Вам также может понравиться
- Government Publications: Key PapersОт EverandGovernment Publications: Key PapersBernard M. FryОценок пока нет
- VDM Alloy 625Документ14 страницVDM Alloy 625Mukesh kumarОценок пока нет
- Manufacturing Technology for Aerospace Structural MaterialsОт EverandManufacturing Technology for Aerospace Structural MaterialsРейтинг: 5 из 5 звезд5/5 (2)
- Data Sheet VDM Alloy 617 B Rev01Документ12 страницData Sheet VDM Alloy 617 B Rev01gigi gigioОценок пока нет
- High TemperatureCharacteristicsofStainlessSteel 9004Документ14 страницHigh TemperatureCharacteristicsofStainlessSteel 9004SukhDeolОценок пока нет
- Materials Data for Cyclic Loading: Low-Alloy SteelsОт EverandMaterials Data for Cyclic Loading: Low-Alloy SteelsРейтинг: 5 из 5 звезд5/5 (2)
- VDM Alloy K-500: Nicorros AlДокумент11 страницVDM Alloy K-500: Nicorros AlIon PopescuОценок пока нет
- Data Sheet VDM Alloy 80 AДокумент8 страницData Sheet VDM Alloy 80 Agigi gigioОценок пока нет
- Data Sheet VDM Alloy 59Документ16 страницData Sheet VDM Alloy 59Iniyan Thiruselvam Navaladi KarthikeyanОценок пока нет
- VDM Nickel 200 VDM Nickel 201Документ14 страницVDM Nickel 200 VDM Nickel 201ivanoliveira3261Оценок пока нет
- Sandvik Saf 2205Документ4 страницыSandvik Saf 2205Matias Garcia LabrañaОценок пока нет
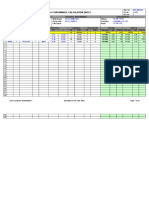
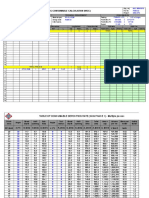
- Welding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement ConsumablesДокумент8 страницWelding Consumable Calculation (WCC) : Doc. No Project Client Project Details Technical Requirement Consumableskeymal9195Оценок пока нет
- CLC 17-12-2L: A 2%mo Containing 18 CR - 10 Ni Austenitic Stainless Steel (316L Grade)Документ4 страницыCLC 17-12-2L: A 2%mo Containing 18 CR - 10 Ni Austenitic Stainless Steel (316L Grade)PeterWayОценок пока нет
- Crofer 22 HДокумент27 страницCrofer 22 HSarveshОценок пока нет
- Veriflex Intercon 1.8-3kV Cable - 1Документ2 страницыVeriflex Intercon 1.8-3kV Cable - 1anastasia abengoaОценок пока нет
- UPVC Pipe DIN 8062 TdsДокумент3 страницыUPVC Pipe DIN 8062 TdsAdany AdenОценок пока нет
- Lebo Cable Flexible Cables CapacityДокумент2 страницыLebo Cable Flexible Cables Capacitysezouhlon KénouОценок пока нет
- CLC 17-13-5LN: A 317LN Modified Mo 4% Austenitic Stainless Steel (317LNM)Документ4 страницыCLC 17-13-5LN: A 317LN Modified Mo 4% Austenitic Stainless Steel (317LNM)PeterWayОценок пока нет
- Haynes 625 Alloy: Principal FeaturesДокумент23 страницыHaynes 625 Alloy: Principal FeaturesKevin GalihОценок пока нет
- CLC 18-10L: General Purpose 18Cr-10Ni Austenitic Stainless Steel (304L Grade)Документ4 страницыCLC 18-10L: General Purpose 18Cr-10Ni Austenitic Stainless Steel (304L Grade)PeterWayОценок пока нет
- CLC 17-13-3LN: A Nitrogen Containing 18Cr-10Ni-2Mo Austenitic Stainless Steel (316LN Grade)Документ4 страницыCLC 17-13-3LN: A Nitrogen Containing 18Cr-10Ni-2Mo Austenitic Stainless Steel (316LN Grade)PeterWayОценок пока нет
- CLC 18.10LN: A Nitrogen Containing 18Cr-10Ni Austenitic Stainless Steel (304LN Grade)Документ4 страницыCLC 18.10LN: A Nitrogen Containing 18Cr-10Ni Austenitic Stainless Steel (304LN Grade)PeterWayОценок пока нет
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesДокумент10 страницWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesAhmad KamilОценок пока нет
- CLC 18-12-4LN: A 3%mo Austenitic Stainless Steel With Nitrogen Addition (317LN Grade)Документ4 страницыCLC 18-12-4LN: A 3%mo Austenitic Stainless Steel With Nitrogen Addition (317LN Grade)PeterWayОценок пока нет
- CLC 18-9L: General Purpose 18Cr-9Ni Austenitic Stainless Steel (304L Grade)Документ4 страницыCLC 18-9L: General Purpose 18Cr-9Ni Austenitic Stainless Steel (304L Grade)MichaelОценок пока нет
- Cable Gland: Type VBL 453 FlameproofДокумент2 страницыCable Gland: Type VBL 453 FlameproofLucas ElliottОценок пока нет
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesДокумент10 страницWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement Consumableskeymal9195Оценок пока нет
- Ficha Tecnica Bota de Trifurcacion CatalogoДокумент4 страницыFicha Tecnica Bota de Trifurcacion CatalogoRosmery Solis QuispeОценок пока нет
- Cacracteristicas AaacДокумент2 страницыCacracteristicas AaacManuel Navarro100% (1)
- 6491 B - Enhanced Fire Safety Wiring Cable: Standard: Voltage RatingДокумент1 страница6491 B - Enhanced Fire Safety Wiring Cable: Standard: Voltage Ratingkennethr24Оценок пока нет
- Nominal Composition Standard Inventory SpecificationsДокумент3 страницыNominal Composition Standard Inventory Specificationssafat parОценок пока нет
- A286 (Ficha Tecnica)Документ3 страницыA286 (Ficha Tecnica)Alex Zambrana RodríguezОценок пока нет
- Creep and Creep-Rupture Behaviour Bainitic 2 1/4 Cr-1 Mo SteelДокумент21 страницаCreep and Creep-Rupture Behaviour Bainitic 2 1/4 Cr-1 Mo SteelStephen JonesОценок пока нет
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesДокумент10 страницWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement Consumableskeymal9195Оценок пока нет
- Type VBL 153 IndustrialДокумент2 страницыType VBL 153 Industrialpouya alizadehОценок пока нет
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesДокумент10 страницWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesAhmad KamilОценок пока нет
- Weld Consumables DetailsДокумент8 страницWeld Consumables Details9440864459Оценок пока нет
- Nyfgby 4coreДокумент2 страницыNyfgby 4coreDaniel Wahyu ChristyawanОценок пока нет
- Drop Voltage DCДокумент2 страницыDrop Voltage DCRifqi WijayaОценок пока нет
- HV19153C22PVCДокумент1 страницаHV19153C22PVCHiVoltageOОценок пока нет
- Material List Summary-Ferric ChlorideДокумент5 страницMaterial List Summary-Ferric ChlorideMarko AnticОценок пока нет
- Upvc Pipe PDFДокумент1 страницаUpvc Pipe PDFSuman MaityОценок пока нет
- GVK Heat ShrinkДокумент4 страницыGVK Heat ShrinkhzcbnlzwarkxojquuxОценок пока нет
- Data Sheet VDM 617Документ12 страницData Sheet VDM 617Anonymous lmCR3SkPrKОценок пока нет
- Astm B 682 - 01Документ4 страницыAstm B 682 - 01Fernando Angiolini100% (1)
- VHR 2SCG2000Документ2 страницыVHR 2SCG2000ALEX ALEXОценок пока нет
- Datasheet Sandvik Saf 2507 en PDFДокумент15 страницDatasheet Sandvik Saf 2507 en PDFShesharam Chouhan100% (1)
- AC Fans Static Calculation Final-1Документ20 страницAC Fans Static Calculation Final-1Hendrias A.SОценок пока нет
- WCC.10002MG (Tanjung Bin)Документ10 страницWCC.10002MG (Tanjung Bin)keymal9195Оценок пока нет
- Welding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement ConsumablesДокумент10 страницWelding Consumable Calculation (WCC) : Doc. No P.O No Rev. No Project Details Technical Requirement Consumableskeymal9195Оценок пока нет
- CLC 18-10Nb: A NB Stabilized 18Cr-10Ni Austenitic Stainless Steel (347 Grade)Документ4 страницыCLC 18-10Nb: A NB Stabilized 18Cr-10Ni Austenitic Stainless Steel (347 Grade)PeterWayОценок пока нет
- Datasheet-Sandvik-2rk65hv-En-V2020-12-10 07 - 47 Version 1Документ3 страницыDatasheet-Sandvik-2rk65hv-En-V2020-12-10 07 - 47 Version 1tatiana alvarezОценок пока нет
- TML Cable - Type A For Process Water, Type B Drinking Water: Caledonian High Temperature CablesДокумент3 страницыTML Cable - Type A For Process Water, Type B Drinking Water: Caledonian High Temperature CablesMario SaukolyОценок пока нет
- Kanthal-D-En-V2021-02-04 13 - 31 Version 1Документ3 страницыKanthal-D-En-V2021-02-04 13 - 31 Version 1Eduardo Campos RoblesОценок пока нет
- ReinforcementДокумент34 страницыReinforcementKristle Jane VidadОценок пока нет
- Welding Consumable Calculation (WCC) : Doc. No P.O No Project Project Details Technical Requirement ConsumablesДокумент7 страницWelding Consumable Calculation (WCC) : Doc. No P.O No Project Project Details Technical Requirement Consumableskeymal9195Оценок пока нет
- Helukabel YSLY-JZДокумент1 страницаHelukabel YSLY-JZCarlos CRMОценок пока нет
- Demes - C2 Spec Data SheetsДокумент4 страницыDemes - C2 Spec Data Sheetsbaurzhan.kunkuzhayevОценок пока нет
- Co ., LTD.: 19/33KV Single Core AL/XLPE/CWS/PVC/HDPEДокумент2 страницыCo ., LTD.: 19/33KV Single Core AL/XLPE/CWS/PVC/HDPEFelipe Gallardo CatrilОценок пока нет
- TB8102.8 PGДокумент8 страницTB8102.8 PGAlberto LazzarettiОценок пока нет
- Bursting Disc Devices in Series 3070 Chap9 1Документ6 страницBursting Disc Devices in Series 3070 Chap9 1Alberto LazzarettiОценок пока нет
- Exporting To CU-2Документ32 страницыExporting To CU-2Alberto LazzarettiОценок пока нет
- Heat Transfer Design Methods by John MC Ketta PDFДокумент607 страницHeat Transfer Design Methods by John MC Ketta PDFAlberto LazzarettiОценок пока нет
- PTFE Envelope Gasket ED30 Graphite 2009 04 enДокумент1 страницаPTFE Envelope Gasket ED30 Graphite 2009 04 enAlberto LazzarettiОценок пока нет
- An Easy Method To Design Gas Vapor Relief System With Rupture DiskДокумент8 страницAn Easy Method To Design Gas Vapor Relief System With Rupture DiskAlberto LazzarettiОценок пока нет
- Dichloromethane: Cautionary Response InformationДокумент2 страницыDichloromethane: Cautionary Response InformationAlberto LazzarettiОценок пока нет
- Thermal Stress Creep in HRSG Pressure PartsДокумент274 страницыThermal Stress Creep in HRSG Pressure PartsAlberto Lazzaretti100% (2)
- PED Guideline A-11Документ1 страницаPED Guideline A-11Alberto LazzarettiОценок пока нет
- 1b. PET - RawMaterials-SAMEA March 2008Документ29 страниц1b. PET - RawMaterials-SAMEA March 2008Muhammad Noman MehboobОценок пока нет
- Coa Edta 4naДокумент1 страницаCoa Edta 4nahuythai2011Оценок пока нет
- Kla DeterminationДокумент23 страницыKla DeterminationJokanoe LertОценок пока нет
- Kuliah-7&8 Pengelolaan Lapangan Migas - Reservoir EvaluationДокумент15 страницKuliah-7&8 Pengelolaan Lapangan Migas - Reservoir EvaluationAly RasyidОценок пока нет
- (Introduction To Chemistry) : General Engineering DepartmentДокумент5 страниц(Introduction To Chemistry) : General Engineering DepartmentDanny Riel BarachinaОценок пока нет
- Lecture 5 C - IsomerismДокумент29 страницLecture 5 C - IsomerismAliah IzzahОценок пока нет
- Study of Cement Treated Base Agreagate Properties For Pavement StructureДокумент9 страницStudy of Cement Treated Base Agreagate Properties For Pavement StructureOrlando RojasОценок пока нет
- Ari 560-2000Документ25 страницAri 560-2000rajat vermaОценок пока нет
- Rosin Based Chemicals and PolymersДокумент44 страницыRosin Based Chemicals and PolymersHimanshu PanchalОценок пока нет
- Strengthening MechanismsДокумент17 страницStrengthening Mechanismspkn_pnt9950Оценок пока нет
- Hydac Diaphragm AccumulatorsДокумент5 страницHydac Diaphragm AccumulatorsCarlos Andrés CuelloОценок пока нет
- 2003 Dot Itp EhtfДокумент11 страниц2003 Dot Itp EhtfNoirchevalОценок пока нет
- Chelatin-Sa: Sarex ChemicalsДокумент2 страницыChelatin-Sa: Sarex Chemicalssivanesan seeranganОценок пока нет
- ME8792 - Notes by EasyEngineering - Net 1Документ127 страницME8792 - Notes by EasyEngineering - Net 1Akash smartОценок пока нет
- Hydrology - Final Examination (1S, 2023-2024)Документ2 страницыHydrology - Final Examination (1S, 2023-2024)fathima camangianОценок пока нет
- Assignment Chemical Kinetics JH Sir-4309Документ44 страницыAssignment Chemical Kinetics JH Sir-4309T sidharth100% (2)
- Plastic Product Page NP.00942 EN 11-2011 PDFДокумент12 страницPlastic Product Page NP.00942 EN 11-2011 PDFsanitermОценок пока нет
- TKC BiodataДокумент39 страницTKC Biodataevie manullang0% (1)
- NanoSteel Technology Overview - Lincoln PDFДокумент74 страницыNanoSteel Technology Overview - Lincoln PDFrajeevkrishna10Оценок пока нет
- CONDUX Classifier Mill CSM Ceramic eДокумент2 страницыCONDUX Classifier Mill CSM Ceramic emapalptsОценок пока нет
- ACV-12 Adjustable Choke Valves: For Wide Applications in Oil, Gas, and Water ServiceДокумент2 страницыACV-12 Adjustable Choke Valves: For Wide Applications in Oil, Gas, and Water ServiceDeyokeОценок пока нет
- Indian Standard: Methods of Test For CablesДокумент3 страницыIndian Standard: Methods of Test For CablesBilal AhmadОценок пока нет
- Ejercicios TermodinamicaДокумент13 страницEjercicios Termodinamica601195Оценок пока нет
- Geopolymer Materials Based On Fly AshДокумент10 страницGeopolymer Materials Based On Fly AshividhunОценок пока нет
- Astm D 1353 - NVM PDFДокумент2 страницыAstm D 1353 - NVM PDFVijith Jayakrishnan100% (2)
- Extruded Heat Sink DesignДокумент3 страницыExtruded Heat Sink DesignSiveshwar BongulaОценок пока нет
- Chapter15 Siva PDFДокумент25 страницChapter15 Siva PDFlinaОценок пока нет
- Absroption Unit in Dilute Nitric Acid ProductionДокумент8 страницAbsroption Unit in Dilute Nitric Acid ProductionFateh HakeemОценок пока нет
- (Photosynthesis and Cellular Respiration) : What I Know (Pre Test)Документ16 страниц(Photosynthesis and Cellular Respiration) : What I Know (Pre Test)Maricar Feb MaturanОценок пока нет
- ACTIFLO® ProcessДокумент6 страницACTIFLO® ProcesscartagliОценок пока нет
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneОт EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneРейтинг: 4.5 из 5 звезд4.5/5 (5)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tОт EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tРейтинг: 4.5 из 5 звезд4.5/5 (27)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessОт EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessОценок пока нет
- Laws of UX: Using Psychology to Design Better Products & ServicesОт EverandLaws of UX: Using Psychology to Design Better Products & ServicesРейтинг: 5 из 5 звезд5/5 (9)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsОт EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsОценок пока нет
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureОт EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureРейтинг: 4.5 из 5 звезд4.5/5 (2)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionОт EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionОценок пока нет
- 507 Mechanical Movements: Mechanisms and DevicesОт Everand507 Mechanical Movements: Mechanisms and DevicesРейтинг: 4 из 5 звезд4/5 (28)
- Practical Troubleshooting of Electrical Equipment and Control CircuitsОт EverandPractical Troubleshooting of Electrical Equipment and Control CircuitsРейтинг: 4 из 5 звезд4/5 (5)
- The Maker's Field Guide: The Art & Science of Making Anything ImaginableОт EverandThe Maker's Field Guide: The Art & Science of Making Anything ImaginableОценок пока нет
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceОт EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceРейтинг: 4 из 5 звезд4/5 (19)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchОт EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchРейтинг: 4 из 5 звезд4/5 (10)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesОт EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesОценок пока нет
- Design for How People Think: Using Brain Science to Build Better ProductsОт EverandDesign for How People Think: Using Brain Science to Build Better ProductsРейтинг: 4 из 5 звезд4/5 (8)