manufactura Asistido Por ComputadoraДокумент28 страницDiseño y Manufactura Asistido Por ComputadoraLeticia TisnadoОценок пока нет
- Informe Nº2Документ11 страницInforme Nº2Alexis AucancelaОценок пока нет
- Mecanizado Del Seggundo TrabajoДокумент11 страницMecanizado Del Seggundo TrabajoAlex VeizagaОценок пока нет
- Informe Final 5: Orno CNC, Consideraciones Economicas, Aplicación de La Manufactura Aditiva Y Learning FactoryДокумент14 страницInforme Final 5: Orno CNC, Consideraciones Economicas, Aplicación de La Manufactura Aditiva Y Learning FactoryJEFRI DAVID SANCHEZОценок пока нет
- Informe CNC EPNДокумент9 страницInforme CNC EPNAlex NuñezОценок пока нет
- 51.-Manufactrua AvanzadaДокумент4 страницы51.-Manufactrua AvanzadaJose Antonio BretonОценок пока нет
- IM08 S11045613 UNTELSTRABAJOAPLICATIVO2021 ProcesosmanufacturaДокумент10 страницIM08 S11045613 UNTELSTRABAJOAPLICATIVO2021 ProcesosmanufacturaFreemanОценок пока нет
- Guia 2Документ9 страницGuia 2Ricardo PonceОценок пока нет
- Mecanización EspolДокумент13 страницMecanización EspolDanny Riofrio CornelОценок пока нет
- Dibujo Asistido Por ComputadoraДокумент9 страницDibujo Asistido Por ComputadoraCinthia DavilaОценок пока нет
- Curso - Edgecam - Basico - 2011 ( ( (CNC) ) )Документ3 страницыCurso - Edgecam - Basico - 2011 ( ( (CNC) ) )JoseОценок пока нет
- Ind - Tarea 5 Procesos PDFДокумент10 страницInd - Tarea 5 Procesos PDF悪彡sunfloωer彡Оценок пока нет
- CAM Vs CIMДокумент9 страницCAM Vs CIMArmando_LopezvОценок пока нет
- I Maquinado CNCДокумент22 страницыI Maquinado CNCstaticfactory9281Оценок пока нет
- Manual Teorico Fresa CNC PDFДокумент19 страницManual Teorico Fresa CNC PDFMorales Huitron Divany AntonioОценок пока нет
- Sistemas CAD - CAMДокумент42 страницыSistemas CAD - CAMSugar159Оценок пока нет
- 05 Practica Torno CNCДокумент4 страницы05 Practica Torno CNCricardoОценок пока нет
- Examen Spa 2Документ2 страницыExamen Spa 2Julio Leonardo CarrascoОценок пока нет
- Manual Practicas Diseno Manufactura Por Computadora-2019 2Документ92 страницыManual Practicas Diseno Manufactura Por Computadora-2019 2rogermantilla08Оценок пока нет
- ¿Qué Es Un Sistema CNC?: Codigos de Programación para CNC Tipos G y MДокумент6 страниц¿Qué Es Un Sistema CNC?: Codigos de Programación para CNC Tipos G y MDaniel GarciaОценок пока нет
- Examen 2 CAMДокумент12 страницExamen 2 CAMSalvador BortoliniОценок пока нет
- Reporte 1 Campro ZineДокумент6 страницReporte 1 Campro ZineZine AlmaОценок пока нет
- Maquinado Reporte MandujanoДокумент23 страницыMaquinado Reporte MandujanoManuel Lira100% (1)
- Entregable 1 CNC BancesДокумент10 страницEntregable 1 CNC BancesYóvánná SánchezОценок пока нет
- PartesДокумент143 страницыPartesEdwin Nosrehy QuispeОценок пока нет
- UNIDAD 2 Programación y Operación CNCДокумент45 страницUNIDAD 2 Programación y Operación CNCEdgar Gonzalez Reyes0% (1)
- Actividad S8 CNCДокумент10 страницActividad S8 CNCJose Angel Serrano DuranОценок пока нет
- Carpeta CNC CAD CAM I 2022Документ38 страницCarpeta CNC CAD CAM I 2022Lorenzo BorriОценок пока нет
- Informe Nº3Документ11 страницInforme Nº3Alexis AucancelaОценок пока нет
- Manufactura Asistida Por ComputadoraДокумент42 страницыManufactura Asistida Por ComputadoraEdward Martin67% (3)
- CAD/CAM Conceptos GeneralesДокумент5 страницCAD/CAM Conceptos Generalesoscar.dominguezОценок пока нет
- ISO-6983Документ5 страницISO-6983Hugo César Gutiérrez SolanoОценок пока нет
- Cuestionario Sobre El Control Numerico - SernaДокумент5 страницCuestionario Sobre El Control Numerico - Sernalupita sernaОценок пока нет
- Diseno Programacion Simulacion Fabricacion CNC CON MASTERCAM X9Документ225 страницDiseno Programacion Simulacion Fabricacion CNC CON MASTERCAM X9Alberto Luna0% (1)
- TESIS Diseno Programacion Simulacion Fabricacion CNC PDFДокумент225 страницTESIS Diseno Programacion Simulacion Fabricacion CNC PDFGranja De Conejos Los Pepés100% (1)
- Codigo GДокумент8 страницCodigo GErick Moreira ValdezОценок пока нет
- 00 Manual ESДокумент68 страниц00 Manual ESBeatriz Mesas MaestraОценок пока нет
- Tif CNCДокумент18 страницTif CNCLizardo M TitiОценок пока нет
- Informe Codigos GДокумент26 страницInforme Codigos GByron Montero0% (1)
- Metodologia Del TornoДокумент28 страницMetodologia Del TornoCarlos HernandezОценок пока нет
- CNC Exposición.Документ24 страницыCNC Exposición.Sara GarciaОценок пока нет
- Práctica 11 Maquinado en Fresadora CNC-1Документ20 страницPráctica 11 Maquinado en Fresadora CNC-1JohnОценок пока нет
- A11 - Malh CNCДокумент12 страницA11 - Malh CNCMiguel López HernándezОценок пока нет
- Mecanizado de Contornos-Nuñez Montesinos Sergio IgnacioДокумент14 страницMecanizado de Contornos-Nuñez Montesinos Sergio IgnacioDaniel S. Molina TorresОценок пока нет
- Practica 3Документ14 страницPractica 3KATIA CASTRO ARMENDARIZОценок пока нет
- Temario Curso CNC - CNCДокумент1 страницаTemario Curso CNC - CNCRobinson danilo Ortega leonОценок пока нет
- Torno CNCДокумент12 страницTorno CNCAndres LozanoОценок пока нет
- Exposición - Universalidad de Los ValoresДокумент2 страницыExposición - Universalidad de Los ValoresEddison NuñezОценок пока нет
- Objeto, Objetividad y ObjetivismoДокумент3 страницыObjeto, Objetividad y ObjetivismoEddison NuñezОценок пока нет
- Ejercicios 2 VigasДокумент6 страницEjercicios 2 VigasEddison NuñezОценок пока нет
- Gestion Empresarial 1, G2, Calderón Bryan, Calero Elmo, Casierra Issac, González Luis, Molina Edgar, Nuñez Eddison 15 Junio 2020Документ3 страницыGestion Empresarial 1, G2, Calderón Bryan, Calero Elmo, Casierra Issac, González Luis, Molina Edgar, Nuñez Eddison 15 Junio 2020Eddison NuñezОценок пока нет
- NEC-cargas de Sismo-Estructuras Metálicas-Soldadura-Cálculo EstructuralДокумент9 страницNEC-cargas de Sismo-Estructuras Metálicas-Soldadura-Cálculo EstructuralEddison NuñezОценок пока нет
- Ejercicios 3 VigasДокумент4 страницыEjercicios 3 VigasEddison NuñezОценок пока нет
- Cap 4Документ6 страницCap 4Eddison NuñezОценок пока нет
- Resumen Cap3-Transferencia de CalorДокумент5 страницResumen Cap3-Transferencia de CalorEddison NuñezОценок пока нет
- Equipo6 D5E4 ForEmДокумент2 страницыEquipo6 D5E4 ForEmÁngel DavidОценок пока нет
- Economía de La Agricultura R. L. CohenДокумент197 страницEconomía de La Agricultura R. L. CohenEleuterio TinjacaОценок пока нет
- Tratamiento de Aguas Residuales-1Документ21 страницаTratamiento de Aguas Residuales-1Carlos Efrain Poot TzucОценок пока нет
- Andres Camilo Velez Herrara - ParcialДокумент7 страницAndres Camilo Velez Herrara - ParcialAndres Camilo Velez Herrera50% (2)
- S06.S2 - MaterialДокумент32 страницыS06.S2 - MaterialMilton Mejia MariñoОценок пока нет
- Enlace QuimicoДокумент46 страницEnlace QuimicoAna Nayde ChristopherОценок пока нет
- Ficha 4º Semana 24 CYT PDFДокумент4 страницыFicha 4º Semana 24 CYT PDFGeorge JuveОценок пока нет
- Autocad 3Документ3 страницыAutocad 3PABLO VILAÑEZОценок пока нет
- DOP ResumenДокумент4 страницыDOP ResumenAnonymous yNMZplPbVОценок пока нет
- S04.s1Taller N 1 Ejercicios de Distribucion Muestral e ICДокумент2 страницыS04.s1Taller N 1 Ejercicios de Distribucion Muestral e ICVENTAS CATABIОценок пока нет
- 1er Parcial Ep Iii G-1 2023 PDFДокумент1 страница1er Parcial Ep Iii G-1 2023 PDFM Fernanda Duran CoroОценок пока нет
- Actividad Entregable 2Документ10 страницActividad Entregable 2Gabriel Alessandro Nicho GarciaОценок пока нет
- Quimica Practica 5Документ26 страницQuimica Practica 5Flor De MariaОценок пока нет
- TESIS ALE Y EMI 2 CompletaДокумент27 страницTESIS ALE Y EMI 2 CompletaalejandroОценок пока нет
- Midas NFX 2017 R1Документ3 страницыMidas NFX 2017 R1Alberth HuamanОценок пока нет
- Ficha Informacion de FamiliaДокумент2 страницыFicha Informacion de Familiacesar ignacioОценок пока нет
- Planos y EjesДокумент4 страницыPlanos y EjesIVONNEОценок пока нет
- GC La Ecuación ContableДокумент17 страницGC La Ecuación ContableLuis Leo DomОценок пока нет
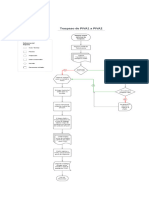
- Procesos de Envios de PIVA1 A PIVA2Документ1 страницаProcesos de Envios de PIVA1 A PIVA2casa.maravillas273Оценок пока нет
- Define El Enfoque de Tu NegocioДокумент6 страницDefine El Enfoque de Tu NegocioJavier BocanumenthОценок пока нет
- 4.matriz de Evaluacion 2016Документ12 страниц4.matriz de Evaluacion 2016fernando horna palominoОценок пока нет
- Laboratorio Capacidad CalorificaДокумент12 страницLaboratorio Capacidad CalorificaJuan Carlos Farfan RomeroОценок пока нет
- Marco TeóricoДокумент3 страницыMarco TeóricoMilena MesaОценок пока нет
- Foro N 01Документ5 страницForo N 01Eduardo Paz castilloОценок пока нет
- Anexo #7 Informe Auditoría Metalmecanica RR S.A.SДокумент4 страницыAnexo #7 Informe Auditoría Metalmecanica RR S.A.Szulay katherine torres moreno100% (1)
- Sebastián Ibarra Mendieta: Guia de Trabajo No 3Документ3 страницыSebastián Ibarra Mendieta: Guia de Trabajo No 3Gilberto Ramirez SeguraОценок пока нет
- GUIA DE TRABAJO Grado 11 #2Документ5 страницGUIA DE TRABAJO Grado 11 #2BJR destrodОценок пока нет
- Estados Financieros ProyectadosДокумент23 страницыEstados Financieros ProyectadosRaul Arenas AsteteОценок пока нет
- Sellador 415Документ2 страницыSellador 415Diego GallardoОценок пока нет
- Audio MarketingДокумент7 страницAudio MarketingMARIA ALEJANDRA BEDOYA CRUZОценок пока нет