Вам также может понравиться
- Electrolux EW23BC71IS0 Refrigerator Tech SheetДокумент2 страницыElectrolux EW23BC71IS0 Refrigerator Tech SheetEdison EspinalОценок пока нет
- Design of Box Culverts, KBMДокумент17 страницDesign of Box Culverts, KBMSasinath Msh100% (1)
- Aluminium Alloy 5083 PDFДокумент5 страницAluminium Alloy 5083 PDFrajanОценок пока нет
- Majestic Wood Fireplace MatrixДокумент11 страницMajestic Wood Fireplace MatrixmarilynkcarlinОценок пока нет
- LM6 Aluminium Casting Alloyhb11Документ4 страницыLM6 Aluminium Casting Alloyhb11Nader MohamedОценок пока нет
- LM25 Aluminium Casting Alloy (Al Ð Si7Mg) : Chemical CompositionДокумент3 страницыLM25 Aluminium Casting Alloy (Al Ð Si7Mg) : Chemical Compositionsankar4582Оценок пока нет
- LM6 Alloy Detail PDFДокумент4 страницыLM6 Alloy Detail PDFramashishОценок пока нет
- LM6 Alloy DetailДокумент4 страницыLM6 Alloy DetaildsoОценок пока нет
- LM4 Aluminium Casting Alloy (Al - Si5Cu3) : Chemical CompositionДокумент3 страницыLM4 Aluminium Casting Alloy (Al - Si5Cu3) : Chemical Compositiona.suleimanОценок пока нет
- Aluminium Casting Alloy (AL - Si12) : Home About Us Processes Design Quality Products Technical ContactДокумент3 страницыAluminium Casting Alloy (AL - Si12) : Home About Us Processes Design Quality Products Technical Contactrafdinal.sОценок пока нет
- LM6 Aluminum Casting Alloy Chemical Composition Properties ApplicationsДокумент3 страницыLM6 Aluminum Casting Alloy Chemical Composition Properties ApplicationsSohail ShaikhОценок пока нет
- Chemical Composition: LM6 LM4Документ2 страницыChemical Composition: LM6 LM4SiDdu KalashettiОценок пока нет
- Thyssenkrupp Materials (UK) LTD Aluminium Alloy 6082: Material Data SheetДокумент2 страницыThyssenkrupp Materials (UK) LTD Aluminium Alloy 6082: Material Data SheetSatendra ThakurОценок пока нет
- Full CatalogДокумент36 страницFull Cataloglearsipi061Оценок пока нет
- Aluminium 6082 Spec SheetДокумент3 страницыAluminium 6082 Spec SheetDeepak KumarОценок пока нет
- Metal-Coated - Galvsteel: Data SheetДокумент2 страницыMetal-Coated - Galvsteel: Data SheetjcvalenciaОценок пока нет
- Aluminium RodДокумент2 страницыAluminium Rodserkan temelОценок пока нет
- 12 - Al & Cu Rods - Cu Strip - BcuДокумент8 страниц12 - Al & Cu Rods - Cu Strip - BcumlutfimaОценок пока нет
- Aluminium 5083Документ2 страницыAluminium 5083Septiana WibowoОценок пока нет
- Aluminium Alloy 6063 NB PDFДокумент2 страницыAluminium Alloy 6063 NB PDFBrijendra Mani PandeyОценок пока нет
- Thyssenkrupp Materials (UK) LTD Aluminium Alloy 6063: Material Data SheetДокумент2 страницыThyssenkrupp Materials (UK) LTD Aluminium Alloy 6063: Material Data Sheetdinesh choudharyОценок пока нет
- Aluminium Alloy 6063 NBДокумент2 страницыAluminium Alloy 6063 NBBrijendra Mani PandeyОценок пока нет
- Charoong Thai Wire & Cable Public Company Limited: CTW - Aluminum RodДокумент1 страницаCharoong Thai Wire & Cable Public Company Limited: CTW - Aluminum RodAchint KumarОценок пока нет
- Sobre o Alu6061Документ2 страницыSobre o Alu6061Lais RanieleОценок пока нет
- CDA 84400 phosphor bronze alloy propertiesДокумент4 страницыCDA 84400 phosphor bronze alloy propertiesShariq KhanОценок пока нет
- DIE CASTING GUIDELINESДокумент12 страницDIE CASTING GUIDELINESstalinb618Оценок пока нет
- Aluminum Alloy Specification'Документ12 страницAluminum Alloy Specification'ArjunОценок пока нет
- Domex 650 MC Hot Rolled, Extra High Strength, Cold Forming SteelДокумент2 страницыDomex 650 MC Hot Rolled, Extra High Strength, Cold Forming SteelHugo RodriguezОценок пока нет
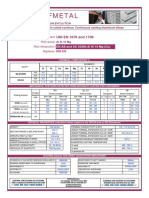
- Raffmetal: UNI EN 1676 and 1706Документ2 страницыRaffmetal: UNI EN 1676 and 1706Raj RajeshОценок пока нет
- Zinc AnodeДокумент2 страницыZinc AnodeZaw Moe MyintОценок пока нет
- Stainless Steel Mig 316LSI WireДокумент1 страницаStainless Steel Mig 316LSI WireAli TalebiОценок пока нет
- 55ERS6Документ1 страница55ERS6harpreet singhОценок пока нет
- Alloy 276 Spec SheetДокумент3 страницыAlloy 276 Spec SheetJAYA BHARATHA REDDYОценок пока нет
- Aalco Metals LTD Aluminium Alloy 2011 T3 Rod and Bar 3Документ2 страницыAalco Metals LTD Aluminium Alloy 2011 T3 Rod and Bar 3Agung SulisОценок пока нет
- ASTM A325 Specification GuideДокумент3 страницыASTM A325 Specification GuideHector BalderaОценок пока нет
- Aero Metal Alliance Aluminium Alloy QQ A 2504 0 Sheet 196Документ2 страницыAero Metal Alliance Aluminium Alloy QQ A 2504 0 Sheet 196jayalakshmivinothОценок пока нет
- LM29 Alloy Guide for Aluminium CastingДокумент6 страницLM29 Alloy Guide for Aluminium CastingThangapandian NОценок пока нет
- Miginox 307: Classification: en Iso 14343-AДокумент1 страницаMiginox 307: Classification: en Iso 14343-AJagannath SahuОценок пока нет
- 1.4435 - C Stainless Steel DetailsДокумент3 страницы1.4435 - C Stainless Steel DetailsmeenakshiОценок пока нет
- Aero Metal Alliance - Aluminium Alloy QQ A 25011 T6 Sheet - 200Документ2 страницыAero Metal Alliance - Aluminium Alloy QQ A 25011 T6 Sheet - 200erikaОценок пока нет
- S690 RQT701 High Strength Steel - Murray PlateДокумент2 страницыS690 RQT701 High Strength Steel - Murray PlateAydın DemiralОценок пока нет
- S690 RQT701 High Strength Steel - Murray PlateДокумент2 страницыS690 RQT701 High Strength Steel - Murray PlateAak Gayo100% (1)
- Cromgard C21Документ3 страницыCromgard C21Sonu KumarОценок пока нет
- Sae Ams 4353-2014Документ5 страницSae Ams 4353-2014Hani YilmazОценок пока нет
- Tigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28Документ1 страницаTigfil 90S-B3 SPL: Classification: Aws A/Sfa 5.28satnamОценок пока нет
- Specification Sheet: Alloy 309/309S/309H: (UNS S30900, S30908, S30909) W. Nr. 1.4833Документ2 страницыSpecification Sheet: Alloy 309/309S/309H: (UNS S30900, S30908, S30909) W. Nr. 1.4833Felipe A. Gutiérrez M.Оценок пока нет
- All-position stainless steel electrode for difficult weldsДокумент1 страницаAll-position stainless steel electrode for difficult weldscwiksjОценок пока нет
- AA 3105-F Tread/Chequered Plates: Aluminium AlloyДокумент1 страницаAA 3105-F Tread/Chequered Plates: Aluminium AlloyAbolfazl HabibiОценок пока нет
- Aluminium Alloy 2014A T651 Sheet and Plate: Specifications Temper TypesДокумент3 страницыAluminium Alloy 2014A T651 Sheet and Plate: Specifications Temper TypesBeni hidayatullahОценок пока нет
- Dmls Inconel 625Документ1 страницаDmls Inconel 625CRISTIANOОценок пока нет
- Tube Catalogue AnitaДокумент64 страницыTube Catalogue AnitaChinnaraja GandhiОценок пока нет
- Tiginox 385: Classification: en Iso 14343-AДокумент1 страницаTiginox 385: Classification: en Iso 14343-AJagannath SahuОценок пока нет
- Raffmetal: UNI EN 1676 and 1706Документ2 страницыRaffmetal: UNI EN 1676 and 1706Martin DuarteОценок пока нет
- DATA SHEET - WD-Alloy718Документ2 страницыDATA SHEET - WD-Alloy718MTB ENGОценок пока нет
- Fundamentals of Fabrication WeldingДокумент22 страницыFundamentals of Fabrication WeldingKevinОценок пока нет
- Ra-253-Ma DB Us en PDFДокумент12 страницRa-253-Ma DB Us en PDFbadesharamkОценок пока нет
- Al Alloys Chemicals MechanicalsДокумент1 страницаAl Alloys Chemicals MechanicalsFactory FactoryОценок пока нет
- Metals International Limited Electroplated Coatings GuideДокумент1 страницаMetals International Limited Electroplated Coatings GuideSSMОценок пока нет
- Precipitation HardeningДокумент9 страницPrecipitation Hardeningjasmeet singhОценок пока нет
- Class Notes PDFДокумент238 страницClass Notes PDFSankarОценок пока нет
- Public Review Draft 2145Документ21 страницаPublic Review Draft 2145AmeliaPrisiliaОценок пока нет
- Class Notes PDFДокумент238 страницClass Notes PDFSankarОценок пока нет
- GL Huyett EngineeringHandbookДокумент95 страницGL Huyett EngineeringHandbookSwetha PattelaОценок пока нет
- Ijser: Oil Fired Furnace and Induction Furnace: A ReviewДокумент12 страницIjser: Oil Fired Furnace and Induction Furnace: A ReviewSankarОценок пока нет
- Kastas Technical CatalogueДокумент324 страницыKastas Technical Cataloguejohnysonycum100% (4)
- GL Huyett EngineeringHandbookДокумент95 страницGL Huyett EngineeringHandbookSwetha PattelaОценок пока нет
- Smart SketchДокумент2 страницыSmart SketchBambang HadibrotoОценок пока нет
- Introduction to Piping Materials Department ActivitiesДокумент23 страницыIntroduction to Piping Materials Department Activitiesvikas2510100% (1)
- Aluminium CastingДокумент11 страницAluminium CastingArjun SharmaОценок пока нет
- Swage Nipples MSS-SP-95 SpecificationsДокумент1 страницаSwage Nipples MSS-SP-95 SpecificationsTarun ChandraОценок пока нет
- Material Inward EntryДокумент30 страницMaterial Inward EntrySankarОценок пока нет
- Liquid Pipeline HydraulicsДокумент68 страницLiquid Pipeline Hydraulicsarpitkr100% (3)
- LIC Jeevan Umang Pol Doc Low ResДокумент24 страницыLIC Jeevan Umang Pol Doc Low ResShyamapada BanerjeeОценок пока нет
- GL Huyett EngineeringHandbookДокумент95 страницGL Huyett EngineeringHandbookSwetha PattelaОценок пока нет
- STM (2022)Документ49 страницSTM (2022)Kaustav Jit BoraОценок пока нет
- CIPP DesignДокумент6 страницCIPP DesignkwesiwellsОценок пока нет
- Comparative Analysis of Building LawsДокумент2 страницыComparative Analysis of Building LawsJasper John RiveroОценок пока нет
- Decor DepoДокумент19 страницDecor Depokh 9Оценок пока нет
- Tyco - Window Sprinklers As An Alternative To Fire PDFДокумент19 страницTyco - Window Sprinklers As An Alternative To Fire PDFingenierosunidosОценок пока нет
- Hmma 865-03Документ24 страницыHmma 865-03eugenio.gutenbertОценок пока нет
- Apcolite Premium Gloss Enamel PDFДокумент2 страницыApcolite Premium Gloss Enamel PDFAnand Chavan Projects-QualityОценок пока нет
- Thermal Spray Coating For BoilerДокумент26 страницThermal Spray Coating For BoilerHoang Thang100% (1)
- INTERTEK Fire ResistanceДокумент55 страницINTERTEK Fire ResistanceGino Randy Llanca GarniqueОценок пока нет
- Ap T188 11Документ82 страницыAp T188 11adjiОценок пока нет
- Celesta BrochureДокумент13 страницCelesta BrochurePranavОценок пока нет
- Water Supply Estimate HPDA Block EДокумент4 страницыWater Supply Estimate HPDA Block ESarinОценок пока нет
- R 4360c 36 Series Gas Valve Cross Reference en 5239824Документ28 страницR 4360c 36 Series Gas Valve Cross Reference en 5239824pandahiuОценок пока нет
- Measuring Hardness Using Rockwell TestДокумент27 страницMeasuring Hardness Using Rockwell TestSaad AliKhanОценок пока нет
- GEM Series - Fire Fighting Booster Sets in Egypt, Technical Catalog Part 1Документ114 страницGEM Series - Fire Fighting Booster Sets in Egypt, Technical Catalog Part 1Rheoserve Industrial SolutionsОценок пока нет
- Epdm IirДокумент7 страницEpdm IirQuangHưngPОценок пока нет
- Heat Exchange Between Non-Black BodiesДокумент5 страницHeat Exchange Between Non-Black BodiesSubindas P KОценок пока нет
- Hitachi Flexi Split AcДокумент4 страницыHitachi Flexi Split AcVishal BansalОценок пока нет
- 66kV and 132kV HV Catalogue ENSДокумент15 страниц66kV and 132kV HV Catalogue ENSCristi GrosuОценок пока нет
- Magnolia Plan: Cover SheetДокумент17 страницMagnolia Plan: Cover SheetUzair Javed100% (1)
- 5.paver Block Subbase DesignДокумент4 страницы5.paver Block Subbase Designarvind sharmaОценок пока нет
- Erection Material List JGS320Документ2 страницыErection Material List JGS320Rashid Mahmood JaatОценок пока нет
- Viking Series 90 Operating & Maintenance Instructions: FiltersДокумент15 страницViking Series 90 Operating & Maintenance Instructions: FiltersninatenaОценок пока нет
- Supercon 100Документ1 страницаSupercon 100Ashif AkhtarОценок пока нет
- 3-0515.090 Rev 27 (515-2536) English Rotor-X Flow Sensor ManualДокумент12 страниц3-0515.090 Rev 27 (515-2536) English Rotor-X Flow Sensor Manualabbas dehghanОценок пока нет
- Set Free R410A: Variable Refrigerant Ow Air Conditioning SystemsДокумент48 страницSet Free R410A: Variable Refrigerant Ow Air Conditioning SystemsWal iDОценок пока нет
- Catalogo Chumaceras SKFДокумент95 страницCatalogo Chumaceras SKFmanuelzavala2012100% (1)