Вам также может понравиться
- Tema 8Документ10 страницTema 8Cristo Gil Montesdeoca80% (10)
- Plan de Calidad Estructura MetalicaДокумент21 страницаPlan de Calidad Estructura MetalicaFabri GutyОценок пока нет
- Welding Map EjemploДокумент1 страницаWelding Map EjemploPer DCОценок пока нет
- Procedimiento de Montaje Cobertura Metalica TRДокумент6 страницProcedimiento de Montaje Cobertura Metalica TRNatali UQОценок пока нет
- QC Index - Dossier de Calidad Sistema de BombeoДокумент5 страницQC Index - Dossier de Calidad Sistema de Bombeojhemsen100% (2)
- PE-CON-CIV-07 - 0 Procedimiento para Colocacion de Anclas y Placas de AceroДокумент3 страницыPE-CON-CIV-07 - 0 Procedimiento para Colocacion de Anclas y Placas de AceroAlejandro Nieto100% (1)
- Español ACI 228.1R-03 In-Place Methods To Estimate Concrete Strength - MyCivil - Ir.en - EsДокумент44 страницыEspañol ACI 228.1R-03 In-Place Methods To Estimate Concrete Strength - MyCivil - Ir.en - EsIVAN HERNANDEZ100% (7)
- NTC 5832 Norma Fabricacion y Montaje AceroДокумент43 страницыNTC 5832 Norma Fabricacion y Montaje AceroIVAN HERNANDEZ100% (2)
- Recomendacion de Soldadura para Recargue Duro Sobre Cuchilla de Balde.Документ2 страницыRecomendacion de Soldadura para Recargue Duro Sobre Cuchilla de Balde.Jose Leornardo CondoriОценок пока нет
- Indice de Dossier de Calidad Animas NV6Документ5 страницIndice de Dossier de Calidad Animas NV6Branco Yeltsin Tarifeño FonsecaОценок пока нет
- Clase RevestimientosДокумент48 страницClase RevestimientosJoan Zuñiga FerreiraОценок пока нет
- Ppi. Obras Civiles PDFДокумент1 страницаPpi. Obras Civiles PDFChelsito CH M0% (1)
- Wps SoldaduraДокумент15 страницWps Soldaduraanagpr25Оценок пока нет
- EETT Estructuras MetalicasДокумент7 страницEETT Estructuras MetalicasclauaguilaОценок пока нет
- Inspección Visual de Juntas de HDPEДокумент1 страницаInspección Visual de Juntas de HDPEjuanОценок пока нет
- Check List Dossier CalidadДокумент4 страницыCheck List Dossier CalidadHalvitres Ipanaque100% (1)
- Check List - Estructuras (Autoguardado)Документ4 страницыCheck List - Estructuras (Autoguardado)Edison GuerreroОценок пока нет
- WPQ AWS D1.1 Noviembre 2022 - Jose Antonio - FCAW 4GДокумент1 страницаWPQ AWS D1.1 Noviembre 2022 - Jose Antonio - FCAW 4Grodolfo100% (1)
- Rendimiento de Un Soldador. Calculo de PДокумент2 страницыRendimiento de Un Soldador. Calculo de PAndrés GarcésОценок пока нет
- Protocolo de Soldadura.Документ9 страницProtocolo de Soldadura.HC RollyОценок пока нет
- PR-CC-003 Control Dimensional en El ArmadoДокумент8 страницPR-CC-003 Control Dimensional en El Armadomecanicquique100% (1)
- Colocacion de BitumenДокумент5 страницColocacion de BitumenElena Bellido MedinaОценок пока нет
- Prueba de Filtracion en Cobertura MetalicaДокумент1 страницаPrueba de Filtracion en Cobertura MetalicaArturo Yanquirimachi BarrantesОценок пока нет
- Protocolo TermotechoДокумент1 страницаProtocolo Termotechocarlos ruizОценок пока нет
- 3059-CA-PPI-EST-083 Montaje de Estructuras MetálicasДокумент3 страницы3059-CA-PPI-EST-083 Montaje de Estructuras MetálicasCarlo Lara100% (1)
- Norma Tecnica Aci 347R-14 Capitulo ViДокумент11 страницNorma Tecnica Aci 347R-14 Capitulo Vichristian wenderОценок пока нет
- Procedimiento para La Aplicacion de Soldadura en Horno de CementoДокумент7 страницProcedimiento para La Aplicacion de Soldadura en Horno de CementoAdrian GonzalezОценок пока нет
- API 1104 Complementario 5Документ10 страницAPI 1104 Complementario 5petreОценок пока нет
- Fabricacion y Montaje de Una Estructura MetalicaДокумент22 страницыFabricacion y Montaje de Una Estructura MetalicaMax barrios100% (1)
- Cc-l-002 Plan de Puntos de InspecciónДокумент6 страницCc-l-002 Plan de Puntos de InspecciónjuanОценок пока нет
- Prueba de VacioДокумент8 страницPrueba de VacioAnthony Becerra SantillanОценок пока нет
- Welding Map P-2039Документ2 страницыWelding Map P-2039Anthony Ventura Reyes100% (2)
- 001 SGC-QC-03 Control DimencionalДокумент1 страница001 SGC-QC-03 Control DimencionalleonardoОценок пока нет
- Certif. Soldadura MigДокумент1 страницаCertif. Soldadura MigFabian LopezОценок пока нет
- Formato Reporte Prueba de AdherenciaДокумент3 страницыFormato Reporte Prueba de AdherenciaMarcy Viviana Chiquillo MarquezОценок пока нет
- Aplicacion Del Aashto Soldadura de PuentesДокумент71 страницаAplicacion Del Aashto Soldadura de PuentesSergioZalck100% (1)
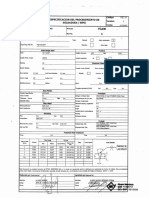
- Especificación de Procedimiento de SoldaduraДокумент5 страницEspecificación de Procedimiento de SoldaduraAnonymous IkF0z3VOmОценок пока нет
- F-SIG-CAL-01 Prot Niv Verticalidad y Alineamiento de EstructurasДокумент1 страницаF-SIG-CAL-01 Prot Niv Verticalidad y Alineamiento de Estructurascjms_2203_344910725100% (2)
- ESTANQUEIDADДокумент4 страницыESTANQUEIDADLuigi CossioОценок пока нет
- ENSAYO Tintas Penetrantes - ESTRUCTURAДокумент1 страницаENSAYO Tintas Penetrantes - ESTRUCTURAivanbfОценок пока нет
- Ntc4040 Soldadura de Aceros de RefuerzoДокумент55 страницNtc4040 Soldadura de Aceros de RefuerzoMultiproposito MultipropositoОценок пока нет
- Plan de La Calidad para Tanques de 5000 BlsДокумент41 страницаPlan de La Calidad para Tanques de 5000 BlsAngie Torres100% (1)
- Anexo 2 Protocolo ImpermeabilizacionesДокумент4 страницыAnexo 2 Protocolo ImpermeabilizacionesLisandro BurgosОценок пока нет
- Dossier Calidad - OC ISO9001 PDFДокумент1 страницаDossier Calidad - OC ISO9001 PDFRommel MarinОценок пока нет
- Emision de Procedimiento de Soldadura Wps para Tuberia de 6"Документ7 страницEmision de Procedimiento de Soldadura Wps para Tuberia de 6"Melissa RodriguezОценок пока нет
- Norma AISC (Agujeros Placa Base de Columnas)Документ1 страницаNorma AISC (Agujeros Placa Base de Columnas)PROYECTOMSОценок пока нет
- Reporte de Espesores 19038rdi190308lsdv - Mantenimiento Tanques 7 y 14 - TerpelДокумент1 страницаReporte de Espesores 19038rdi190308lsdv - Mantenimiento Tanques 7 y 14 - Terpelkevin dominguez valenciaОценок пока нет
- Soldadura en Construcciones MetalicasДокумент31 страницаSoldadura en Construcciones MetalicasAndres Martinez MezaОценок пока нет
- Tabla 6.1. Criterio de Aceptación de Inspección VisualДокумент1 страницаTabla 6.1. Criterio de Aceptación de Inspección Visualaluis_770% (1)
- Folleto TUMEXДокумент2 страницыFolleto TUMEXcesar ramirezОценок пока нет
- Api 650Документ3 страницыApi 650ferrer0000100% (2)
- 01 Procedimiento de SoldaduraДокумент11 страниц01 Procedimiento de SoldaduraALCANGOS70Оценок пока нет
- Plan de Inspección y Prueba (TUBERIAS) .PPTX Versión 1Документ9 страницPlan de Inspección y Prueba (TUBERIAS) .PPTX Versión 1reynaldoUHОценок пока нет
- Protocolo PinturaДокумент20 страницProtocolo PinturaMiguel Angel Uribe Ramirez100% (1)
- Protocolo Pintura Intumescente SW 1Документ3 страницыProtocolo Pintura Intumescente SW 1Alvaro Alexis Mendoza PradaОценок пока нет
- PP-02070-I-203-Att01 Rev 01Документ81 страницаPP-02070-I-203-Att01 Rev 01Santiago AponteОценок пока нет
- Formato AWS D1.1Документ3 страницыFormato AWS D1.1Talca Calderón100% (1)
- CWI-Modulo IДокумент29 страницCWI-Modulo IrodolfoОценок пока нет
- Ficha Técnica Bloques de Concreto 15x40x20 CMДокумент1 страницаFicha Técnica Bloques de Concreto 15x40x20 CMRodolfo Fallas100% (2)
- Procedimiento MontajeДокумент14 страницProcedimiento MontajeFeña Morales Rioseco67% (6)
- Procedimiento Fundición de Hormigón PDFДокумент5 страницProcedimiento Fundición de Hormigón PDFOlmer Arturo Ordóñez VegaОценок пока нет
- Vigas H6 PDFДокумент3 страницыVigas H6 PDFJossep Calle RamosОценок пока нет
- Indura 6011 - Aws E-6011 PDFДокумент1 страницаIndura 6011 - Aws E-6011 PDFJuan RuedaОценок пока нет
- Especificacion para Edificios de Estructura de Acero - Plan de CalidadДокумент10 страницEspecificacion para Edificios de Estructura de Acero - Plan de CalidadManuel Arnoldo Chavez BenitezОценок пока нет
- Broch Rosa Imperial V8 NOV 24Документ15 страницBroch Rosa Imperial V8 NOV 24IVAN HERNANDEZОценок пока нет
- Ruta Del Sol Tramo 1Документ52 страницыRuta Del Sol Tramo 1IVAN HERNANDEZ0% (1)
- Analisis Espacial Bogota PDFДокумент30 страницAnalisis Espacial Bogota PDFIVAN HERNANDEZОценок пока нет
- 2-625-Procedimiento Montaje Bodegas H.Документ25 страниц2-625-Procedimiento Montaje Bodegas H.IVAN HERNANDEZОценок пока нет
- Recomendaciones Básicas para El Control de Calidad de ConcretoДокумент1 страницаRecomendaciones Básicas para El Control de Calidad de ConcretoIVAN HERNANDEZОценок пока нет
- Apu Sub-BaseДокумент42 страницыApu Sub-BaseIVAN HERNANDEZ100% (1)
- Programa Control de Calidad Bodegas H - Zol FunzaДокумент18 страницPrograma Control de Calidad Bodegas H - Zol FunzaIVAN HERNANDEZОценок пока нет
- WPS y WPQДокумент13 страницWPS y WPQIVAN HERNANDEZОценок пока нет
- Matriz Tiempos (Geotecnia Actualizada)Документ3 страницыMatriz Tiempos (Geotecnia Actualizada)IVAN HERNANDEZОценок пока нет
- Toc Armadura 6037Документ2 страницыToc Armadura 6037IVAN HERNANDEZОценок пока нет
- IMAR0408Документ30 страницIMAR0408breijaОценок пока нет
- SenaДокумент10 страницSenaJOHN MIGUEL CAYACHOA MANRIQUEОценок пока нет
- Proteccion RespiratoriaДокумент3 страницыProteccion RespiratoriaKitze GomezОценок пока нет
- Procedimiento de SoldaduraДокумент32 страницыProcedimiento de SoldaduraYahir Rodrigo Guerrero Ochoa100% (2)
- Estabilizador de Soldadura Por VibracionДокумент11 страницEstabilizador de Soldadura Por VibracionelperezОценок пока нет
- Catalogo MoldexДокумент36 страницCatalogo MoldexJenny PosadaОценок пока нет
- Taller I PDFДокумент16 страницTaller I PDFivan PachecoОценок пока нет
- Balanceo Dinamico en CampoДокумент34 страницыBalanceo Dinamico en Campomleon9636Оценок пока нет
- Consejos y Trucos para Soldar Con TIG - CALDERERÍA Y SOLDADURAДокумент7 страницConsejos y Trucos para Soldar Con TIG - CALDERERÍA Y SOLDADURAJose Damian Calan CancheОценок пока нет
- Notas GeneralesДокумент1 страницаNotas GeneralespaisaalejandroОценок пока нет
- SESIÓN 3 - Control Operacional y Plan de Respuesta Ante EmergenciaДокумент36 страницSESIÓN 3 - Control Operacional y Plan de Respuesta Ante EmergenciaEduardo VelasbeОценок пока нет
- ConstanciaДокумент34 страницыConstanciaYOLKATANIAОценок пока нет
- La Soldabilidad en El Proceso de Soldadura - British Federal MéxicoДокумент3 страницыLa Soldabilidad en El Proceso de Soldadura - British Federal MéxicoAlejoОценок пока нет
- Manual Del Operador - Miller PDFДокумент34 страницыManual Del Operador - Miller PDFRUDY ALONSO CASTRO IGNACIO100% (2)
- 1er Cuestionario OrtodonciaДокумент3 страницы1er Cuestionario OrtodonciaLuis HernándezОценок пока нет
- Anexos TecnicosДокумент77 страницAnexos Tecnicosedwinaso_edwin100% (1)
- 2000325-Electrodo 308L (Aws e 308L)Документ2 страницы2000325-Electrodo 308L (Aws e 308L)Jose Adrian RodriguezОценок пока нет
- Cordon de SoldaduraДокумент11 страницCordon de SoldaduraAlexis QuilliganaОценок пока нет
- Copia de Inspección - Visual PDFДокумент1 страницаCopia de Inspección - Visual PDFJuan Diego CarvajalОценок пока нет
- La Importancia de Las Copas Cerámicas en El Proceso TIGДокумент2 страницыLa Importancia de Las Copas Cerámicas en El Proceso TIGWELD - TECH100% (1)
- WPS Smaw-3g.. Aws D1.1 2020Документ2 страницыWPS Smaw-3g.. Aws D1.1 2020Cesar Jimenez100% (2)
- Trabajo en Caliente FinalДокумент24 страницыTrabajo en Caliente FinalWILSON MAURICIO QUIZA CABRERAОценок пока нет
- Calificacion de Sold Adores y Ope Rad Ores de Maquina de SoldarДокумент64 страницыCalificacion de Sold Adores y Ope Rad Ores de Maquina de SoldarMiguel D Assisi Meneses100% (2)
- DC Soldador GeneralДокумент44 страницыDC Soldador GeneralYato Mcfly DG100% (1)
- PEA Tercer SemestreДокумент166 страницPEA Tercer SemestreKeeny JCОценок пока нет
- Especificaciones Del Sistema Contra Incendio GeneralesДокумент17 страницEspecificaciones Del Sistema Contra Incendio GeneralesnjvargascОценок пока нет
- 1 Manejo de Exceso Temperatura en Chumaceras PuntualesДокумент4 страницы1 Manejo de Exceso Temperatura en Chumaceras PuntualesCecilio ValderramaОценок пока нет
- Procedimiento PUETE GRUAДокумент12 страницProcedimiento PUETE GRUAGeovanny RangelОценок пока нет