Вам также может понравиться
- Introduction To Industrial Engineering-TAPECДокумент28 страницIntroduction To Industrial Engineering-TAPECrobinОценок пока нет
- Subject: IE and PM Assignment 1Документ66 страницSubject: IE and PM Assignment 1Rakesh ShОценок пока нет
- Industrial Management - Evolution of Management ThoughtДокумент52 страницыIndustrial Management - Evolution of Management Thoughtkevin kuriakoseОценок пока нет
- Engineering ManagementДокумент21 страницаEngineering ManagementVince Jay Cariño InsaoОценок пока нет
- Lesson - Intro To IEДокумент5 страницLesson - Intro To IEPrincess joy De RuedaОценок пока нет
- Management 1Документ22 страницыManagement 1Muhammad Umair AhmedОценок пока нет
- Omar Theaba 21911720Документ5 страницOmar Theaba 21911720يارا حسينОценок пока нет
- Industrial EnggДокумент75 страницIndustrial EnggAlthaf VAОценок пока нет
- Introduction To Industrial Engineering: Prepared By: Maria Socorro M. Bunda PIEДокумент27 страницIntroduction To Industrial Engineering: Prepared By: Maria Socorro M. Bunda PIEJM De LeonОценок пока нет
- Lesson 1Документ14 страницLesson 1Jensen Rowie PasngadanОценок пока нет
- Industrial Engineering & Ergonomics (Me 392)Документ35 страницIndustrial Engineering & Ergonomics (Me 392)Sampson DziwornuОценок пока нет
- Unit 1 1. What Is Operation Management? Discuss About Scope and Objectives?Документ48 страницUnit 1 1. What Is Operation Management? Discuss About Scope and Objectives?Sudheer NaiduОценок пока нет
- Group - 4 - HSM MST Assigment Final - New1Документ25 страницGroup - 4 - HSM MST Assigment Final - New1Berhanu KebedeОценок пока нет
- Machine Design Project PPT - NewДокумент43 страницыMachine Design Project PPT - NewAdugna GosaОценок пока нет
- Science Behind Industrial and Management EngineeringДокумент20 страницScience Behind Industrial and Management EngineeringArijuka ColetaОценок пока нет
- Assignment No. 1 (IM&P) wAQARДокумент6 страницAssignment No. 1 (IM&P) wAQARHafiz Abdul rehmanОценок пока нет
- Engineering Management NotesДокумент12 страницEngineering Management NotesAishlly OrtizОценок пока нет
- Engineering Management NotesДокумент21 страницаEngineering Management NotesOscar Jr SaturninoОценок пока нет
- FALLSEM2023-24 MEE1014 TH VL2023240101810 2023-07-25 Reference-Material-IДокумент10 страницFALLSEM2023-24 MEE1014 TH VL2023240101810 2023-07-25 Reference-Material-IDivya ShivanandОценок пока нет
- CEE+3348+1 Lesson+One+ +Intro+to+PMДокумент44 страницыCEE+3348+1 Lesson+One+ +Intro+to+PMChachi CОценок пока нет
- IEM Material 2022Документ68 страницIEM Material 2022chelluboina satyakiranОценок пока нет
- Engineering Management Notes 2Документ32 страницыEngineering Management Notes 2Oscar Jr SaturninoОценок пока нет
- Week 2Документ31 страницаWeek 2tfrncsgioОценок пока нет
- UNIT-1 Industrial Management EHU-601Документ27 страницUNIT-1 Industrial Management EHU-601sarvar aliОценок пока нет
- Industrial EngineeringДокумент191 страницаIndustrial EngineeringNikhil WaghalkarОценок пока нет
- PDF Document 7Документ20 страницPDF Document 7Happi TummyОценок пока нет
- 5 6052945999217820047 PDFДокумент93 страницы5 6052945999217820047 PDFFifa HDОценок пока нет
- Operation Research BookДокумент225 страницOperation Research BookChaturvedi Vuchula100% (2)
- Production and Materials ManagementДокумент277 страницProduction and Materials ManagementSM FriendОценок пока нет
- Method EngineeringДокумент9 страницMethod EngineeringChiaki Hidayah100% (1)
- Human Asset Management: ... People Aspects Seem To Dominate The Most Expensive Project DisastersДокумент4 страницыHuman Asset Management: ... People Aspects Seem To Dominate The Most Expensive Project DisastersDina Kustiana ArumsariОценок пока нет
- Chapter 1 ORДокумент22 страницыChapter 1 ORAbdisamed Allaale100% (1)
- Iem Unit 1Документ12 страницIem Unit 1Sri harshaОценок пока нет
- Internal Assignment No. 1: Mbao 1 YearДокумент27 страницInternal Assignment No. 1: Mbao 1 YearMahesh KОценок пока нет
- AssignmentДокумент13 страницAssignmentKushal MalhotraОценок пока нет
- EngMan MergedДокумент72 страницыEngMan MergedWycleaf Geffin GalulaОценок пока нет
- Week 1 CoursewareДокумент9 страницWeek 1 CoursewareMariaEzzaSyUyОценок пока нет
- Module 1Документ5 страницModule 1Mariel SibuloОценок пока нет
- Lecture 01 - The Field of ManagementДокумент6 страницLecture 01 - The Field of ManagementPurple IseahОценок пока нет
- Operations Reserch Unit 1&2Документ35 страницOperations Reserch Unit 1&2RoОценок пока нет
- Operations Management and Decision MakingДокумент5 страницOperations Management and Decision MakingJulie Fe VergaraОценок пока нет
- 1 PTI Introduction1Документ29 страниц1 PTI Introduction1Creation YourОценок пока нет
- 1 PTI Introduction IEДокумент28 страниц1 PTI Introduction IEChan WoosungОценок пока нет
- Industrial Engineering Lecture 02Документ21 страницаIndustrial Engineering Lecture 02jatinОценок пока нет
- Engineering Management 1Документ5 страницEngineering Management 1Jiever Neil AustriaОценок пока нет
- Courseware: Cebu Institute of Technology UniversityДокумент11 страницCourseware: Cebu Institute of Technology UniversityJay Ann ArellanoОценок пока нет
- iNDUSTRIAL ENGINEERING UINTRODUCTIOMДокумент49 страницiNDUSTRIAL ENGINEERING UINTRODUCTIOMe tutorОценок пока нет
- Introduction To ManagementДокумент110 страницIntroduction To ManagementRoshna JampalaОценок пока нет
- Introduction To Methods EngineeringДокумент21 страницаIntroduction To Methods EngineeringMaria Lavesque50% (2)
- ES034 Courseware Week1Документ10 страницES034 Courseware Week1Roy Christian OroОценок пока нет
- Handout 1 - Introduction To Engineering ManagementДокумент23 страницыHandout 1 - Introduction To Engineering ManagementtopherskiОценок пока нет
- Subject Code and Name FacultyДокумент4 страницыSubject Code and Name FacultyRohitGuptaОценок пока нет
- Chapter 1Документ14 страницChapter 1edersonОценок пока нет
- Fundamentals of IE Lec NotesДокумент41 страницаFundamentals of IE Lec NotesChristian DuranaОценок пока нет
- 1 The Field of Engineering ManagementДокумент25 страниц1 The Field of Engineering ManagementDaille Wroble GrayОценок пока нет
- Principles of Management.. by Philip KotlerДокумент51 страницаPrinciples of Management.. by Philip KotlerSiddhartha Neog86% (7)
- Case Studies in Maintenance and Reliability: A Wealth of Best PracticesОт EverandCase Studies in Maintenance and Reliability: A Wealth of Best PracticesРейтинг: 5 из 5 звезд5/5 (1)
- The Demand Driven Adaptive Enterprise: Surviving, Adapting, and Thriving in a VUCA WorldОт EverandThe Demand Driven Adaptive Enterprise: Surviving, Adapting, and Thriving in a VUCA WorldОценок пока нет
- Advertisement BALДокумент1 страницаAdvertisement BALshailendra kumarОценок пока нет
- FOMC & MKT Implications 280722Документ2 страницыFOMC & MKT Implications 280722shailendra kumarОценок пока нет
- ICICI Prudential MF Head Start - 03082022Документ2 страницыICICI Prudential MF Head Start - 03082022shailendra kumarОценок пока нет
- Guidelines and Criteria For Physical Fitness For Pre-Employment Medical ExaminationДокумент16 страницGuidelines and Criteria For Physical Fitness For Pre-Employment Medical ExaminationAlok Kumar HotaОценок пока нет
- Guidelines and Criteria For Physical Fitness For Pre-Employment Medical ExaminationДокумент16 страницGuidelines and Criteria For Physical Fitness For Pre-Employment Medical ExaminationAlok Kumar HotaОценок пока нет
- Automotive Quality High-Power: Stanley Electric's Latest High-Power IR LEDДокумент1 страницаAutomotive Quality High-Power: Stanley Electric's Latest High-Power IR LEDbobbbОценок пока нет
- Watermaster Rev.wДокумент52 страницыWatermaster Rev.wJack NgОценок пока нет
- Error ArcGIS Hresult 0x800736fdДокумент2 страницыError ArcGIS Hresult 0x800736fdmmx233Оценок пока нет
- Computerized Decision Making KevinДокумент7 страницComputerized Decision Making KevinKevinDennison100% (4)
- Design and Implementation of BPSK Audio TransmiterДокумент5 страницDesign and Implementation of BPSK Audio TransmiterVipul KumarОценок пока нет
- Hcit End of Cluster Test Practical 1Документ4 страницыHcit End of Cluster Test Practical 1api-247871582Оценок пока нет
- Curriculam Vitae: Subair Pallimali Sharafiyyah, Jeddah. Mobile: 054 3027 157Документ3 страницыCurriculam Vitae: Subair Pallimali Sharafiyyah, Jeddah. Mobile: 054 3027 157subairpm100% (1)
- Control S Lec 1-11Документ11 страницControl S Lec 1-11Aloysious Aries GonzagaОценок пока нет
- Joby Charging GEACS FinalДокумент2 страницыJoby Charging GEACS Finalhjkim0907Оценок пока нет
- Speed Controllers - FANSДокумент5 страницSpeed Controllers - FANSEmanuel LucaОценок пока нет
- WORKSHOP ON Business AnalyticsДокумент2 страницыWORKSHOP ON Business AnalyticssubramonianОценок пока нет
- Subject: Distribution Transformer (Manufacturer - HEMG)Документ2 страницыSubject: Distribution Transformer (Manufacturer - HEMG)Wency JavateОценок пока нет
- Segregating Tweets Using Machine LearningДокумент4 страницыSegregating Tweets Using Machine LearningInternational Journal of Innovative Science and Research TechnologyОценок пока нет
- Chapter 2 - Key Roles and Responsibilities - UpdatedДокумент27 страницChapter 2 - Key Roles and Responsibilities - Updatedferran fangОценок пока нет
- Week 5 Gap Analysis AssignmentДокумент3 страницыWeek 5 Gap Analysis AssignmentcatherineholthausОценок пока нет
- Pina301 Test1 Marking Memo 2023Документ5 страницPina301 Test1 Marking Memo 202322025966Оценок пока нет
- Dbms Solutions For Past Question PapersДокумент31 страницаDbms Solutions For Past Question PapersAriel PeterОценок пока нет
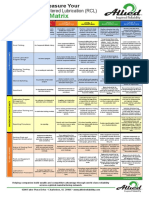
- Allied Maturity Matrix 14 Reliability Centered Lubrication PDFДокумент2 страницыAllied Maturity Matrix 14 Reliability Centered Lubrication PDFHossein100% (1)
- Tom Lab Manual 2021 2022Документ78 страницTom Lab Manual 2021 2022atikmkaziОценок пока нет
- Datasheet - HK Pcf7991at 450658Документ1 страницаDatasheet - HK Pcf7991at 450658Adrian FernandezОценок пока нет
- How Does A MOOG Servo Valve OperatesДокумент5 страницHow Does A MOOG Servo Valve OperatesMikoto Rifky100% (1)
- The Remack Difference: Product Technical Application GuideДокумент78 страницThe Remack Difference: Product Technical Application GuideOscar González100% (1)
- AdvancedJAVA PDFДокумент2 страницыAdvancedJAVA PDFshekhar24Оценок пока нет
- North Rig 4Документ1 страницаNorth Rig 4avefenix666Оценок пока нет
- Service Letter: Hartzell Propeller IncДокумент3 страницыService Letter: Hartzell Propeller IncAbdeslamBahidОценок пока нет
- ProjectWork Zaripova 2017Документ57 страницProjectWork Zaripova 2017hieuОценок пока нет
- Ab PB SBДокумент32 страницыAb PB SBAdda L Montero100% (1)
- Babelan - Inverter Training - Overall - 26Документ26 страницBabelan - Inverter Training - Overall - 26dimasrimantiktoОценок пока нет
- A Paul Kemble Web Page - Mission Cyrus 1 Integrated Amplifier2 PDFДокумент3 страницыA Paul Kemble Web Page - Mission Cyrus 1 Integrated Amplifier2 PDFZafer ÖzerОценок пока нет
- S.O.L.I.D First Five Object-Oriented Design OODДокумент2 страницыS.O.L.I.D First Five Object-Oriented Design OODnacОценок пока нет