Вам также может понравиться
- Formato Armada N14Документ23 страницыFormato Armada N14Victor Montesdeoca82% (11)
- Instructivom Motor m11 IsmДокумент11 страницInstructivom Motor m11 IsmLuisRosero100% (7)
- Apriete de Bancada IsxДокумент7 страницApriete de Bancada Isxgustavo71% (7)
- Sincronización Cummins ISX TF VICTORДокумент4 страницыSincronización Cummins ISX TF VICTORCastilloCG91% (22)
- Torque IxsДокумент4 страницыTorque IxsManuel FernandezОценок пока нет
- Sincronización de Motor ISX-15Документ24 страницыSincronización de Motor ISX-15antonio Ordoñez96% (23)
- Sincronizacion Basica de Un Motor ISXДокумент33 страницыSincronizacion Basica de Un Motor ISXJose Figueroa92% (13)
- Medidas de Cuñas para Puesta A Tiempo Segun CPL de Motores IsxДокумент10 страницMedidas de Cuñas para Puesta A Tiempo Segun CPL de Motores IsxPalestina Yan100% (8)
- Biela y Piston IsxДокумент9 страницBiela y Piston Isxgustavo50% (4)
- BANCADASДокумент6 страницBANCADASFredy Coyago100% (2)
- Torque Cabeza Isx15Документ1 страницаTorque Cabeza Isx15Jorge Sanchez80% (5)
- TORQUE DE TREN DE BALANCINES DEL ISM, ISMe y QSM11Документ10 страницTORQUE DE TREN DE BALANCINES DEL ISM, ISMe y QSM11Nestor Zela Maman100% (5)
- Sincronizacion Basica Isx15Документ5 страницSincronizacion Basica Isx15Jorge Sanchez80% (5)
- Calibracion de Valvulas de Motor IscДокумент5 страницCalibracion de Valvulas de Motor IscAnonymous DCVtbRGe85% (13)
- Sincronizacion Basica Motor ISXДокумент14 страницSincronizacion Basica Motor ISXRobles Jmr100% (3)
- Valores de torque del motor ISX / SignatureДокумент17 страницValores de torque del motor ISX / SignatureJhon Hever Benitez Hernandez100% (6)
- 1797 Ajuste de Valvulas Inyectores y Jacobs Motor Cummins Isx Afinamiento Motor ISXДокумент18 страниц1797 Ajuste de Valvulas Inyectores y Jacobs Motor Cummins Isx Afinamiento Motor ISXBernardo Oliva93% (15)
- Accesorios de Motor IsxДокумент74 страницыAccesorios de Motor IsxMissael Lavado Marquez67% (6)
- Cabeza de Cilindros IsxДокумент49 страницCabeza de Cilindros IsxgustavoОценок пока нет
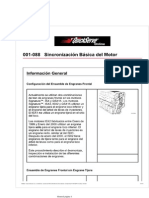
- Sincronizacion Basica Del Motor Isx Cm570Документ31 страницаSincronizacion Basica Del Motor Isx Cm570Fredy CoyagoОценок пока нет
- ISX15 CM2250 Calibración de ValvulasДокумент12 страницISX15 CM2250 Calibración de Valvulashamilton miranda100% (2)
- 1 - Inyector ISX & Procedimientos Eje de BalancinesДокумент21 страница1 - Inyector ISX & Procedimientos Eje de BalancinesClaudio Flores100% (4)
- Cabesa de Cilindros IsxДокумент42 страницыCabesa de Cilindros IsxHamilton Miranda100% (3)
- Calibración de valvulas e inyectores del motor Detroit Serie 60Документ2 страницыCalibración de valvulas e inyectores del motor Detroit Serie 60Jhordan Mariño92% (95)
- Juego de EngranesДокумент8 страницJuego de EngranesMarcoglm100% (2)
- Ensamble Del Pistón de Una-Pieza Y Anillo Del Pistón PDFДокумент5 страницEnsamble Del Pistón de Una-Pieza Y Anillo Del Pistón PDFHamilton Miranda0% (1)
- Valvula de Cierre de Combuustible - IsxДокумент2 страницыValvula de Cierre de Combuustible - IsxDeiby Celemin33% (3)
- Tabla de Apriete Motor Detroit Serie 60Документ1 страницаTabla de Apriete Motor Detroit Serie 60Wilson Calizaya Manuel100% (7)
- Calibracion IsxДокумент8 страницCalibracion IsxNavarrete Reny100% (3)
- 2 - IsX Procedimientos Tren de Engranes FrontalДокумент30 страниц2 - IsX Procedimientos Tren de Engranes FrontalErick Ovalle Aravena83% (6)
- Isx Manual de Op y ManttoДокумент138 страницIsx Manual de Op y Manttoingmec6100% (19)
- Calibracion de Valvulas e Inyectores N3 Ddec V - Motor DD Serie 60 Epa ́04 - Torques - S60 DdecДокумент2 страницыCalibracion de Valvulas e Inyectores N3 Ddec V - Motor DD Serie 60 Epa ́04 - Torques - S60 DdecTALLER MECADIESELОценок пока нет
- Calibracion de Motores CumminsДокумент5 страницCalibracion de Motores CumminsJorge Luis Cervantes Carrillo94% (36)
- Sincronizacion IsxДокумент20 страницSincronizacion IsxVeterano del CaminoОценок пока нет
- Torques y Calibración Del Motor n14Документ1 страницаTorques y Calibración Del Motor n14angel hernandez94% (53)
- Calibracion de Valvulas e Inyectores de Motor Ddec V PDFДокумент2 страницыCalibracion de Valvulas e Inyectores de Motor Ddec V PDFAlan Wear88% (80)
- IsmДокумент8 страницIsmRodolfo Alberto86% (7)
- CALIBRACIONES DE MOTORES ELECTRONICOS C9 C12 XDДокумент41 страницаCALIBRACIONES DE MOTORES ELECTRONICOS C9 C12 XDLiliana Rebeca Santos santos100% (1)
- Bancada Isx15Документ8 страницBancada Isx15marvi martinezОценок пока нет
- Sincronizacion Isx15Документ17 страницSincronizacion Isx15garos reyesОценок пока нет
- Desmontaje Del Camshaft HousingДокумент4 страницыDesmontaje Del Camshaft HousingSatooAtheiОценок пока нет
- x15 SincronizacionДокумент19 страницx15 Sincronizaciondany100% (2)
- Ajuste de Valvulas Motor IsxДокумент17 страницAjuste de Valvulas Motor IsxJose Figueroa75% (8)
- Ajustes Bancada y Biela IscДокумент3 страницыAjustes Bancada y Biela IscFelix RodriguezОценок пока нет
- Cummins Ism Cm876 Armado de BalancinesДокумент57 страницCummins Ism Cm876 Armado de Balancinesmauricio gomez100% (2)
- Manual del Cigüeñal DD13-16Документ20 страницManual del Cigüeñal DD13-16JUAN ERNESTO BETANCUR OSORIO100% (5)
- Formato Isf 2.8Документ18 страницFormato Isf 2.8Victor Montesdeoca95% (61)
- Instalación del cigüeñal en motores CumminsДокумент18 страницInstalación del cigüeñal en motores CumminsVictor Montesdeoca86% (7)
- Daniel Suarez Vega - Inspeccion Tecnica Del Motor - MonoblockДокумент17 страницDaniel Suarez Vega - Inspeccion Tecnica Del Motor - MonoblockisacОценок пока нет
- Valmet 420 DS - 620 DДокумент4 страницыValmet 420 DS - 620 DJonhОценок пока нет
- Informe Tecnico Motor LADA CLIENTE INACAPДокумент5 страницInforme Tecnico Motor LADA CLIENTE INACAPREMAQ CHILE SPAОценок пока нет
- INFORME DEL ISUZU 4JJ1 Labrador TurДокумент4 страницыINFORME DEL ISUZU 4JJ1 Labrador TurEmg SaiОценок пока нет
- Diagnóstico motor CumminsДокумент21 страницаDiagnóstico motor CumminsDheverlynt Patilla Huanay100% (2)
- Taller 7. Pistón y BielaДокумент11 страницTaller 7. Pistón y BielaNicolasОценок пока нет
- Motores (Mediciones) 22Документ15 страницMotores (Mediciones) 22jhordanОценок пока нет
- Fooo 409219Документ3 страницыFooo 409219Miguel RojasОценок пока нет
- POLOДокумент4 страницыPOLOMartin Miguel Gomez SalviОценок пока нет
- Ajustes y Mediciones 580 MДокумент43 страницыAjustes y Mediciones 580 MLuis Ortíz ArayaОценок пока нет
- Motor M 790 ESPДокумент9 страницMotor M 790 ESPJefferson Humberto HerreraОценок пока нет
- Anillos Del PistónДокумент5 страницAnillos Del Pistónjuan usugaОценок пока нет
- Examen Automotriz Conocimientos BasicosДокумент65 страницExamen Automotriz Conocimientos BasicosVictor Montesdeoca0% (1)
- CAN DiagnosisДокумент3 страницыCAN Diagnosisromeo_mecОценок пока нет
- Manual de Servicio Inyectores de Doble ResorteДокумент52 страницыManual de Servicio Inyectores de Doble ResorteMiguel Chacon93% (15)
- 0 460 426 368 DespieceДокумент6 страниц0 460 426 368 DespieceVictor MontesdeocaОценок пока нет
- Table Calibraci N Inyec Doble ResorteДокумент2 страницыTable Calibraci N Inyec Doble ResorteUserfabian215Оценок пока нет
- Limpieza Ultrasónica: Dispositivo de Ondas Ultrasónicas para Limpiar ObjetosДокумент2 страницыLimpieza Ultrasónica: Dispositivo de Ondas Ultrasónicas para Limpiar ObjetosVictor Montesdeoca100% (1)
- D7R MotorДокумент3 страницыD7R MotorLuis Arturo Arenales MaytaОценок пока нет
- Esquema Eléctrico FM - FH - 730000 (Parte - 1)Документ150 страницEsquema Eléctrico FM - FH - 730000 (Parte - 1)Carlos Javier Miranda86% (36)
- FUNCIONAMIENTO vp44tfДокумент4 страницыFUNCIONAMIENTO vp44tfWicho Merino JeronimoОценок пока нет
- Cat D7r-Ii EspecificacionesДокумент12 страницCat D7r-Ii EspecificacionesVictor MontesdeocaОценок пока нет
- Freno de Motor Jacobs 760Документ31 страницаFreno de Motor Jacobs 760Mecanica Automotriz Orgumotors100% (19)
- Actuadores para Isx y SignatureXXXXXXXДокумент4 страницыActuadores para Isx y SignatureXXXXXXXDavid Gasca100% (4)
- ISUZU Dispocision de Componentes Motor Tier 3 IsuzuДокумент67 страницISUZU Dispocision de Componentes Motor Tier 3 IsuzuDavid Ceron100% (1)
- Manual Frenos de Aire Bendix PDFДокумент68 страницManual Frenos de Aire Bendix PDFCalixto Obregón López100% (4)
- QSOL Entrenamiento Completo EspañolДокумент60 страницQSOL Entrenamiento Completo EspañolVictor Montesdeoca100% (4)
- Formato Isf 2.8Документ18 страницFormato Isf 2.8Victor Montesdeoca95% (61)
- ISUZU Dispocision de Componentes Motor Tier 3 IsuzuДокумент67 страницISUZU Dispocision de Componentes Motor Tier 3 IsuzuDavid Ceron100% (1)
- Instalación del cigüeñal en motores CumminsДокумент18 страницInstalación del cigüeñal en motores CumminsVictor Montesdeoca86% (7)
- Formato Isf 2.8Документ18 страницFormato Isf 2.8Victor Montesdeoca95% (61)
- Serie de Frenos de AireДокумент176 страницSerie de Frenos de Aireanali100% (2)
- QSOL Entrenamiento Completo EspañolДокумент60 страницQSOL Entrenamiento Completo EspañolVictor Montesdeoca100% (4)
- Manual Ecus 1Документ39 страницManual Ecus 1OsvaldoRaulHourcadeОценок пока нет
- Diagnóstico hidráulico 2002Документ21 страницаDiagnóstico hidráulico 2002Victor Montesdeoca83% (6)
- Manual Frenos de Aire Bendix PDFДокумент68 страницManual Frenos de Aire Bendix PDFCalixto Obregón López100% (4)
- Capitulo1 Eps HyundaiДокумент43 страницыCapitulo1 Eps Hyundai08088338100% (1)
- Manual Frenos de Aire Bendix PDFДокумент68 страницManual Frenos de Aire Bendix PDFCalixto Obregón López100% (4)
- Fusiblera Cea PDFДокумент18 страницFusiblera Cea PDFlada1119100% (2)
- INMOДокумент100 страницINMODaniel Bischoff100% (5)
- ABC Motores A InyeccionДокумент8 страницABC Motores A InyeccionJess ZhucozhanayОценок пока нет
- Curso de Motores DieselДокумент18 страницCurso de Motores DieselRaul Espinoza del CampoОценок пока нет
- FICHA Motor Lombardini Enfriado Por Agua LDW 1003 1800 RPM para Torres de Iluminacio N 20HP 3 CILINDROSДокумент2 страницыFICHA Motor Lombardini Enfriado Por Agua LDW 1003 1800 RPM para Torres de Iluminacio N 20HP 3 CILINDROSmaogomo1256Оценок пока нет
- Caja CVT Jatco de CaliberДокумент276 страницCaja CVT Jatco de CaliberJulio Cesar Martinez100% (5)
- Trabajo Generalidades - Unidad 1 Electiva Arango - LicedДокумент8 страницTrabajo Generalidades - Unidad 1 Electiva Arango - LicedLICED DANIELA ARANGO PEÑAОценок пока нет
- Sesion #5 Motores de Combustión Interna 5 C2 2019-1Документ83 страницыSesion #5 Motores de Combustión Interna 5 C2 2019-1Angel CorcegaОценок пока нет
- Comprobar La Presión de CompresiónДокумент4 страницыComprobar La Presión de Compresiónyohan jaimes huamanОценок пока нет
- Manual de Partes 785C PDFДокумент1 496 страницManual de Partes 785C PDFYimmy Macías Pérez100% (1)
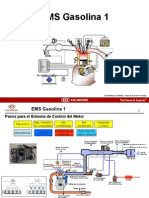
- EMS Gasoline 1Документ39 страницEMS Gasoline 1hiram54100% (1)
- Conector Obd2Документ4 страницыConector Obd2Mauricio Garcia100% (2)
- Procedimiento CTVДокумент25 страницProcedimiento CTVLuCho SiguenzaОценок пока нет
- Manual de CalidadДокумент4 страницыManual de CalidadLeo BondОценок пока нет
- Sensores MahindraДокумент15 страницSensores Mahindraaldo espinoza100% (2)
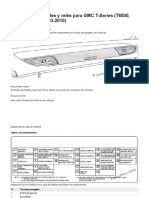
- Digrama Fusibles GMC t7500 2006Документ8 страницDigrama Fusibles GMC t7500 2006ObedAlvaradoОценок пока нет
- Prueba Keeway RKV 125 CC (Moto125)Документ7 страницPrueba Keeway RKV 125 CC (Moto125)CordobessaОценок пока нет
- Plan de trabajo del módulo de Inyección Electrónica DieselДокумент4 страницыPlan de trabajo del módulo de Inyección Electrónica DieselIvan AlvaradoОценок пока нет
- 4.1 Significado de Luces en Tablero de Instrumentos-V2Документ23 страницы4.1 Significado de Luces en Tablero de Instrumentos-V2Jhonn YorinОценок пока нет
- Carburador ZenithДокумент3 страницыCarburador ZenithOscar SalazarОценок пока нет
- Manual Motoazada Kipor KGT510L PDFДокумент44 страницыManual Motoazada Kipor KGT510L PDFVictor Lindo GasteloОценок пока нет
- Cadena de La Distribución Peugeot Bipper 1.3 FHZДокумент3 страницыCadena de La Distribución Peugeot Bipper 1.3 FHZFrancisco miralles aparicioОценок пока нет
- FCH f150 Ficha TecnicaДокумент2 страницыFCH f150 Ficha TecnicaRenatoОценок пока нет
- Prostar Diag - ElectricoДокумент355 страницProstar Diag - Electricoanon_52133583497% (38)
- Formato de Mantenimineto ActualizadoДокумент5 страницFormato de Mantenimineto Actualizadoalexander nava ferrerОценок пока нет
- Gestion Electronica DieselДокумент12 страницGestion Electronica Dieseledward smith quiel100% (1)
- Informe de FrenosДокумент77 страницInforme de FrenosCarlos Beltrán60% (10)
- Aprilia RS 50 1993 - 1995Документ45 страницAprilia RS 50 1993 - 1995Alejandro InfanteОценок пока нет
- c4 2006 Page 009 010 IdentificationДокумент2 страницыc4 2006 Page 009 010 IdentificationjuanaОценок пока нет
- Sistema de Transmision CVTДокумент30 страницSistema de Transmision CVTMariaFernandaArancibiaCortesОценок пока нет
- Como Probar El Modulo de Encendido y El Sensor Del CigüeñalДокумент24 страницыComo Probar El Modulo de Encendido y El Sensor Del Cigüeñaljose peres100% (1)
- Versa Manual 12 PDFДокумент1 страницаVersa Manual 12 PDFJarehОценок пока нет