Вам также может понравиться
- Agenda (Estaca Los Andes 2023)Документ12 страницAgenda (Estaca Los Andes 2023)Lili Lee GiKwang JunJinОценок пока нет
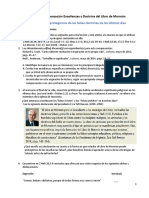
- 6ta Semana Enseñanzas y Doctrina Del LMДокумент4 страницы6ta Semana Enseñanzas y Doctrina Del LMLili Lee GiKwang JunJinОценок пока нет
- Organizacion Moderna Del MantenimientoДокумент38 страницOrganizacion Moderna Del MantenimientoLili Lee GiKwang JunJinОценок пока нет
- DiscretoДокумент21 страницаDiscretoLili Lee GiKwang JunJinОценок пока нет
- Examenes PreviosДокумент3 страницыExamenes PreviosLili Lee GiKwang JunJin100% (1)
- Practica N1 Resis 2Документ2 страницыPractica N1 Resis 2Lili Lee GiKwang JunJinОценок пока нет
- Carimbos y Planos-Mode2lДокумент4 страницыCarimbos y Planos-Mode2lLili Lee GiKwang JunJinОценок пока нет
- Practica 8 MEDДокумент2 страницыPractica 8 MEDLili Lee GiKwang JunJinОценок пока нет
- Practica 1 Fluidos 2pДокумент3 страницыPractica 1 Fluidos 2pLili Lee GiKwang JunJinОценок пока нет
- Analisis de La Secuencia de Las OperacionesДокумент4 страницыAnalisis de La Secuencia de Las OperacionesLili Lee GiKwang JunJinОценок пока нет
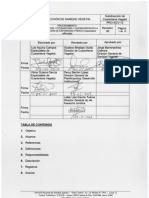
- Procedimiento Certificacion Fitosanitaria y Supervision en La Exportacion de Esparrago PDFДокумент29 страницProcedimiento Certificacion Fitosanitaria y Supervision en La Exportacion de Esparrago PDFChristian Paredes AchaОценок пока нет
- Estado GuáricoДокумент30 страницEstado GuáricodayannyseluОценок пока нет
- PM Equipo Industria Textil - 2 PDFДокумент35 страницPM Equipo Industria Textil - 2 PDFRedHammerОценок пока нет
- Bases Culinarias 1 - Instituto Culinario de MexicoДокумент63 страницыBases Culinarias 1 - Instituto Culinario de MexicoJuan D. Castañeda100% (8)
- Rondas InfantilesДокумент20 страницRondas InfantilesWilliam CLОценок пока нет
- Paginas de CastroДокумент38 страницPaginas de CastroAnonymous NhNAqCОценок пока нет
- Iii Bim - Leng - Guia Nº7 - Palabras HomófonasДокумент6 страницIii Bim - Leng - Guia Nº7 - Palabras HomófonasluisandersonsotodavaОценок пока нет
- Catalogo Victoria S SecretДокумент19 страницCatalogo Victoria S Secretcandurin1010100% (1)
- Palabras Básicas Español-PortuguésДокумент20 страницPalabras Básicas Español-PortuguésDaniel RoaОценок пока нет
- Recetario - Cucharas Medida PerfectaДокумент44 страницыRecetario - Cucharas Medida PerfectaLorena Morales GarcíaОценок пока нет
- Manejo de Envases para AlimentosДокумент42 страницыManejo de Envases para AlimentosestefaniОценок пока нет
- Per202015nal PDFДокумент289 страницPer202015nal PDFSHERY MERCEDES GARCIA REYMUNDEZОценок пока нет
- Beneficios de La MashuaДокумент2 страницыBeneficios de La MashuaGiamy Choque Apaza100% (1)
- Servicio de TrinchadoДокумент7 страницServicio de TrinchadomalufiruОценок пока нет
- PayJoy Lucio Cabrera Felipe 2023 1 4441584Документ1 страницаPayJoy Lucio Cabrera Felipe 2023 1 4441584LUCIO CABRERA FELIPEОценок пока нет
- Diccionario SonorenseДокумент10 страницDiccionario SonorenseFernando Alvarez100% (1)
- Modelo Canvas CartaДокумент4 страницыModelo Canvas Cartagbc_itaОценок пока нет
- Tatiana Irizar - Tatiana Irizar Compartió Tips de Moda Con Sus SeguidoresДокумент6 страницTatiana Irizar - Tatiana Irizar Compartió Tips de Moda Con Sus SeguidoresTatiana IrizarОценок пока нет
- Evaluacion Sensorial de Néctares ComercialesДокумент8 страницEvaluacion Sensorial de Néctares ComercialesPatrizia Secce PerezОценок пока нет
- Ron de VenezuelaДокумент3 страницыRon de Venezuelafernando pastorОценок пока нет
- 10 Entradas de CoreaДокумент22 страницы10 Entradas de CoreakirusgaelОценок пока нет
- DiosdadoДокумент6 страницDiosdadolaubzОценок пока нет
- Ejempl 5Документ5 страницEjempl 5RoberChavarríaCastañedaОценок пока нет
- Trabajo de Redaccion SaucoДокумент18 страницTrabajo de Redaccion SaucoJuan Jesus RosalesОценок пока нет
- Manual Lavarropa ElectroluxДокумент17 страницManual Lavarropa ElectroluxGustavo Benitez29% (7)
- Enzimas Que Se Usan en La GalleteriaДокумент5 страницEnzimas Que Se Usan en La GalleteriaMiguel André Marquez MarusicОценок пока нет
- Historia de La MantequillaДокумент4 страницыHistoria de La MantequillaCompucentroОценок пока нет
- Corregido Flujograma de Limpieza de HabitacionДокумент14 страницCorregido Flujograma de Limpieza de HabitacionAndres Villagran Sanchez100% (1)
- Tarea Gerencia Estrategica IIДокумент17 страницTarea Gerencia Estrategica IIdanelis100% (2)
- Conoce Como Hacer Una Instalacion Electrica en Tu CasaДокумент17 страницConoce Como Hacer Una Instalacion Electrica en Tu CasaHenry FelicesОценок пока нет