Вам также может понравиться
- Design and Analysis of Composite Structures for Automotive Applications: Chassis and DrivetrainОт EverandDesign and Analysis of Composite Structures for Automotive Applications: Chassis and DrivetrainОценок пока нет
- Guide to Load Analysis for Durability in Vehicle EngineeringОт EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonРейтинг: 4 из 5 звезд4/5 (1)
- Chassis OptimizationДокумент42 страницыChassis OptimizationNavyadeep SaiОценок пока нет
- Design of Formula Student Race Car Chassis: Alperen KaleДокумент26 страницDesign of Formula Student Race Car Chassis: Alperen KaleAjay bhosaleОценок пока нет
- Brake CalculationsДокумент15 страницBrake CalculationsSaravanan Saran100% (2)
- BasearДокумент115 страницBasearRicardo StancoОценок пока нет
- Elise ManualДокумент205 страницElise ManualMarek LeśniakОценок пока нет
- Suspension Design by Ravi DeshmukhДокумент11 страницSuspension Design by Ravi DeshmukhsonirocksОценок пока нет
- Brake SystemДокумент76 страницBrake Systemrichmart8210Оценок пока нет
- 3 Automotive Chassis Design v2Документ9 страниц3 Automotive Chassis Design v2peekaydey1968Оценок пока нет
- Baja'18 Problem Statements 1Документ2 страницыBaja'18 Problem Statements 1Shubham GuptaОценок пока нет
- Automotive Chassis DesignДокумент4 страницыAutomotive Chassis DesigndressfeetОценок пока нет
- Brake System Design PDFДокумент10 страницBrake System Design PDFaciddropsОценок пока нет
- Drivetrain ReportДокумент12 страницDrivetrain Reportkushagra pandeyОценок пока нет
- Sae Baja India 2011 (FDR)Документ22 страницыSae Baja India 2011 (FDR)Rahul ReddyОценок пока нет
- VDHS-12 Vehicle Dynamics Design ProcessДокумент15 страницVDHS-12 Vehicle Dynamics Design ProcessHusain Kanchwala100% (1)
- Vehicle Body Engineering: Body Terminology, Visibility & SpaceДокумент36 страницVehicle Body Engineering: Body Terminology, Visibility & SpaceB. selvababuОценок пока нет
- Chapter ThreeДокумент167 страницChapter Threetadiwos100% (1)
- Aerothon 2019: Fixed Wing: Team: Squad Alpha 9Документ13 страницAerothon 2019: Fixed Wing: Team: Squad Alpha 9Saad Anwar ShaikhОценок пока нет
- F1 CARS ChassisДокумент27 страницF1 CARS ChassisNikhil Goyal100% (2)
- Characterization and Modeling of Brushless DC Motors and Electronic Speed Controllers With A DynamometerДокумент19 страницCharacterization and Modeling of Brushless DC Motors and Electronic Speed Controllers With A DynamometerOliver RailaОценок пока нет
- Structural Analysis of Steering Knuckle For Weight ReductionДокумент6 страницStructural Analysis of Steering Knuckle For Weight ReductionMithun V KulkarniОценок пока нет
- Car Chassis Dimensions - Dimensions GuideДокумент4 страницыCar Chassis Dimensions - Dimensions GuideKarthikeyan NavaneethakrishnanОценок пока нет
- Study of An FSAE UndertrayДокумент57 страницStudy of An FSAE UndertrayDaniel MendonçaОценок пока нет
- Suspension Design ProcedureДокумент63 страницыSuspension Design ProcedurejalanayushОценок пока нет
- Baja SAE Auburn Design Report Cleveland State University 16Документ10 страницBaja SAE Auburn Design Report Cleveland State University 16Noel Mahung Melendez100% (1)
- Design and Analysis of Disk BrakeДокумент16 страницDesign and Analysis of Disk BrakeA L Andriana SyaripОценок пока нет
- Automotive Differentials, ReleaseДокумент30 страницAutomotive Differentials, Releasestefanovicana1Оценок пока нет
- Lotus Aluminium Extrusions and AdhesivesДокумент3 страницыLotus Aluminium Extrusions and AdhesivesisaacolsonОценок пока нет
- 2019 BajaSAE Roll Cage Documentation PackageДокумент6 страниц2019 BajaSAE Roll Cage Documentation PackageAndrés LimaОценок пока нет
- Wheels and TyresДокумент12 страницWheels and Tyresஎன் கருத்துОценок пока нет
- Regenerative Braking System.2Документ22 страницыRegenerative Braking System.2Prateek GoutamОценок пока нет
- 18 Cooling Design ReportДокумент30 страниц18 Cooling Design Reportapi-305897190Оценок пока нет
- 09 Suspension ConceptsДокумент33 страницы09 Suspension Conceptskaka1211402Оценок пока нет
- Chassis Design WorkbookДокумент75 страницChassis Design WorkbookKannan SelvarajanОценок пока нет
- 2011 MCC Baja SAE Design ReportДокумент14 страниц2011 MCC Baja SAE Design ReportRonald George100% (3)
- Aerodynamic Design For FSAE CarДокумент4 страницыAerodynamic Design For FSAE CarMohamed NaderОценок пока нет
- CFD of Clubman Roll CagesДокумент18 страницCFD of Clubman Roll CagesJoel ForbesОценок пока нет
- Modern Techniqes of Automotive NVHДокумент7 страницModern Techniqes of Automotive NVHatuladeupesОценок пока нет
- 5245-New Valve Technologies Brochure-9.12Документ5 страниц5245-New Valve Technologies Brochure-9.12Derrick ChongОценок пока нет
- FSAE Aero Initial Performance Predictions - MonashДокумент10 страницFSAE Aero Initial Performance Predictions - MonashPedro BarataОценок пока нет
- Comparative Analysis of Vehicle Suspension System in Matlab-Simulink and Msc-Adams With The Help of Quarter Car ModelДокумент8 страницComparative Analysis of Vehicle Suspension System in Matlab-Simulink and Msc-Adams With The Help of Quarter Car ModelHemanth KrishnaОценок пока нет
- Double WishboneДокумент6 страницDouble WishboneRian SteveОценок пока нет
- Go Kart Design ReportДокумент17 страницGo Kart Design ReportabhayОценок пока нет
- Race Car AerodynamicsДокумент20 страницRace Car AerodynamicsKrishna TejaОценок пока нет
- Brake Report 2015Документ38 страницBrake Report 2015Pratyush NagareОценок пока нет
- Chapter 7Документ43 страницыChapter 7Bairoju Shiva KumarОценок пока нет
- Drag Reduction SystemДокумент5 страницDrag Reduction SystemNemanja SlijepčevićОценок пока нет
- Sae Technical Paper Series: Lonny L. Thompson, Jon K. Lampert and E. Harry LawДокумент12 страницSae Technical Paper Series: Lonny L. Thompson, Jon K. Lampert and E. Harry LawSrikanth SridharanОценок пока нет
- Race Car Semi-Active Suspension Control System - 24 PagesДокумент24 страницыRace Car Semi-Active Suspension Control System - 24 Pagesppankaj2727Оценок пока нет
- Modeling and Validation of Off-Road Vehicle Ride DynamicsДокумент17 страницModeling and Validation of Off-Road Vehicle Ride DynamicsAnderson MoribeОценок пока нет
- High Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsОт EverandHigh Speed Off-Road Vehicles: Suspensions, Tracks, Wheels and DynamicsОценок пока нет
- 2006 Formula Sae Chassis DesignДокумент18 страниц2006 Formula Sae Chassis DesignAngel GuillormeОценок пока нет
- Carbon Fiber RimsДокумент27 страницCarbon Fiber RimsMuneeb AhmedОценок пока нет
- Design of The Sdfuniversity of TorontoДокумент65 страницDesign of The Sdfuniversity of TorontoKaRimNoUrОценок пока нет
- Numerical Simulation of Radial Fatigue Test of WheelДокумент24 страницыNumerical Simulation of Radial Fatigue Test of Wheelabhinayr_14Оценок пока нет
- Complete Design Report Team JaabazДокумент89 страницComplete Design Report Team JaabazpiyushnsitОценок пока нет
- Jurnal 1 Ieevee LPF PDFДокумент4 страницыJurnal 1 Ieevee LPF PDFNanda SalsabilaОценок пока нет
- Furnace Temperature & PCE ConesДокумент3 страницыFurnace Temperature & PCE ConesAbdullrahman Alzahrani100% (1)
- Ethiopian Airlines-ResultsДокумент1 страницаEthiopian Airlines-Resultsabdirahmanguray46Оценок пока нет
- Laudon - Mis16 - PPT - ch11 - KL - CE (Updated Content For 2021) - Managing Knowledge and Artificial IntelligenceДокумент45 страницLaudon - Mis16 - PPT - ch11 - KL - CE (Updated Content For 2021) - Managing Knowledge and Artificial IntelligenceSandaru RathnayakeОценок пока нет
- Case Study To Find Tank Bulging, Radial Growth and Tank Settlement Using API 650Документ15 страницCase Study To Find Tank Bulging, Radial Growth and Tank Settlement Using API 650Jafer SayedОценок пока нет
- Nyambe African Adventures An Introduction To African AdventuresДокумент5 страницNyambe African Adventures An Introduction To African AdventuresKaren LeongОценок пока нет
- Reproduction in PlantsДокумент12 страницReproduction in PlantsAnand Philip PrasadОценок пока нет
- Assessment 4 PDFДокумент10 страницAssessment 4 PDFAboud Hawrechz MacalilayОценок пока нет
- AMO Exercise 1Документ2 страницыAMO Exercise 1Jonell Chan Xin RuОценок пока нет
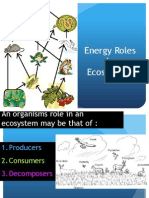
- Energy-Roles-In-Ecosystems-Notes-7 12bДокумент10 страницEnergy-Roles-In-Ecosystems-Notes-7 12bapi-218158367Оценок пока нет
- List of Modern Equipment and Farm ToolsДокумент15 страницList of Modern Equipment and Farm ToolsCarl Johnrich Quitain100% (2)
- 1st Problem Solving Assignment - Barrels of Apples - M383 Sp22.docx-2Документ4 страницы1st Problem Solving Assignment - Barrels of Apples - M383 Sp22.docx-2Kor16Оценок пока нет
- April 2021 BDA Case Study - GroupДокумент4 страницыApril 2021 BDA Case Study - GroupTinashe Chirume1Оценок пока нет
- ArrowrootДокумент8 страницArrowrootSevi CameroОценок пока нет
- Zigbee Technology:19-3-2010: Seminor Title DateДокумент21 страницаZigbee Technology:19-3-2010: Seminor Title Dateitdep_gpcet7225Оценок пока нет
- DLI Watchman®: Vibration Screening Tool BenefitsДокумент2 страницыDLI Watchman®: Vibration Screening Tool Benefitssinner86Оценок пока нет
- O'Dell v. Medallia, Inc. Et Al, 1 - 21-cv-07475, No. 1 (S.D.N.Y. Sep. 7, 2021)Документ15 страницO'Dell v. Medallia, Inc. Et Al, 1 - 21-cv-07475, No. 1 (S.D.N.Y. Sep. 7, 2021)yehuditgoldbergОценок пока нет
- Strategic Capital Management: Group - 4 Jahnvi Jethanandini Shreyasi Halder Siddhartha Bayye Sweta SarojДокумент5 страницStrategic Capital Management: Group - 4 Jahnvi Jethanandini Shreyasi Halder Siddhartha Bayye Sweta SarojSwetaSarojОценок пока нет
- Advanced Physiotherapeutic SyllabusДокумент1 страницаAdvanced Physiotherapeutic SyllabusAnup SharmaОценок пока нет
- Mother Tongue K To 12 Curriculum GuideДокумент18 страницMother Tongue K To 12 Curriculum GuideBlogWatch100% (5)
- Ariba Collaborative Sourcing ProfessionalДокумент2 страницыAriba Collaborative Sourcing Professionalericofx530Оценок пока нет
- Heart Rate Variability Threshold As An Alternative.25Документ6 страницHeart Rate Variability Threshold As An Alternative.25Wasly SilvaОценок пока нет
- ProspДокумент146 страницProspRajdeep BharatiОценок пока нет
- Zambia National FormularlyДокумент188 страницZambia National FormularlyAngetile Kasanga100% (1)
- Rs2-Seamanship (Inc Anchoring, Mooring, Berthing, Pilot Ladder)Документ19 страницRs2-Seamanship (Inc Anchoring, Mooring, Berthing, Pilot Ladder)Mdpn. Salvador67% (3)
- Assembly InstructionsДокумент4 страницыAssembly InstructionsAghzuiОценок пока нет
- Rocker ScientificДокумент10 страницRocker ScientificRody JHОценок пока нет
- Ransomware: Prevention and Response ChecklistДокумент5 страницRansomware: Prevention and Response Checklistcapodelcapo100% (1)
- Design Practical Eden Swithenbank Graded PeДокумент7 страницDesign Practical Eden Swithenbank Graded Peapi-429329398Оценок пока нет
- Simon Fraser University: Consent and Release FormДокумент1 страницаSimon Fraser University: Consent and Release FormpublicsqОценок пока нет