Вам также может понравиться
- Synthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsОт EverandSynthetic Natural Gas: From Coal, Dry Biomass, and Power-to-Gas ApplicationsTilman J. SchildhauerОценок пока нет
- Us 7371903Документ4 страницыUs 7371903Rafi Theda PrabawaОценок пока нет
- Combustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasОт EverandCombustion of Pulverised Coal in a Mixture of Oxygen and Recycled Flue GasОценок пока нет
- US3232984Документ6 страницUS323298425A Syifa Salsabila AlfianiОценок пока нет
- United States Patent (19) (11) 3,835,199: Schwartz, Jr. Et AlДокумент5 страницUnited States Patent (19) (11) 3,835,199: Schwartz, Jr. Et AlandiОценок пока нет
- (Project Eco) Latest Semifull Half Without Part RogerДокумент35 страниц(Project Eco) Latest Semifull Half Without Part RogerRoger FernandezОценок пока нет
- Dupont's CFB Technology For Maleic AnhydrideДокумент6 страницDupont's CFB Technology For Maleic AnhydrideApril JuneОценок пока нет
- Production of Maleic AnhydrideДокумент8 страницProduction of Maleic AnhydrideZafran AliОценок пока нет
- MTT655 W2 ExtrusionДокумент13 страницMTT655 W2 ExtrusionCitra Adelina SitorusОценок пока нет
- Manufacturing Process - Docx Maleic AnhydrideДокумент5 страницManufacturing Process - Docx Maleic AnhydrideShadab AslamОценок пока нет
- Us 6479707Документ4 страницыUs 6479707jdedfvОценок пока нет
- Syrene Production by Dow Process RTДокумент22 страницыSyrene Production by Dow Process RTAnonymous Ksq1dyPRhОценок пока нет
- Patente ButanonaДокумент6 страницPatente ButanonaAgustina VaiОценок пока нет
- Ulllted States Patent (10) Patent N0.: US 7,525,005 B2Документ7 страницUlllted States Patent (10) Patent N0.: US 7,525,005 B2nokarajuОценок пока нет
- BASF Process Butadiene SeparationДокумент6 страницBASF Process Butadiene SeparationNatko47Оценок пока нет
- Patent Application Publication (10) Pub. No.: US 2008/0293986 A1Документ6 страницPatent Application Publication (10) Pub. No.: US 2008/0293986 A1Vatsal KardaniОценок пока нет
- Butadiene: 2. Physical PropertiesДокумент17 страницButadiene: 2. Physical PropertiesjaimeОценок пока нет
- Paten Produksi Syn GasДокумент12 страницPaten Produksi Syn GasFarras HaidaryОценок пока нет
- US ButyraldehydeДокумент2 страницыUS ButyraldehydeAstriany AnyОценок пока нет
- Us 3625879 PatentДокумент8 страницUs 3625879 PatentJuPe Juniawan PrakosoОценок пока нет
- United States Patent (19) 11 Patent Number: 6,093,845: Van Acker Et Al. (45) Date of Patent: Jul. 25, 2000Документ8 страницUnited States Patent (19) 11 Patent Number: 6,093,845: Van Acker Et Al. (45) Date of Patent: Jul. 25, 2000falya aronaОценок пока нет
- DistilleryДокумент35 страницDistilleryRaj MalhotraОценок пока нет
- Butadieno A04 431-1Документ16 страницButadieno A04 431-1Tasneem MОценок пока нет
- Mixc?gg 33:3: Mexzmeqze EgesДокумент3 страницыMixc?gg 33:3: Mexzmeqze EgesSiswand BIn Mohd AliОценок пока нет
- Ba Patent 1Документ6 страницBa Patent 1Firdaus ImamОценок пока нет
- Catalysis Communications: G.O. Ezinkwo, V.F. Tretjakov, R.M. Talyshinky, A.M. Ilolov, T.A. MutomboДокумент6 страницCatalysis Communications: G.O. Ezinkwo, V.F. Tretjakov, R.M. Talyshinky, A.M. Ilolov, T.A. MutomboTalitha AdhyaksantiОценок пока нет
- Process Duction Pure Butadiene: For Pro ofДокумент6 страницProcess Duction Pure Butadiene: For Pro ofPhạm Nhật MinhОценок пока нет
- Process For Ultra Low Benzene Reformate Using Catalytic DistillationДокумент31 страницаProcess For Ultra Low Benzene Reformate Using Catalytic DistillationArash AbbasiОценок пока нет
- Us 3232996Документ3 страницыUs 3232996Shochib Al FatihОценок пока нет
- TOLUENEДокумент7 страницTOLUENEAlzahra AliОценок пока нет
- Richard Gunawan, Xiang Li, Caroline Lievens, Mortaza Gholizadeh, Weerawut Chaiwat, Xun Hu, Daniel Mourant, John Bromly, Chun-Zhu LiДокумент9 страницRichard Gunawan, Xiang Li, Caroline Lievens, Mortaza Gholizadeh, Weerawut Chaiwat, Xun Hu, Daniel Mourant, John Bromly, Chun-Zhu LiMaghfira RenandaОценок пока нет
- US4684750Документ4 страницыUS4684750Deep PatelОценок пока нет
- Simulation of Butanol Production Through Hydrogenation of Butanal Effects of Different Reactor Schemes and Operating ConditionsДокумент18 страницSimulation of Butanol Production Through Hydrogenation of Butanal Effects of Different Reactor Schemes and Operating ConditionsSAMERОценок пока нет
- US5625109 Liquid Phase Dehydration of Tertiary Butyl AlcoholДокумент6 страницUS5625109 Liquid Phase Dehydration of Tertiary Butyl AlcoholNuzulina FitriОценок пока нет
- LT HC ProcessДокумент9 страницLT HC ProcessguhadebasisОценок пока нет
- United States Patent (19) : Fujii, All of Matsuyama, Japan Attorney, Agent, or Firm-Sherman & ShallowayДокумент7 страницUnited States Patent (19) : Fujii, All of Matsuyama, Japan Attorney, Agent, or Firm-Sherman & ShallowaySälàám Shãnü BhåïОценок пока нет
- Ablative Flash Pyrolysis of Straw and Wood Bench-Scale ResultsДокумент9 страницAblative Flash Pyrolysis of Straw and Wood Bench-Scale ResultsGiriraj JoshiОценок пока нет
- Patent Application Publication (10) Pub. No.: US 2008/0183024 A1Документ17 страницPatent Application Publication (10) Pub. No.: US 2008/0183024 A1oseng sengОценок пока нет
- US3252269Документ7 страницUS3252269Antonio García BoadellaОценок пока нет
- United States Patent (19) : Obenaus Et Al. (54) Process For Producing High PurityДокумент8 страницUnited States Patent (19) : Obenaus Et Al. (54) Process For Producing High PurityfitriОценок пока нет
- United States PatentДокумент10 страницUnited States PatentRuchita PoilkarОценок пока нет
- Dehydration of 2 3-Butanediol To Mek.2Документ9 страницDehydration of 2 3-Butanediol To Mek.2hidayahОценок пока нет
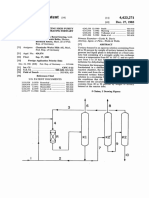
- United States Patent (19) : Lightner Oct. 17, 2000Документ6 страницUnited States Patent (19) : Lightner Oct. 17, 2000Ira RamadhaniОценок пока нет
- United States Patent (19) : Daly Et Al. 11) 4,436,836Документ9 страницUnited States Patent (19) : Daly Et Al. 11) 4,436,836arif thoha bariklanaОценок пока нет
- US4152217Документ9 страницUS4152217SekarNTutyОценок пока нет
- US3743699Документ12 страницUS3743699Ruchita PoilkarОценок пока нет
- TSButamer ProcessДокумент2 страницыTSButamer ProcessInsenior FirdausОценок пока нет
- NFL PPTДокумент46 страницNFL PPTvipin6kumar-718654Оценок пока нет
- Seader Chapter 2 Problem SetДокумент6 страницSeader Chapter 2 Problem SetilvisoctavioОценок пока нет
- KMM308E HW-5 Spring 2024Документ2 страницыKMM308E HW-5 Spring 2024KaanОценок пока нет
- United States Patent: Benzene From Pyrolysis Naphtha Produced by High-TemperaДокумент8 страницUnited States Patent: Benzene From Pyrolysis Naphtha Produced by High-TemperalandagoОценок пока нет
- Us 7393981Документ6 страницUs 7393981jose_martinez_392Оценок пока нет
- Butadiene To Styrene Problem Statement For DesignДокумент1 страницаButadiene To Styrene Problem Statement For DesignGlebert Cañete DadolОценок пока нет
- Patent Application Publication (10) Pub. No.: US 2009/0206007 A1Документ13 страницPatent Application Publication (10) Pub. No.: US 2009/0206007 A1Tree SilviaОценок пока нет
- US4668495Документ5 страницUS4668495Chemist Ahmed FoudaОценок пока нет
- Butadiene and Benzene ManufactureДокумент10 страницButadiene and Benzene ManufactureAnonymous RJkpep7D0rОценок пока нет
- US4152528Документ5 страницUS4152528anhchangcodon88Оценок пока нет
- United States Patent (10) Patent No.: US 6,187,980 B1Документ6 страницUnited States Patent (10) Patent No.: US 6,187,980 B1BüşraОценок пока нет
- C4S and C5SДокумент5 страницC4S and C5SEzekielОценок пока нет
- Dehydrogenation Membrane ReactorДокумент10 страницDehydrogenation Membrane ReactorWoon Xuet WeiОценок пока нет
- Spec HWC560S DatasheetДокумент2 страницыSpec HWC560S DatasheetmanyaonislandОценок пока нет
- Test Bank For Motivation Science 1st Edition Edward Burkley Melissa Burkley Isbn 9780134409283Документ19 страницTest Bank For Motivation Science 1st Edition Edward Burkley Melissa Burkley Isbn 9780134409283diodontmetacism.0jw2al100% (44)
- Iso 5984-2002 Alimentos Animales y Ceniza CrudaДокумент9 страницIso 5984-2002 Alimentos Animales y Ceniza CrudaluisОценок пока нет
- Bass Drum Exercises FreeDrum Info PDFДокумент1 страницаBass Drum Exercises FreeDrum Info PDFFakhrurrazi FakhriОценок пока нет
- SIGTRAN Stack Dev Ref ManualДокумент206 страницSIGTRAN Stack Dev Ref ManualgaborkОценок пока нет
- Pokemon AbilitiesДокумент17 страницPokemon AbilitiesIsidore Tarol IIIОценок пока нет
- AMC 12 Mock Test Problems: Problem 1Документ8 страницAMC 12 Mock Test Problems: Problem 1Karl Henry M. DahaoОценок пока нет
- OAS Basic Commands ReferenceДокумент441 страницаOAS Basic Commands Referencelbonilla3089Оценок пока нет
- IEEE 802.16 StandardsДокумент15 страницIEEE 802.16 StandardsSy Phan MinhОценок пока нет
- UserManual Eng 400 6300Документ119 страницUserManual Eng 400 6300Popescu Mircea IulianОценок пока нет
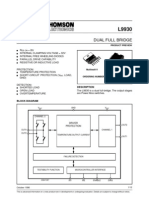
- Datasheet l9930Документ12 страницDatasheet l9930ramisesnery9185Оценок пока нет
- BS 2898Документ16 страницBS 2898jiwani87Оценок пока нет
- Liquid Alum Baume-T CorrectionДокумент1 страницаLiquid Alum Baume-T CorrectionTomé SilvaОценок пока нет
- Emax Ep1501Документ2 страницыEmax Ep1501Gregory Virhuez NietoОценок пока нет
- Kode Error StericoolДокумент11 страницKode Error StericoolEntje Achmad RikoОценок пока нет
- Bridge Design Project PDFДокумент128 страницBridge Design Project PDFBRIJESH KUMAR PRAJAPATIОценок пока нет
- Nisiparul Lui LesediДокумент18 страницNisiparul Lui LesediCristina MatiaОценок пока нет
- Introduction To GSMДокумент110 страницIntroduction To GSMmangeshmalvankar100% (1)
- Mss sp-43Документ16 страницMss sp-43Pratik DesaiОценок пока нет
- Paris Convention For The Protection of Industrial PropertyДокумент13 страницParis Convention For The Protection of Industrial PropertyUtkarsh SinghОценок пока нет
- 23 Argumentative Synthesis PDFДокумент7 страниц23 Argumentative Synthesis PDFfatima benaissaОценок пока нет
- Backstreet Boys - No Place LyricsДокумент2 страницыBackstreet Boys - No Place LyricsCegrow Ber BersabalОценок пока нет
- Religious Affections - Jonathan EdwardsДокумент585 страницReligious Affections - Jonathan EdwardsFelipe FonsecaОценок пока нет
- Hyster Forklift Truck b966 h2 50-3-00dx Parts Manual 4070132Документ4 страницыHyster Forklift Truck b966 h2 50-3-00dx Parts Manual 4070132zogybylufu100% (18)
- Astm A906Документ6 страницAstm A906machinОценок пока нет
- SF5 - 2020 - Grade 7 (Year I) - ACACIAДокумент2 страницыSF5 - 2020 - Grade 7 (Year I) - ACACIAJeffre AbarracosoОценок пока нет
- Levi's (ACS)Документ28 страницLevi's (ACS)TejvinderkaurОценок пока нет
- SL-912-018 - SL-912 I-007 - SL-914-016 - SL-2ST-010 - Language Standardization in Technical Documentation For ROTAX® Aircraft EnginesДокумент2 страницыSL-912-018 - SL-912 I-007 - SL-914-016 - SL-2ST-010 - Language Standardization in Technical Documentation For ROTAX® Aircraft EnginesAO BeltranОценок пока нет
- Introduction To The Junos Lab DiagramsДокумент18 страницIntroduction To The Junos Lab DiagramsNelson BGОценок пока нет
- Empower Me: David T. Clyderdale and Claire CloningerДокумент9 страницEmpower Me: David T. Clyderdale and Claire CloningermikekiddieОценок пока нет
- Sodium Bicarbonate: Nature's Unique First Aid RemedyОт EverandSodium Bicarbonate: Nature's Unique First Aid RemedyРейтинг: 5 из 5 звезд5/5 (21)
- Piping Engineering Leadership for Process Plant ProjectsОт EverandPiping Engineering Leadership for Process Plant ProjectsРейтинг: 5 из 5 звезд5/5 (1)
- Process Plant Equipment: Operation, Control, and ReliabilityОт EverandProcess Plant Equipment: Operation, Control, and ReliabilityРейтинг: 5 из 5 звезд5/5 (1)
- Guidelines for Chemical Process Quantitative Risk AnalysisОт EverandGuidelines for Chemical Process Quantitative Risk AnalysisРейтинг: 5 из 5 звезд5/5 (1)
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlОт EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlРейтинг: 4 из 5 звезд4/5 (4)
- An Applied Guide to Water and Effluent Treatment Plant DesignОт EverandAn Applied Guide to Water and Effluent Treatment Plant DesignРейтинг: 5 из 5 звезд5/5 (4)
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersОт EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Well Control for Completions and InterventionsОт EverandWell Control for Completions and InterventionsРейтинг: 4 из 5 звезд4/5 (10)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОт EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersОценок пока нет
- Distillation Design and Control Using Aspen SimulationОт EverandDistillation Design and Control Using Aspen SimulationРейтинг: 5 из 5 звезд5/5 (2)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsОт EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsОценок пока нет
- The Perfumed Pages of History: A Textbook on Fragrance CreationОт EverandThe Perfumed Pages of History: A Textbook on Fragrance CreationРейтинг: 4 из 5 звезд4/5 (1)
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsОт EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsОценок пока нет
- A New Approach to HAZOP of Complex Chemical ProcessesОт EverandA New Approach to HAZOP of Complex Chemical ProcessesОценок пока нет
- Fun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksОт EverandFun Facts about Carbon : Chemistry for Kids The Element Series | Children's Chemistry BooksОценок пока нет
- Handbook of Cosmetic Science: An Introduction to Principles and ApplicationsОт EverandHandbook of Cosmetic Science: An Introduction to Principles and ApplicationsH. W. HibbottРейтинг: 4 из 5 звезд4/5 (6)
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksОт EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksОценок пока нет
- Coulson and Richardson’s Chemical Engineering: Volume 2B: Separation ProcessesОт EverandCoulson and Richardson’s Chemical Engineering: Volume 2B: Separation ProcessesAjay Kumar RayОценок пока нет
- Pulp and Paper Industry: Emerging Waste Water Treatment TechnologiesОт EverandPulp and Paper Industry: Emerging Waste Water Treatment TechnologiesРейтинг: 5 из 5 звезд5/5 (1)
- Bioinspired Materials Science and EngineeringОт EverandBioinspired Materials Science and EngineeringGuang YangОценок пока нет
- Transport Phenomena in Heat and Mass TransferОт EverandTransport Phenomena in Heat and Mass TransferJ.A. ReizesРейтинг: 5 из 5 звезд5/5 (1)
- The Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringОт EverandThe Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringS. S. GillРейтинг: 3.5 из 5 звезд3.5/5 (3)
- Fundamentals of Risk Management for Process Industry EngineersОт EverandFundamentals of Risk Management for Process Industry EngineersОценок пока нет