Вам также может понравиться
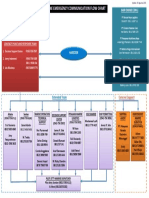
- Marine Emergency Communication Flow Chart: MasterДокумент1 страницаMarine Emergency Communication Flow Chart: MasterWilliam DaslerОценок пока нет
- The Yellow House: A Memoir (2019 National Book Award Winner)От EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Рейтинг: 4 из 5 звезд4/5 (98)
- No.10 Procedure For The Selection, Training, Qualification and Authorisation of Marine Management Systems Auditors No.10Документ9 страницNo.10 Procedure For The Selection, Training, Qualification and Authorisation of Marine Management Systems Auditors No.10William DaslerОценок пока нет
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeОт EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeРейтинг: 4 из 5 звезд4/5 (5794)
- Approved Steel Pipe Mills061016Документ89 страницApproved Steel Pipe Mills061016William DaslerОценок пока нет
- Ships' Piping: A Master'S Guide ToДокумент32 страницыShips' Piping: A Master'S Guide ToWilliam DaslerОценок пока нет
- The Little Book of Hygge: Danish Secrets to Happy LivingОт EverandThe Little Book of Hygge: Danish Secrets to Happy LivingРейтинг: 3.5 из 5 звезд3.5/5 (400)
- Checklist For Company Audit: Form DOC CHKДокумент13 страницChecklist For Company Audit: Form DOC CHKWilliam DaslerОценок пока нет
- Second Law of ThermodynamicДокумент10 страницSecond Law of ThermodynamicabeerОценок пока нет
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureОт EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureРейтинг: 4.5 из 5 звезд4.5/5 (474)
- Exam 1 SolutionsДокумент9 страницExam 1 Solutionsellie<3Оценок пока нет
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryОт EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryРейтинг: 3.5 из 5 звезд3.5/5 (231)
- Gate 2019 PhysicsДокумент34 страницыGate 2019 PhysicsAritri RoyОценок пока нет
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceОт EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceРейтинг: 4 из 5 звезд4/5 (895)
- Effect of Specimen Thickness and Stress Ratio On Fatigue Crack Growth After A Single Overload Cycle On Structural SteelДокумент8 страницEffect of Specimen Thickness and Stress Ratio On Fatigue Crack Growth After A Single Overload Cycle On Structural SteelKamal MankariОценок пока нет
- Team of Rivals: The Political Genius of Abraham LincolnОт EverandTeam of Rivals: The Political Genius of Abraham LincolnРейтинг: 4.5 из 5 звезд4.5/5 (234)
- 10 Problem and Solution in Strength of MaterialsДокумент20 страниц10 Problem and Solution in Strength of MaterialsRodrick RamosОценок пока нет
- Never Split the Difference: Negotiating As If Your Life Depended On ItОт EverandNever Split the Difference: Negotiating As If Your Life Depended On ItРейтинг: 4.5 из 5 звезд4.5/5 (838)
- Rotation of Rigid BodyДокумент37 страницRotation of Rigid BodyYu ErinОценок пока нет
- The Emperor of All Maladies: A Biography of CancerОт EverandThe Emperor of All Maladies: A Biography of CancerРейтинг: 4.5 из 5 звезд4.5/5 (271)
- HDD Crossing Calculation 2Документ26 страницHDD Crossing Calculation 2Denstar Ricardo Silalahi93% (29)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaОт EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaРейтинг: 4.5 из 5 звезд4.5/5 (266)
- Assignmnet 1 APPLIED PHYSICSДокумент2 страницыAssignmnet 1 APPLIED PHYSICSNa Nu SorryОценок пока нет
- SiphonДокумент42 страницыSiphonGol LogОценок пока нет
- Introduction To Chemical Engineering Thermodynamics: Third ClassДокумент12 страницIntroduction To Chemical Engineering Thermodynamics: Third ClassabdulqadirОценок пока нет
- The Unwinding: An Inner History of the New AmericaОт EverandThe Unwinding: An Inner History of the New AmericaРейтинг: 4 из 5 звезд4/5 (45)
- Types of Energy: 50 Minute Class Period Lesson PlanДокумент4 страницыTypes of Energy: 50 Minute Class Period Lesson Plancf042710Оценок пока нет
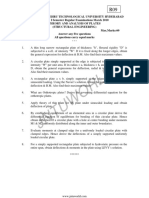
- Theory and Analysis of Plates Question PaperДокумент1 страницаTheory and Analysis of Plates Question PaperSandeep ReddyОценок пока нет
- CE2232 Finals ReviewerДокумент16 страницCE2232 Finals ReviewerJosephh CryptОценок пока нет
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersОт EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersРейтинг: 4.5 из 5 звезд4.5/5 (345)
- Contact Mechanics in Roller ChainДокумент1 страницаContact Mechanics in Roller Chainmaran.suguОценок пока нет
- N66067216 Final Project Plaxis 2DДокумент11 страницN66067216 Final Project Plaxis 2DBagas AryasetaОценок пока нет
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyОт EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyРейтинг: 3.5 из 5 звезд3.5/5 (2259)
- IS 800-2007 Example 002w321321weДокумент6 страницIS 800-2007 Example 002w321321weputra wiraОценок пока нет
- Chapter 1 Electromagnetic WavesДокумент14 страницChapter 1 Electromagnetic WavesjemalОценок пока нет
- Soft Hair On Black Holes: Week Ending 10 JUNE 2016Документ9 страницSoft Hair On Black Holes: Week Ending 10 JUNE 2016SayantanОценок пока нет
- Kanumuri Lakshmi Akshata B.tech II/IV 1210609224Документ32 страницыKanumuri Lakshmi Akshata B.tech II/IV 1210609224hemanth_19Оценок пока нет
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreОт EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreРейтинг: 4 из 5 звезд4/5 (1090)
- MEng 12 - Mid Term Exam AДокумент2 страницыMEng 12 - Mid Term Exam Aje solarteОценок пока нет
- Manual de Partes Zaranda Modelo TSH6203 Terex PDFДокумент44 страницыManual de Partes Zaranda Modelo TSH6203 Terex PDFHenry DiazОценок пока нет
- Separations Based On The Motion of Particles ThroughДокумент16 страницSeparations Based On The Motion of Particles ThroughRA Memije0% (1)
- DCS800 Winder DescriptionДокумент53 страницыDCS800 Winder DescriptionAndré Carlos CorenzanОценок пока нет
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)От EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Рейтинг: 4.5 из 5 звезд4.5/5 (121)
- Klystron TubeДокумент21 страницаKlystron TubeRavi Kapatel100% (1)
- Plano Explosivo & Partes y Piezas Wmf-m160gbДокумент7 страницPlano Explosivo & Partes y Piezas Wmf-m160gbCatalina GonzalezОценок пока нет
- FCGuide-pre4 2 0Документ124 страницыFCGuide-pre4 2 0José MiguelОценок пока нет
- Chicago Undergraduate Physics BibliographyДокумент12 страницChicago Undergraduate Physics Bibliographyyouth4everОценок пока нет
- Drag CoefficientДокумент61 страницаDrag CoefficientSaurabh SharmaОценок пока нет
- Physics Unit One FormulaДокумент32 страницыPhysics Unit One FormulaAHKEEL LESTER JONESОценок пока нет
- Pipe Stress Amp SupportДокумент24 страницыPipe Stress Amp SupportShilpa GanganОценок пока нет