Вам также может понравиться
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Packing List For GermanyДокумент2 страницыPacking List For GermanyarjungangadharОценок пока нет
- Adel Lock ManualДокумент1 страницаAdel Lock Manual24245677843Оценок пока нет
- Cheng Ching Yo Ethylacetate PilotДокумент6 страницCheng Ching Yo Ethylacetate Pilotmaissam ferdosiОценок пока нет
- 2008-Ralph H. Weiland2 PDFДокумент4 страницы2008-Ralph H. Weiland2 PDFmaissam ferdosiОценок пока нет
- 2012 - Distillation ArrangementsДокумент5 страниц2012 - Distillation Arrangementsmaissam ferdosiОценок пока нет
- 2007-Alternative Stripper Configurations For CO2 (Babatunde A. Oyenekan and Gary T. Rochelle)Документ44 страницы2007-Alternative Stripper Configurations For CO2 (Babatunde A. Oyenekan and Gary T. Rochelle)maissam ferdosiОценок пока нет
- 2003-An Enhanced Amine-Based CO2 Capture Process (FLUOR's ECONAMINE)Документ11 страниц2003-An Enhanced Amine-Based CO2 Capture Process (FLUOR's ECONAMINE)maissam ferdosiОценок пока нет
- Cascade Configuration Tool: Installation and Operations ManualДокумент22 страницыCascade Configuration Tool: Installation and Operations ManualAndrés GarciaОценок пока нет
- Proac Studio 100: Monitor Level Performance From An Established Compact DesignДокумент2 страницыProac Studio 100: Monitor Level Performance From An Established Compact DesignAnonymous c3vuAsWAОценок пока нет
- Ruby Onyinyechi Amanze - Werte Magazine - 2019Документ2 страницыRuby Onyinyechi Amanze - Werte Magazine - 2019José LaertonОценок пока нет
- Complete DaikinДокумент11 страницComplete DaikinAGNIDEEP BAIDYAОценок пока нет
- SBU PlanningДокумент13 страницSBU PlanningMohammad Raihanul HasanОценок пока нет
- Stability TestДокумент28 страницStability TestjobertОценок пока нет
- Cause List 2.1.2023Документ4 страницыCause List 2.1.2023あいうえおかきくけこОценок пока нет
- 04 DosimetryДокумент104 страницы04 DosimetryEdmond ChiangОценок пока нет
- Datasheet TBJ SBW13009-KДокумент5 страницDatasheet TBJ SBW13009-KMarquinhosCostaОценок пока нет
- Differentiating Language Difference and Language Disorder - Information For Teachers Working With English Language Learners in The Schools PDFДокумент23 страницыDifferentiating Language Difference and Language Disorder - Information For Teachers Working With English Language Learners in The Schools PDFIqra HassanОценок пока нет
- Science: BiologyДокумент22 страницыScience: BiologyMike RollideОценок пока нет
- TuberkulosisДокумент285 страницTuberkulosisTeuku M. FebriansyahОценок пока нет
- A Technical Report ON Centre of Pressure ONA Plane Surface ExperimentДокумент13 страницA Technical Report ON Centre of Pressure ONA Plane Surface ExperimentVictor OwolekeОценок пока нет
- Electrostatics Practice ProblemsДокумент4 страницыElectrostatics Practice ProblemsMohammed Aftab AhmedОценок пока нет
- 14 Days of Prayer and FastingДокумент40 страниц14 Days of Prayer and FastingntsakoramphagoОценок пока нет
- User Manual PocketBookДокумент74 страницыUser Manual PocketBookmisu2001Оценок пока нет
- Anansi and His Six Sons An African MythДокумент3 страницыAnansi and His Six Sons An African MythShar Nur JeanОценок пока нет
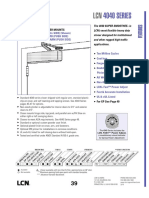
- 4040 SERIES: Hinge (Pull Side) (Shown) Top Jamb (Push Side) Parallel Arm (Push Side)Документ11 страниц4040 SERIES: Hinge (Pull Side) (Shown) Top Jamb (Push Side) Parallel Arm (Push Side)Melrose FabianОценок пока нет
- Cover PageДокумент10 страницCover PageAvijit GhoshОценок пока нет
- CrumpleZonesSE (Edit)Документ12 страницCrumpleZonesSE (Edit)Dah Unknown MarksmenОценок пока нет
- FORM Module IpsДокумент10 страницFORM Module IpsRizalОценок пока нет
- Device InfoДокумент3 страницыDevice InfoGrig TeoОценок пока нет
- Spies May Be Gathering Encrypted Data To Crack With Future Quantum ComputerДокумент1 страницаSpies May Be Gathering Encrypted Data To Crack With Future Quantum ComputerHÀ ĐỖ VIẾTОценок пока нет
- Mother Tongue Based Instruction in The Newly Implemented K To 12 Curriculum of The PhilippinesДокумент16 страницMother Tongue Based Instruction in The Newly Implemented K To 12 Curriculum of The PhilippinesEi JayОценок пока нет
- Charging Station For E-Vehicle Using Solar With IOTДокумент6 страницCharging Station For E-Vehicle Using Solar With IOTjakeОценок пока нет
- Project in Precal: Mary Joyce MolinesДокумент11 страницProject in Precal: Mary Joyce MolinesJaja KeykОценок пока нет
- 陳v Endometrial Cancer 2Документ48 страниц陳v Endometrial Cancer 201范芷紜Оценок пока нет
- RS577 - Civil Engineering Curriculum 2073Документ90 страницRS577 - Civil Engineering Curriculum 2073mahesh bhattaraiОценок пока нет